锌系磷化液总酸度标准
- 格式:docx
- 大小:11.16 KB
- 文档页数:2
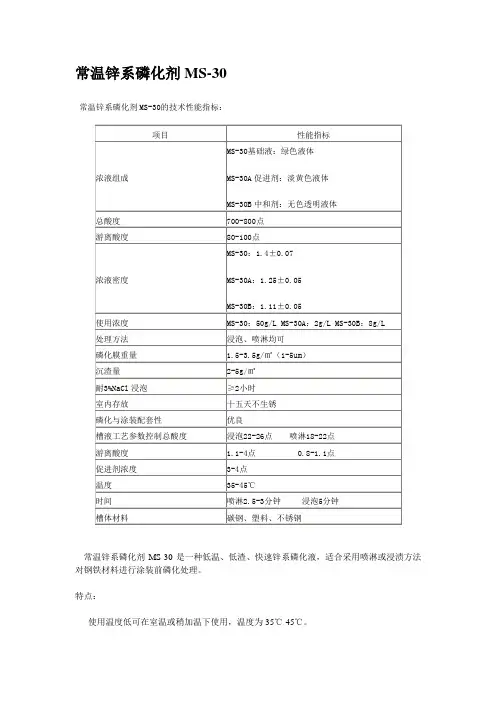
常温锌系磷化剂MS-30常温锌系磷化剂MS-30的技术性能指标:项目性能指标浓液组成MS-30基础液:绿色液体MS-30A促进剂:淡黄色液体MS-30B中和剂:无色透明液体总酸度700-800点游离酸度80-100点浓液密度MS-30:1.4±0.07 MS-30A:1.25±0.05 MS-30B:1.11±0.05使用浓度MS-30:50g/L MS-30A:2g/L MS-30B:8g/L处理方法浸泡、喷淋均可磷化膜重量 1.5-3.5g/㎡(1-5um)沉渣量2-5g/㎡耐3%NaCl浸泡≥2小时室内存放十五天不生锈磷化与涂装配套性优良槽液工艺参数控制总酸度浸泡22-26点喷淋18-22点游离酸度 1.1-4点 0.8-1.1点促进剂浓度3-4点温度35-45℃时间喷淋2.5-3分钟浸泡5分钟槽体材料碳钢、塑料、不锈钢常温锌系磷化剂MS-30是一种低温、低渣、快速锌系磷化液,适合采用喷淋或浸渍方法对钢铁材料进行涂装前磷化处理。
特点:使用温度低可在室温或稍加温下使用,温度为35℃-45℃。
常温锌系磷化剂MS-30磷化沉渣少,共沉渣量只有中温磷化的¼,并且易于打捞。
常温锌系磷化剂MS-30磷化膜结晶细致密实,膜厚2-5um,膜重1.5-3.5g/,适用范围广,防锈力强。
常温锌系磷化剂MS-30槽液稳定,控制方便,使用中只需补加一些原液,控制好总酸度及游离酸度,槽液可长期使用。
推荐使用工艺流程:标准处理工艺:热水洗→预脱脂→脱脂→水洗→表调→磷化→水洗→纯水洗一般处理工艺:预脱脂→脱脂→水洗→表调→磷化→水洗→纯水洗在很多特定的情况下,要实施理想的工艺流程是比较困难的,在这种情况下,本公司可免费提供技术服务。
配磷化槽:(以一吨为例)将清水加至处理槽3/4处。
向槽中加入MS-30原液50公斤,进行搅拌。
向槽中加入中和剂8公斤,搅拌均匀,使白色絮状物消失,然后加水至工作面。
磷化液产品质量标准通常包括以下内容:
1. 外观:通常为深色液体。
2. 气味:不应有特别强烈的气味。
3. 比重:通常在1.4到1.6之间。
4. 总酸度:磷化液的总酸度是指酸性组分和碱性组分的总和,应符合要求。
5. 游离酸度:磷化液中游离酸的含量也应符合要求,有助于控制磷化渣的产生速度。
6. 磷酸可溶性:合格的磷化液必须具备良好的可溶性。
7. 亚硝酸盐含量:这是反映磷化质量的重要指标,含量太高或太低都会影响磷化质量。
8. 金属含量:这反映了磷化膜的质量,包括锌、铝等金属的含量。
9. 磷化膜厚度:反映磷化处理的效果。
此外,不同用途的磷化液标准可能有所不同,具体请参考相关行业标准。
请注意,实际产品可能存在差异,请以实际检测数据为准。
1、槽液配制按25kg/T的量加入配槽剂(1:40),每吨槽液中添加0.2kgNaoH,开始磷化时按0.33—4‰之间的比例补加促进剂。
搅拌均匀,即可使用。
2、槽液调整控制总磷酸度:12—14点游离酸度:0.5—1.0点促进剂:0.33—4‰温度:40—45度时间:3min注意:温度应控制在一定的范围内。
温度低,效果差。
总酸度和游离酸度:在一定的总酸度范围内,总酸度越高越好,一般在12-13点。
游离酸度较高时,磷化效果不好,即使形成磷化膜,也较粗糙。
游离酸度较低时,磷化液水解产生大量沉淀物,磷化效果不好,沉淀多。
促进剂:促进剂浓度低,出现黄锈(出现锈以前道理黑点)。
