热流道基础知识普及
- 格式:ppt
- 大小:1.87 MB
- 文档页数:13
热流道分类,热流道配件,热流道应用热流道(hot runner)是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。
一、热流道分类:绝热流道、冷流道、热流道。
绝热流道的设计复杂,但效果和维护成本非常低,不会耽误工时。
冷流道和热流道斑竹基本上谈到了特点。
我再具体补充一些自己的看法。
热流道分类:开放式、针阀式。
开放式结构简单、对材料的局限性较高,易出现拉丝和泄露,表面质量差,在国外的高精密模具中应用较少,同一副模具可和不同厂家的针阀式混用。
很多公司能自己制造。
针阀式热流道节省材料,塑件表面美观,同时内部质量紧密、强度高。
针阀式热流道(根据注射原理):气缸式和弹簧式。
气缸式依*控制器和时序控制器控制气缸推动针阀的关闭,结构较复杂,但本身设计简单。
主要有DME(美国)、INCOE(美国)、MOLD-MASTER(加拿大---热流道的老大)、HUSKY(加拿大)等。
其中日本世纪没有进入中国市场。
气缸式因为其结构的特点决定模具精度要高,同时调试和维护都比较复杂,其中MOLD-MASTER堪称热流道中的劳斯莱斯----加热部分在喷嘴上。
他们中的很大成本在调试和维护上,客户基本不能自己维护。
弹簧式就一家--FISA(日本),最大特点,依靠弹簧和注射压力的平衡控制针阀开关,装配调试和维护简单,模具精度不高,日本国内客户基本自己有维护能力,广泛应用在家电、汽车饰件、精密多腔模具中。
弹簧式与气缸的差别在于不能时序控制,不能很好解决熔接痕的问题。
本人就是FISA公司的上海代表,因为看到斑竹对热流道的热情才有感而发。
二、热流道模具的应用范围1.塑料材料种类热流道模具已被成功地用于加工各种塑料材料。
如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。
任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。
2.零件尺寸与重量用热流道模具制造的零件最小的在0.1克以下。
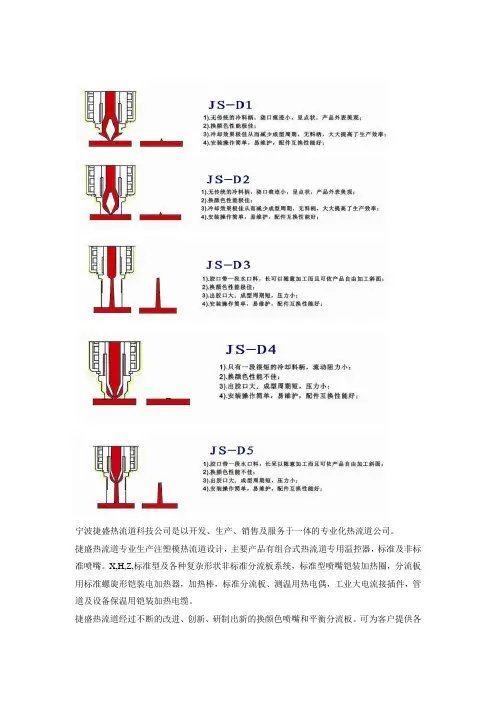
宁波捷盛热流道科技公司是以开发、生产、销售及服务于一体的专业化热流道公司。
捷盛热流道专业生产注塑模热流道设计,主要产品有组合式热流道专用温控器,标准及非标准喷嘴。
X,H,Z,标准型及各种复杂形状非标准分流板系统,标准型喷嘴铠装加热圈,分流板用标准螺旋形铠装电加热器,加热棒,标准分流板、测温用热电偶,工业大电流接插件,管道及设备保温用铠装加热电缆。
捷盛热流道经过不断的改进、创新、研制出新的换颜色喷嘴和平衡分流板。
可为客户提供各种标准和非标准热喷嘴、分流板、温控箱、发热圈和热电偶等热流系统配件,产品规格齐全,质量稳定可靠,使用寿命长,互换性好。
加热系统使用意大利POTFIL、德国HOTSET原装加热系统。
温控系统则采用智能温控模块,根据热流道控温特性,组装成专用的热流道控制器,具有控温精确度高、性能稳定、使用寿命长的特点。
捷盛热流道拥有专业的技术人才队伍,完善的售后服务体系及时为您解决问题,可为客户提供产品模流分析、CAD及Pro\e图纸设计、从安装到试模OK等一条龙服务。
热诚欢迎新老客户与我们公司建立合作关系,我们竭诚为您提供一流的服务!浏览全文(0) | 发表评论| 阅读评论(0)热浇道知识 (2008/07/22 09:42)摘要:热浇道分类:绝热浇道、冷流道、热流道。
绝热浇道的设计复杂,但效果和维护成本非常低,不会耽误工时。
冷流道和热流道斑竹基本上谈到了特点。
我再具体补充一些自己的看法。
