莱歇立磨机的工作原理(配图)
- 格式:docx
- 大小:155.62 KB
- 文档页数:3
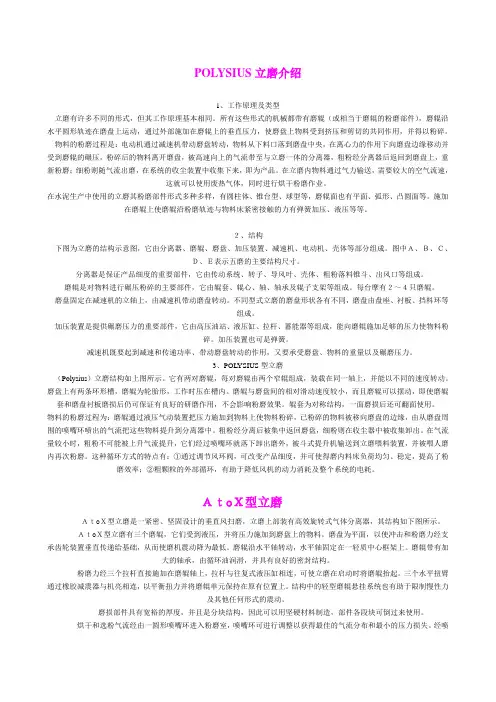
POLYSIUS立磨介绍1、工作原理及类型立磨有许多不同的形式,但其工作原理基本相同。
所有这些形式的机械都带有磨辊(或相当于磨辊的粉磨部件),磨辊沿水平圆形轨迹在磨盘上运动,通过外部施加在磨辊上的垂直压力,使磨盘上物料受到挤压和剪切的共同作用,并得以粉碎。
物料的粉磨过程是:电动机通过减速机带动磨盘转动,物料从下料口落到磨盘中央,在离心力的作用下向磨盘边缘移动并受到磨辊的碾压,粉碎后的物料离开磨盘,被高速向上的气流带至与立磨一体的分离器,粗粉经分离器后返回到磨盘上,重新粉磨;细粉则随气流出磨,在系统的收尘装置中收集下来,即为产品。
在立磨内物料通过气力输送,需要较大的空气流速,这就可以使用废热气体,同时进行烘干粉磨作业。
在水泥生产中使用的立磨其粉磨部件形式多种多样,有圆柱体、锥台型、球型等,磨辊面也有平面、弧形、凸圆面等。
施加在磨辊上使磨辊沿粉磨轨迹与物料床紧密接触的力有弹簧加压、液压等等。
2、结构下图为立磨的结构示意图,它由分离器、磨辊、磨盘、加压装置、减速机、电动机、壳体等部分组成。
图中A、B、C、D、E表示五磨的主要结构尺寸。
分离器是保证产品细度的重要部件,它由传动系统、转子、导风叶、壳体、粗粉落料锥斗、出风口等组成。
磨辊是对物料进行碾压粉碎的主要部件,它由辊套、辊心、轴、轴承及辊子支架等组成。
每台摩有2~4只磨辊。
磨盘固定在减速机的立轴上,由减速机带动磨盘转动。
不同型式立磨的磨盘形状各有不同,磨盘由盘座、衬板、挡料环等组成。
加压装置是提供碾磨压力的重要部件,它由高压油站、液压缸、拉杆、蓄能器等组成,能向磨辊施加足够的压力使物料粉碎。
加压装置也可是弹簧。
减速机既要起到减速和传递功率、带动磨盘转动的作用,又要承受磨盘、物料的重量以及碾磨压力。
3、POLYSIUS型立磨(Polysius)立磨结构如上图所示。
它有两对磨辊,每对磨辊由两个窄辊组成,装载在同一轴上,并能以不同的速度转动。
磨盘上有两条环形槽,磨辊为轮胎形,工作时压在槽内。
7.1LM56.4立磨施工技术方案7.1.1概述7.1.1.1LM56.4立磨的特点原料粉磨是水泥厂工艺线上极为重要的环节,磨机安装质量的好坏,直接关系到全线生产能否正常和全厂投产后的经济效益。
LM56.4立式辊磨机主要特点如下:带有耐磨衬板的平磨盘与锥形磨辊,采用4辊液压式,为便于磨机检修,磨上附有翻出磨辊用的轻便型油压装置;磨机负荷运转在起动时磨辊能自动从磨盘上提起,减少了起动转矩;磨机设有保护装置,当辊压超过或低于调定范围极限值时,自动报警并自行停磨,确保磨机安全运行;磨机液压系统具备自动控制和手动控制两种功能,可提高操作上的灵活性、可靠性;各磨辊有独立的液压加压装置,每个液压缸都配置了足够的蓄能器,保证磨机运转中辊压波动最小,以使磨机运转平稳;分离器采用直流电机传动,改变转速即可满足各条件下对产品细度的要求,细度调节灵活方便。