促进剂浓度高,则化膜粗糙。
3、槽液补加磷化液、促进剂的补加方式请参阅后面的章节。
1、槽液配制槽内先加入2分之1体积的水,按100-125kg/T的量加入配槽剂,加入少量用水溶解的NaOHO 0.04kg/T,加入余量的水,确认酸度。
开始磷化时按4-5‰的比例加入促进剂,搅拌均匀,即可使用。
槽液的配制也可根据温度的高低进行调整,温度较高时考虑适当降低浓度。
喷淋处理浓度还可降低。
2、槽液调整控制总磷酸度:20—24点游离酸度:2—3点促进剂:3—4‰温度:10—25度时间:2-10min注意:温度降低,磷化时间应适当加长。
温度越高,促进剂的浓度应降低一些。
沉渣:工作液使用一段后,应定期清理沉淀,以免影响使用效果。
沉渣的清理一般采用沉降分离方法。
3、槽液补加磷化液、促进剂的补加方式请参阅后面的章节。
1、槽液配制用水按1:8或1:9的比例配制,然后用10%NaoH溶液调整游离酸在2-3点之间,控制酸比。
(每升磷化液每降低游离酸1点,需添加0.4公斤NaoH)开始磷化时按1-4‰的比例加入促进剂。
2、槽液调整控制总磷酸度:19—23点游离酸度:2—3点酸比:10-15温度:30—40度时间:2-10min注意:本产品的控制条件较为苛刻,用户应严格管理温度,不应超过30度,否则易出渣。
锌钙系磷化液说明1、适用范围1.1 适用于钢铁材料零部件涂装前底层处理,是烤漆、喷漆、喷塑、电泳、橡胶骨架硫化等前处理的理想工艺。
采用浸渍、喷淋均能达到理想效果。
1.2 适用于钢铁冷挤压、冷冲压、冷拔拉润滑磷化。
1.3 适用于钢铁工件防腐终处理。
2、主要特点2.1 磷化速度快,磷化膜致密均匀,呈深灰色,且挂灰甚少。
2.2 管理简单,使用时无须表调工序,无须添加中和剂及促进剂,配制和添加均很方便。
2.3 磷化液中含有稳定剂和抗硬水剂,槽液稳定,指标控制范围宽,沉渣较少,使用寿命长。
2.4该磷化膜防腐耐蚀性能佳,可满足工序间教长时间防锈使用,同时膜与各种涂层的结合能力优良,各项配套性能均超过国家标准。
3、锌钙系磷化液技术指标注:本报告是钢铁常温磷化液用于涂装底层时的性能检测,若用于防腐终处理,需浸油封闭,技术性能可达到兵器部WJ-536-82(炮弹、火箭弹、引信、火工品钢零件磷化技术条件)标准。
4、磷化工作液的配制(按1000升)4.1将将水加到处理槽内八成;4.2加入锌钙系磷化液约150公斤,并搅拌均匀;4.3补足余量水到规定量;4.4加温到规定工艺规定温度范围。
5、使用条件:游离酸度(FA):0.8~2pt 总酸度(TA):18~30pt使用温度:50℃~60℃处理时间:5~15分钟6、补充和调整:6.1由于连续处理过程中浓度不断变化,所以要求对工作槽液适当进行添加以保持较佳处理状态,一般每添加8~10kg浓缩液总酸上升1pt。
6.2使用一段时间后,工作槽液会有沉渣,可以过滤清液继续使用。
7、磷化液工艺流程7.1 用于涂装底层脱脂→水洗→酸洗→水洗→磷化→水洗→干燥→涂装。
7.2 用于冷加工润滑磷化脱脂→水洗→酸洗→水洗→磷化→水洗→浸皂。
7.3 用于防腐终处理脱脂→水洗→酸洗→水洗→磷化→水洗→浸脱水油。
8、工作液酸度检测方法8.1 游离酸度(FA):用移液管吸取10ml工作液,置入用去离子水洗净的250ml锥形瓶中,加蒸馏水50ml,滴入甲基橙指示剂2滴,以0.1N的NaOH标准溶液滴定至橙色为终点,此时所消耗0.1N的NaOH标准溶液的毫升数称为游离酸度,用“点”来表示。