热流道分类:开放式、针阀式。
开放式结构简单、对材料的局限性较高,易出现拉丝和泄露,表面质量差,在国外的高精密模具中应用较少,同一副模具可和不同厂家的针阀式混用。
很多公司能自己制造。
针阀式热流道节省材料,塑件表面美观,...浏览全文(24) | 发表评论| 阅读评论(0)热流道资料 (2008/07/22 09:40)摘要:热流道系统的生产运营维护热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括热尖式、浇套式及阀针式三大类型。
热恒与您分享热流道小知识
热流道系统简介
在很多热流道行业专家里,很多人对“热流道系统”这个词感到不陌生。
热流在生产成型上面起着非常大的作用。
热流道系统是一个组合体。
不是指单个产品。
它其中包括了热咀,流道板,温控器,分流板等。
这些一起就组成了热流道系统。
原理
热流道系统工作原理是在塑料模具内安装加热器;利用加热和温度控制的原理使模具的浇道保存熔融状态。
犹如注塑机的炮台直接延伸到产品型腔的进胶点,使产品更直接轻松成型。
热流道系统
热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
热流道模具的优点
1.缩短制件成型周期
2.节省塑料原料
3.减少费品,提高产品质量
4.消除后续工序,有利于生产自动化
5.扩大注塑成型工艺应用笵围
热流道模具的缺点
1.模具成本上升
2.热流道模具制作工艺设备要求高
3.操作维修复杂
热流道系统的组成
一个典型的热流道系统均由如下几大部分组成:
1.热流道板(MANIFOLD)
2.喷嘴(NOZZLE)
3.温度控制器
4.辅助零件
热流道应用主要技术关键
一个成功的热流道模具应用项目需要多个环节予以保障。
其中最重要的有两个技术因素:一是塑料温度的控制,二是塑料流动的控制。
热流道注塑模具热流道(hot runner)是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。
目录展开编辑本段热流道知识热流道分类:热流道系统分为绝热流道(fully hot runner)和微型半热流道系统(semi hot runner)。
绝热流道的设计复杂,但效果好和维护成本非常高。
微型半热流道结构化繁为简,稳定好用,故障率低,因结构简单因而维护成本低,对生产的稳定进行有更大保证。
冷流道和热流道斑竹基本上谈到了特点。
我再具体补充一些自己的看法。
热流道分类:开放式(用于微型半热流道)、针阀式(用于绝热流道)。
开放式结构简单,适用于微型半热流道,不适于绝热流道,绝热流道对材料的局限性较高,而且直接接触到产品表面,易出现拉丝和泄露,表面质量差;微型半热流道不接触产品而是接触到微小流道,所以可以使用开放式热喷嘴,近期在国外的高精密模具中应用较多。
针阀式热流道节省材料,塑件表面美观,同时内部质量紧密、强度高。
现在世界上有两大类针阀式热流道针阀式热流道(根据注射原理):气缸式和弹簧式。
气缸式依*控制器和时序控制器控制气缸推动针阀的关闭,结构较复杂,但本身设计简单。
主要有DME(美国)、INCOE(美国)、MOLD-MASTER(加拿大---热流道的老大)、HUSKY(加拿大)等。
其中日本世纪没有进入中国市场。
气缸式因为其结构的特点决定模具精度要高,同时调试和维护都比较复杂,其中MOLD-MASTER堪称热流道中的劳斯莱斯----加热部分在喷嘴上。
他们中的很大成本在调试和维护上,客户基本不能自己维护。
弹簧式就一家--FISA(日本),最大特点,依靠弹簧和注射压力的平衡控制针阀开关,装配调试和维护简单,模具精度不高,日本国内客户基本自己有维护能力,广泛应用在家电、汽车饰件、精密多腔模具中。