风环设计成可调节的,改变风环截面积可以调节风环风速,适应不同物料;磨辊辊套与轮毂之间,以及辊轴与摇臂之间分别采用锥面结构和胀套结构连接,拆装方便。
和球磨机相比,该磨的主要优点是:具有更高的研磨效率,工艺流程大大缩短,电耗降低,物料的研磨在限定压力下进行。
7.1.1.2LM56.4立磨的工作原理主电机按设计功率旋转通过齿轮箱带动磨盘转动,原料从磨机三门装置喂入,落到磨盘中央,然后在离心作用下甩到辊子下边,在磨盘外边的挡圈使原料形成了层状,称为粉磨床。
辊子与磨碗间的压力由液压装置施加,物料层带磨辊转动产生连续不断挤压生料的作用,粉磨后的物料越过挡圈落下,这时用于烘干物料的热风从磨盘下引入,从环向缝隙吹起细料,这时上升的气流把扬起的物料带到磨机上部的离心式选粉机里进行粗细分离,粗粒落回粉磨室中央再次粉磨,细粉则随气流排出磨外。
由于磨机从主电机水平传动经大型齿轮箱转换后带动装有扇形耐磨衬板的磨盘按垂直回转轴线的连续旋转,而上部选粉机壳体靠磨机筒体支撑,选粉机立轴带着转子也按同一垂直回转轴线连续旋转。
原料立磨的结构及工作原理一、立磨主要工作原理由传动装置带动机壳内磨盘旋转,磨辊在磨盘的磨擦作用下围绕磨辊轴自转,物料通过锁风喂料装置和进料口落入磨盘中央,受到离心力的作用向磨盘边移动。
经过碾磨轨道时,被啮入磨辊与磨盘间碾压粉碎。
磨辊相对物料及磨盘的粉碎压力是由液压拉伸装置提供(适宜的粉碎压力可根据不同物料的硬度进行调整)。
物料在粉碎过程中,同时受到磨辊的压力和磨盘与磨辊间相对运动产生的剪切力作用。
物料被挤压后,在磨盘轨道上形成料床(料床厚度由磨盘挡料环高度决定),而料床物料颗粒之间的相互挤压和磨擦又引起棱角和边缘的剥落,起到了进一步粉碎的作用。
粉磨后的物料继续向盘边运动,直至溢出盘外。
磨盘周边设有喷口环,热气流由喷口环自下而上高速带起溢出的物料上升,其中大颗粒最先降落到磨盘上,较小颗粒在上升气流作用下带入选粉装置进行粗细分级,粗粉重新返回到磨盘再粉磨,符合细度要求的细粉作为成品,随气流带向机壳上部出口进入收尘器被收集下来。
喷口环处上升的气流也允许物料中比重较大的物质落入喷口环下面,从机壳下部的吐渣口排出,由于喷口环处的气流速度高,因此热传递速率快,小颗粒被瞬时得到烘干。
据估算进入立磨的每一颗粒在成为成品之前,平均在磨辊下和上升气流中往复内循环运动达几十次,存在多级粉碎的事实。
从上述可以看出,立磨工作时对物料发挥的是综合功能。
它包括在磨辊与磨盘间的粉磨作用;由气流携带上升到选粉装置的气力提升作用;以及在选粉装置中进行的粗细分级作用;还有与热气流进行热传递的烘干作用,对于大型立磨而言(指入磨粒度在100mm左右),实际上还兼有中碎作用,故大型立磨实际具有五种功能。
上述吐渣口的功能在大型立磨上也发生了变化,利用吐渣口与外部机械提升机配合,将大比例的物料经吐渣口进入外部机械提升机重新喂入磨内粉磨,以减轻磨内气力提升物料所需风机负荷,有利于降低系统阻力和电耗,因为机械提升电耗显著地低于气力提升出现的较高电耗,这种方法称为物料的外循环。


POLYSIUS立磨1、工作原理及类型立磨有许多不同的形式,但其工作原理基本相同。