一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体)+磷酸二氢锌(粉体)+硝酸锌(粉体)B.85%磷酸(液体)+40%~98%硝酸(液体)+95%氧化锌(粉体)或者锌渣或锌灰(固体)注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体)+68%硝酸(液体)+99.7%氧化锌(粉体)B.85%磷酸(液体)+68%硝酸(液体)+99.99锌锭(金属)注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度)为液体状态:A.磷酸(约20%)+磷酸二氢锌(约35%)+硝酸锌(约35%)+磷酸锌(无效成分约10%)B.磷酸(约20%)+磷酸二氢锌(约45%)+硝酸锌(约35%)注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸);不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化)铁+磷酸(游离酸)→磷酸二氢铁(铁分)+氢气(气泡)......(1)↓↓↓〔促进剂〕↓〔促进剂〕↓└→水...........(2)└→磷酸铁(淡黄色沉渣)...........(3)2.皮膜生成反应(成)磷酸二氢锌→磷酸锌(H皮膜)+磷酸.......................(4)铁(离子)+磷酸二氢锌→磷酸锌铁(P皮膜)+磷酸.........(5)〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
其结果引起(4)、(5)式的化学反应,不溶性的磷酸锌(Hopeite)、磷酸锌铁(Phosphophyllite)结晶在钢铁表面析出,形成皮膜。
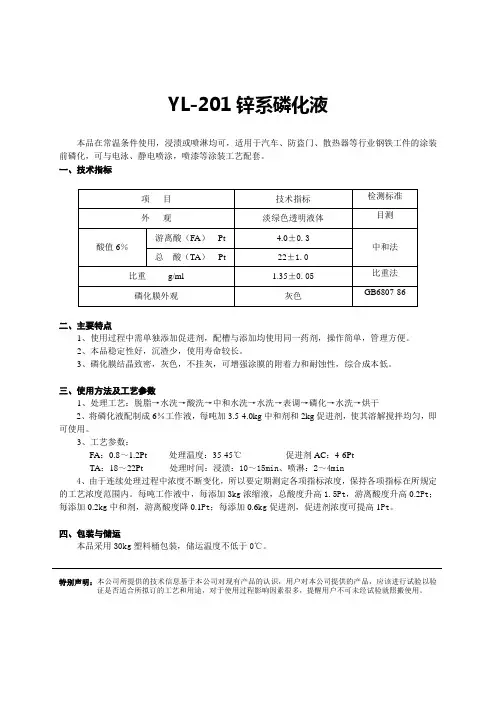
YL-201锌系磷化液
本品在常温条件使用,浸渍或喷淋均可,适用于汽车、防盗门、散热器等行业钢铁工件的涂装前磷化,可与电泳、静电喷涂,喷漆等涂装工艺配套。
一、技术指标
二、主要特点
1、使用过程中需单独添加促进剂,配槽与添加均使用同一药剂,操作简单,管理方便。
2、本品稳定性好,沉渣少,使用寿命较长。
3、磷化膜结晶致密,灰色,不挂灰,可增强涂膜的附着力和耐蚀性,综合成本低。
三、使用方法及工艺参数
1、处理工艺:脱脂→水洗→酸洗→中和水洗→水洗→表调→磷化→水洗→烘干
2、将磷化液配制成6%工作液,每吨加3.5-4.0kg中和剂和2kg促进剂,使其溶解搅拌均匀,即可使用。
3、工艺参数:
FA:0.8~1.2Pt 处理温度:35-45℃促进剂AC:4-6Pt
TA:18~22Pt 处理时间:浸渍:10~15min、喷淋:2~4min
4、由于连续处理过程中浓度不断变化,所以要定期测定各项指标浓度,保持各项指标在所规定的工艺浓度范围内。
每吨工作液中,每添加3kg浓缩液,总酸度升高1.5Pt,游离酸度升高0.2Pt;每添加0.2kg中和剂,游离酸度降0.1Pt;每添加0.6kg促进剂,促进剂浓度可提高1Pt。
四、包装与储运
本品采用30kg塑料桶包装,储运温度不低于0℃。
特别声明:本公司所提供的技术信息基于本公司对现有产品的认识,用户对本公司提供的产品,应该进行试验以验证是否适合所拟订的工艺和用途,对于使用过程影响因素很多,提醒用户不可未经试验就照搬使用。