弹簧式与气缸的差别在于不能时序控制,不能很好解决熔接痕的问题。
本人就是FISA公司的上海代表,因为看到斑竹对热流道的热情才有感而发。
热流道知识点总结一、热流道系统的构成热流道系统是由热流道模块、加热系统、温控系统和控制系统组成的。
其中,热流道模块包括热流道板、喷嘴、热流道阀门等部件,它们的设计和制造质量直接影响着热流道系统的稳定性和成型品的质量。
加热系统负责为塑料液体提供所需的热量,保持热流道中塑料的流动状态。
温控系统用于实时监测和控制热流道系统中的温度,确保成型品的成型质量。
控制系统则负责控制整个热流道系统的工作,包括温度调节、喷嘴开关和塑料流量控制等。
二、热流道系统的优势相比传统的冷流道系统,热流道系统具有以下几个优势:1. 减少废品率热流道系统能够有效控制塑料的流动和冷却,减少成型品的熔接线和瘤状缺陷,从而降低废品率。
2. 提高生产效率由于热流道系统能够加快塑料的冷却速度,因此可以缩短注射周期,提高生产效率。
3. 节约原材料热流道系统可以更准确地控制塑料的流动路径和充填时间,减少了对原材料的浪费,节约了生产成本。
4. 改善成型品质量热流道系统能够减少成型品内部的应力和变形,提高了成型品的质量和表面光洁度。
5. 扩大设计自由度热流道系统可根据产品的设计要求灵活调整塑料的流动路径和充填方式,提高了产品的设计自由度。
三、在塑料成型中的应用热流道技术广泛应用于各类塑料成型品的生产中,包括工业产品、电子产品、汽车零部件等。
它在以下几个方面发挥了重要作用:1. 成型品结构复杂对于结构复杂的成型品,热流道系统能够更精确地控制塑料的流动路径,保证成型品的结构完整和一致性。
2. 薄壁成型热流道系统能够加速塑料的冷却速度,使得薄壁成型更容易实现,避免了因塑料冷却不均匀而产生的熔接线和卡痕等缺陷。
3. 高精度成型对于精度要求高的成型品,热流道系统能够保证成型品的尺寸精度和表面质量,提高了成型品的可靠性和一致性。
四、热流道系统的设计和调试1. 热流道系统的设计热流道系统的设计需要根据成型品的结构和要求进行合理的布局和尺寸确定。
设计时需要考虑塑料的流动路径、冷却时间、喷嘴的布置位置等因素,以保证成型品的质量和生产效率。


熱流道常識接線:(T黑色。
S:白色。
R:咖啡色)----接380V三相電源。
2點的隻須220V電壓。
1.N:地線(蘭色)------接電箱外殼2.G 零線(花色)-----不用接。
六點接線盒:Hearer(感溫線:K型、J型。
目前廠內全都用J型。
(頜懋,好特斯,mold-master,映通)異常狀態說明(頜懋):當本系統正常關機時會自動檢測其周邊設備,如有發現任何錯誤會出現錯誤訊息以告知。
當正常運轉時若有異常發生時,亦會出現錯誤訊息藉以告知。
1.:TC OPEN.表示溫度感測器是呈現斷路的狀態,或是根本就沒接上。
2. :TC REVERSE.表示溫度感測器線接反了。
3. :HEARER OPEN.表示加熱器是呈現斷路的狀態,或是根本就沒接上。
4. :TRAIC(集成電路) LARCH.表示TRAIC是呈現短路的狀態。
關機操作模式:1.當本系統開機時會自動以安全模式運轉,等溫度上升至120℃時或20分鐘後,便跳至自動模式運轉。
2.本系統正常開機運轉時,按時鍵便跳至自動模式運轉,按住鍵便跳至手動模式運轉。
3.溫度設定,當按或時,個位數字會開始閃爍,當重復按向上或向下鍵時可遞增或遞減其數值,這進再按可將數字移動到十位數及百位數,依相同方法可改變其值,最後再按作為確定。
4.當持續按住3秒鐘會顯示OP(Output)電壓輸出功率百分比,經過5秒鐘後,會恢復原來狀態。
5.當持續按住3秒鐘會顯示OP(Output)輸出功率電流值,經過5秒鐘後,會恢復原來狀態。