所有这些形式的机械都带有磨辊(或相当于磨辊的粉磨部件),磨辊沿水平圆形轨迹在磨盘上运动,通过外部施加在磨辊上的垂直压力,使磨盘上物料受到挤压和剪切的共同作用,并得以粉碎。
物料的粉磨过程是:电动机通过减速机带动磨盘转动,物料从下料口落到磨盘中央,在离心力的作用下向磨盘边缘移动并受到磨辊的碾压,粉碎后的物料离开磨盘,被高速向上的气流带至与立磨一体的分离器,粗粉经分离器后返回到磨盘上,重新粉磨;细粉则随气流出磨,在系统的收尘装置中收集下来,即为产品。
在立磨内物料通过气力输送,需要较大的空气流速,这就可以使用废热气体,同时进行烘干粉磨作业。
在水泥生产中使用的立磨其粉磨部件形式多种多样,有圆柱体、锥台型、球型等,磨辊面也有平面、弧形、凸圆面等。
施加在磨辊上使磨辊沿粉磨轨迹与物料床紧密接触的力有弹簧加压、液压等等。
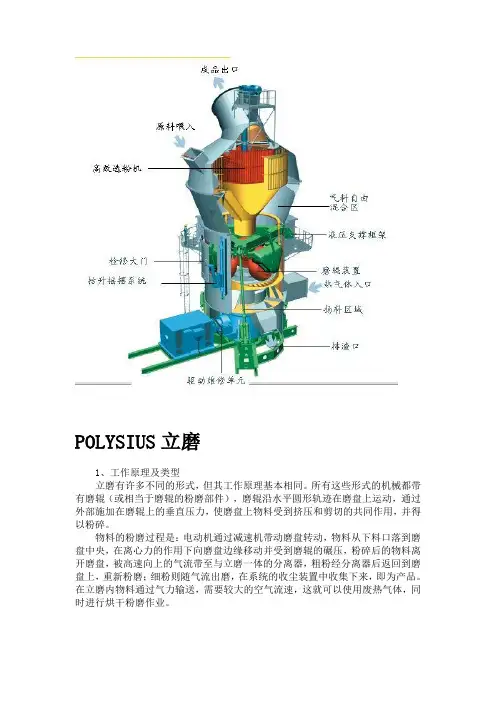
2、结构下图为立磨的结构示意图,它由分离器、磨辊、磨盘、加压装置、减速机、电动机、壳体等部分组成。
图中A、B、C、D、E表示五磨的主要结构尺寸。
分离器是保证产品细度的重要部件,它由传动系统、转子、导风叶、壳体、粗粉落料锥斗、出风口等组成。
磨辊是对物料进行碾压粉碎的主要部件,它由辊套、辊心、轴、轴承及辊子支架等组成。
每台摩有2~4只磨辊。
磨盘固定在减速机的立轴上,由减速机带动磨盘转动。
不同型式立磨的磨盘形状各有不同,磨盘由盘座、衬板、挡料环等组成。
加压装置是提供碾磨压力的重要部件,它由高压油站、液压缸、拉杆、蓄能器等组成,能向磨辊施加足够的压力使物料粉碎。
加压装置也可是弹簧。
减速机既要起到减速和传递功率、带动磨盘转动的作用,又要承受磨盘、物料的重量以及碾磨压力。
3、POLYSIUS型立磨(Polysius)立磨结构如上图所示。
它有两对磨辊,每对磨辊由两个窄辊组成,装载在同一轴上,并能以不同的速度转动。
磨盘上有两条环形槽,磨辊为轮胎形,工作时压在槽内。
立磨的类型很多,结构和功能各有特色,但基本结构大同小异,它们都具有传动装置、磨盘、磨辊、喷口环、液压拉伸装置、选粉装置、润滑系统、机壳等,其主要工作原理也基本相同。
2.1立磨主要工作原理由传动装置带动机壳内磨盘旋转,磨辊在磨盘的磨擦作用下围绕磨辊轴自转,物料通过锁风喂料装置和进料口落入磨盘中央,受到离心力的作用向磨盘边移动。
经过碾磨轨道时,被啮入磨辊与磨盘间碾压粉碎。
磨辊相对物料及磨盘的粉碎压力是由液压拉伸装置提供(适宜的粉碎压力可根据不同物料的硬度进行调整)。
物料在粉碎过程中,同时受到磨辊的压力和磨盘与磨辊间相对运动产生的剪切力作用。
物料被挤压后,在磨盘轨道上形成料床(料床厚度由磨盘挡料环高度决定),而料床物料颗粒之间的相互挤压和磨擦又引起棱角和边缘的剥落,起到了进一步粉碎的作用。
粉磨后的物料继续向盘边运动,直至溢出盘外。
磨盘周边设有喷口环,热气流由喷口环自下而上高速带起溢出的物料上升,其中大颗粒最先降落到磨盘上,较小颗粒在上升气流作用下带入选粉装置进行粗细分级,粗粉重新返回到磨盘再粉磨,符合细度要求的细粉作为成品,随气流带向机壳上部出口进入收尘器被收集下来。
喷口环处上升的气流也允许物料中比重较大的物质落入喷口环下面,从机壳下部的吐渣口排出,由于喷口环处的气流速度高,因此热传递速率快,小颗粒被瞬时得到烘干。
据估算进入立磨的每一颗粒在成为成品之前,平均在磨辊下和上升气流中往复内循环运动达几十次,存在多级粉碎的事实。
从上述可以看出,立磨工作时对物料发挥的是综合功能。
它包括在磨辊与磨盘间的粉磨作用;由气流携带上升到选粉装置的气力提升作用;以及在选粉装置中进行的粗细分级作用;还有与热气流进行热传递的烘干作用,对于大型立磨而言(指入磨粒度在100mm左右),实际上还兼有中碎作用,故大型立磨实际具有五种功能。
上述吐渣口的功能在大型立磨上也发生了变化,利用吐渣口与外部机械提升机配合,将大比例的物料经吐渣口进入外部机械提升机重新喂入磨内粉磨,以减轻磨内气力提升物料所需风机负荷,有利于降低系统阻力和电耗,因为机械提升电耗显著地低于气力提升出现的较高电耗,这种方法称为物料的外循环。
物料通过锁风阀①和下料管喂入旋转磨盘③的中心,磁性异物在到达回转喂料器①之前就从原料中分离出来,从旁路管道②排出。
物料在离心力的作用下向磨盘的边缘运动,经过液压气动弹性系统加载的辊子M辊④下时被粉磨,而在M辊之间动转的S辊⑤通过排气和预压为主辊准备
料床。
辊子在料床上滚动时受迫向上移动,同时,由M辊④、摇臂⑥、弹簧杆⑦和液压缸的活塞⑧组成的功能单元开始随动。
活塞把汽缸上腔的没转移到充气的气囊蓄能器单元⑨. 蓄能器单元充氮气的橡胶气囊
被压缩,充当气体弹簧。
刮板18把环形室20中的渣料(回料)刮送到回料运输系统19.缓冲器⑩能防止磨辊与磨盘的接触。
磨盘的旋转使经过粉磨的物料从M辊甩向磨盘的边缘。
在围绕在磨盘③周围的风环11区域,向上的热风12捕捉到经过粉磨的和有待粉磨的物料的混合物,并把它们带到选粉机13里.粗颗粒被分离出来,粗粉分离与选粉机13的设置有关,分出的粗粉落到内部的粗粉回料锥斗14中,从而回到磨盘3上,在辊子的作用下再粉磨。
最终成品通过选粉机被气流15带出莱歇磨。
当水泥和含水份的矿渣混合粉磨时,物料里的水份通过与热气流充分接触而被蒸发。
因此,磨机出口气体温度所需的80℃(最高130℃)在磨内就已经达到。
在莱歇磨里粉磨纯熟料加石膏组成的波特兰水泥时,不需要热风(开磨时除外),这种情况下水份含量较低,粉磨产生的热量就可蒸发水份。
磨机由电机17通过减速机16驱动,电机的启动力矩不需要增大。
减速机顶面上的嵌块式止推轴承吸收辊子施加的压力。
开始粉磨前,M辊通过液压缸抬离磨盘。
提升磨辊时,液压缸里的油从弹性加压侧向反压加压。
这样磨机(不论带料与否)可在较低的启动扭矩下启动—大约是工作扭矩的40%。
缓冲器和自动提升M辊
④确保在无料启动时粉磨元件之间无金属接触。
磨机慢速启动不需要所谓的慢速“辅助驱动”装置。
启动磨机时辅辊⑥也需要提升。
承受磨损的部件—辊套和磨盘衬板—能迅速、便捷地更换。
异物颗粒(粒化高炉矿渣中的铁粒)尤其难以粉磨,当它们堆积在磨盘上时引起局部磨损。
在这种情况下,移动焊接设备可在磨里进行这些部件的堆焊。
在堆焊过程中使用电耗较低的辅助传动粉磨部件21。
粉磨粒化高炉矿渣的莱歇磨设有可连续排出铁粒的孔。
这种设置极大的增加了两次堆焊之间耐磨件的使用寿命。