6.當持續按住1秒鐘會轉變為手動模式(MANUAL CONTROL MODE),顯示OP(Output)電壓輸出功率百分比,操作者可以去設定輸出百分比為0-99%。
1操作要領1 使用前測試﹕1 確認加熱器與感溫線沒有被挾到或是損傷.2 確認加熱器與感溫線與接頭的連接正確.(絕不可接反)3 確認溫度控制器的配線方式與模具的配線方式是否相同.4 確認射出機的噴嘴與流道板或是熱嘴之進澆處之接觸弧度是否相配.2 使用時注意事項﹕1 將溫度控制器上的溫度設定略高于射出機料管溫度.2 隨著操作情況的變化,逐次調整每一點的溫度.3 當緊急狀況發生需停機處理時,請將每區的溫度降低100 ℃﹐避免塑料在流道板或是熱嘴內熱裂解4由于澆口處極為狹窄,尚有雜質將造成塞頭的現象.5建議在射出機的噴頭使用過濾雜質的濾嘴﹐可避免塞頭清理的危機2 故障排除2 當無無法加溫時﹕1 確認模具上接頭的配線與溫控器是否吻合.2 檢查溫控器的電壓是否正確.3 檢查保險絲是否損壞.4 檢查模具上接頭的接線是否脫落.5 確認感溫線是否短路或損壞.以歐姆表量測加熱器的接線,檢查加熱器是否損壞.3 當無法射出時﹕1確認溫度控制器上的升溫是否足夠塑料的流動.2確認澆口處是否有雜質卡住.3對于某些高溫塑料使用于單穴熱嘴時需要加上后加熱器.4確認熱嘴器尖端處是否塞住澆口.5確認熱嘴與模板間之接觸面是否太大.6確認流道板的部份是否做到溫度平衡及壓力的平衡.4 塑料成型條件參考表面板說明:。
热流道分类热流道分类热流道是塑料注射模具中的一种技术,通过在注塑模具中布置加热系统,使塑料熔融后能够保持一定的温度,在注射成型过程中能够更加稳定和均匀地填充模腔,从而得到更好的注塑产品。
根据热流道的结构和使用方式,我们可以将其分为以下几个分类。
1. 点状热流道点状热流道是最简单、最基础的热流道系统。
它由一个或多个通过短直冷却筒与模具连接的热流道组成。
短直冷却筒通过水冷却循环保持低温状态,防止塑料在此处的温度升高。
点状热流道适用于较小的注塑件,能够提高塑料的熔融和流动性。
2. 常规热流道常规热流道是目前应用最广泛的热流道系统。
它由一个或多个具有特定形状的热流道组成,可以分为直线型、环形型、H型等不同形状。
常规热流道通过独立的加热系统和温度控制器,将塑料保持在恒定的温度,并通过可控的阀门控制塑料的流动,实现注塑件的良好成型。
3. 堆叠热流道堆叠热流道是一种多层次的热流道系统,用于制造具有复杂结构的注塑件。
它由多个平行布置的热流道组成,每层热流道通过独立的加热系统和温度控制器控制。
堆叠热流道可以单独控制每一层塑料的温度和流动情况,使得各层注射成型质量更加稳定。
4. 阀门热流道阀门热流道是一种应用比较广泛的具有多个阀门的热流道系统。
它通过阀门控制塑料的流动和停止,实现注塑件的准确成型。
阀门热流道适用于需要多个注射阶段的注塑件,如多色、多层或嵌入金属件的注塑制品。
5. 多级热流道多级热流道是一种通过多个独立的加热区域控制塑料温度的热流道系统。
它适用于在不同的注射阶段需要不同温度的注塑件。
多级热流道能够更加精确地控制注塑产品的质量,提高产品的一致性。
以上是根据热流道的不同特点和应用场景进行的分类。
每种热流道系统都有其独特的优势和适用范围,在实际应用中可以根据注塑件要求选择合适的热流道分类。
6. 热嘴热流道热嘴热流道是一种将热嘴技术与热流道技术相结合的系统。
热嘴位于模具的前端,用于将塑料熔融并保持在恒定的温度。
热流道结构知识点总结热流道结构在塑料注射成型过程中扮演着重要的角色,它可以帮助提高注射成型的效率和质量。
本文将会总结热流道结构的相关知识点,包括热流道系统的基本原理、组成部分、优点和缺点、应用范围等内容。
一、热流道系统的基本原理热流道系统是一种在注射模具中用于传送加热的热载体,保持塑料材料在注射成型过程中的流动状态,以保证产品的成型质量和提高生产效率。
热流道系统的基本原理包括:1. 热载体传导热量:热流道系统中通常采用热载体(如热油、热水)传导热量,将热能传递到模具的热流道中,使塑料材料在注射成型过程中能够始终保持在合适的流动状态。
2. 控制模具温度:通过控制热载体的温度和流量,可以实现对注射模具中的温度进行精确的控制。
这样可以避免塑料材料在成型过程中受温度变化的影响,保证产品的尺寸稳定性和表面质量。
3. 优化成型条件:热流道系统可以根据不同的产品形状和材料特性,灵活调节模具中不同部位的温度,以实现最佳的注射成型效果。
二、热流道系统的组成部分热流道系统由多个组成部分组成,主要包括热流道控制器、加热装置、温度探测器、热流道喉口等。
1. 热流道控制器:负责对热流道系统的温度、压力等参数进行实时监控和调节,以确保注射成型过程中的稳定性和一致性。
2. 加热装置:通常采用电加热或加热用的热管,通过对热载体进行加热,传递热能到热流道系统中。
3. 温度探测器:用于监测热流道系统中的温度变化,反馈给热流道控制器,以实现自动调节和控制。
4. 热流道喉口:负责将加热好的热载体传递到模具的热流道中,为塑料材料提供适宜的加热条件。
三、热流道系统的优点和缺点热流道系统相比传统的冷流道系统具有许多优点,但也存在一些缺点。
1. 优点:(1)节能减耗:热流道系统采用热载体传导热量,可以有效减少注射成型过程中的能耗,提高生产效率。
(2)减少生产环境污染:热流道系统可以降低产品的废料率,提高成型质量,减少生产环境的污染。
(3)提高产品质量:热流道系统可以精确控制模具中不同部位的温度,保证产品的尺寸稳定性和表面质量。
热流道介绍热流道起源和现状热流道系统(hot runner systems)起源于注塑工业中的无流道系统,作为一项先进的塑料注塑加工技术,在西方发达国家的普及使用可以追溯到上个世纪的中期甚至更早。
热流道具有许多优点,因此,在国外发展比较快,许多塑胶模具厂所生产的模具50%以上采用了热流道技术,部分模具厂甚至达到80%以上。
在中国,这一技术在近十年才真正得以全面推广和应用,随着模具行业的不断发展,热流道在塑胶模具中运用的比例也逐步提高,但总体上还未达到国外热流道模具的比例。
近年来,热流道技术在中国的逐渐推广,这很大程度上是由于我国模具向欧美公司的出口量快速发展带来的。
在欧美国家,注塑生产已经依赖于热流道技术。
可以这样说,没有使用热流道技术的模具现在已经很难出口,这也造成了很多模具厂家对于热流道技术意识上的转变。
热流道的原理冷流道是指模具入口与产品浇口之间的部分。
塑料在流道内靠注塑压力和其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品。
所以在我们设计模具的时候既要考虑填充效果,又要考虑怎样通过缩短、缩小流道来节省材料,理想情况是这样,但实际应用中则很难达到两全其美。
热流道又称无流道是指在每次注射完毕后流道中的塑料不凝固,塑胶产品脱模时就不必将流道中的水口脱出。
由于流道中的塑料没有凝固,所以在下一次注射的时候流道仍然畅通。
简要言之,热流道就是注塑机喷嘴的延伸。
热流道模具的特点为什么会有这种热流道技术出现呢?热流道技术又能够带给我们哪些好处呢?熟悉注塑工艺的工程人员都知道,常规注塑成型经常会有以下不利因素的出现:a. 填充困难;b. 薄壁大制件容易变形;c. 浇道原材料的浪费;d. 多模腔模具的注塑件质量不一等。
热流道技术的出现,则给这些问题提供了比较完善的解决方案,一般来讲,采用热流道有以下的好处:■ 缩短制件成型周期因没有浇道系统冷却时间的限制,制件成型固化后便可及时顶出。
许多用热流道模具生产的薄壁小零件成型周期可在5秒钟以下。