磷化液酸度检测方法1. 游离酸度(FA):用移液管吸取10ml工作液,置入用去离子水洗净的250ml 锥形瓶中,加蒸馏水50ml,滴入甲基橙指示剂2滴,以0.1N的NaOH标准溶液滴定至橙色为终点,此时所消耗0.1N的NaOH标准溶液的毫升数称为游离酸度,用“点”来表示。
2. 总酸度(TA):继续滴入4-5滴酚酞指示剂,仍以0.1N的NaOH标准溶液滴定至粉红色为终点,此时所消耗0.1N的NaOH标准溶液的总毫升数称为总酸度,用“点”来表示。
体积的数值(以ml计)即为游离酸点数。
3)耐蚀性测定按GB6807—86规定CuSO点滴法和3%NaC1溶液浸渍法进行。
2磷化液配方【收稿日期]2006—02—25[作者简介]畅尚军(1974一),男,重庆人,在读研究生,研究方向:表面物理化学。
ZnPO:一NO,-复合促进剂Mn水总酸度11g/Ll8g/L20g/L1g/L1.2g/L余量l8~32点第35卷第4期2006年8月表面技术SURFACETECHNoLoGYV o1.35NO.4Aug.2006游离酸度0.4~2.0点磷化时间8~15min磷化温度60~70℃复合促进剂为NaNO和N'aCIO,按一定质量配比而成。
3结果与讨论3.1试验结果在实验室中,采用浸渍法对标准试片进行磷化,所得磷化膜的性能指标按GB6807—86进行测定。
测试结果为膜外观结晶致密、连续、均匀,呈灰黑色;膜厚2~5I.zm;3%NaC1溶液中浸渍24h无锈痕;CuSO点滴大于10s不变色。
3.2讨论磷化过程是一个复杂的化学过程,影响因素很多,因此,磷化工作液工作参数的控制应综合考虑。
现根据试验结果讨论几个主要影响因素。
3.2.1总酸度和游离酸度的影响试验发现,工作液的酸度影响磷化膜的形成和磷化膜的质量。
总酸度过高,成膜速度过快,容易形成粉末疏松的磷化膜,且挂灰严重。
总酸度过底,成膜速度慢,在正常的磷化时间内成膜不完整。
BX-302型常温锌系快速磷化浓缩液1、前言本产品是我公司在分析研究国内外各种磷化剂的基础上,开发研制的新一代常温锌系磷化浓缩液,成功地解决了国内外其他同类型产品的稳定性,磷化膜过厚,过粗等缺点。
2、主要特点磷化速度快,磷化膜薄而致密均匀,呈银灰色,且挂灰甚微。
管理相对较简单,配槽剂和添加剂均为一种药剂,配制和添加均很方便。
磷化液中含有稳定剂和抗硬水剂,槽液稳定,指示控制范围宽,沉渣较少,使用寿命长。
亚硝酸钠含量低,对人体及设备的危害小,环境效益相对较高。
3、技术指标序号项目指标1外观浓缩液浅绿色液体中和剂无色液体促进剂浅黄色液体2配槽用量(kg/m3)浓缩液40~50中和剂10.5~12.0促进剂 2.2~3.03处理条件总酸度(点)28~54游离酸度(点) 1.8~4.5促进剂(点) 4.0~8.0温度(℃)常温时间(min)浸渍:5、喷淋:34补加剂用量浓缩液 2.5kg/m3浓缩液提高总酸度约1点促进剂加0.5~0.8kg/m3促进剂提高约1点4、工艺流程脱脂→水洗→去锈→水洗→表调→磷化→水洗→干燥5、配制1m3的方法首先向槽中注入80%的清水,然后加入磷化浓缩液40~50kg,加0.7~1kg Na2CO3或者NaOH,加足清水搅拌均匀,放置1~2小时后检测游离酸度及总酸度等技术指标。
开始处理工件前加入促进剂2.5~3.0kg且混合均匀。
6、检验方法总酸度(TA):取磷化槽液10ml,用酚酞为指示剂,以0.1mol/L的标准NaOH溶液滴定至溶液变粉红色时为终点,所耗用的NaOH标液的毫升数为总酸度,用“点”表示。
游离酸度(FA)取磷化槽液10ml,用溴酚兰为指示剂,以0.1mol/L的标准NaOH溶液滴定至溶液变兰时为终点,所耗用的NaOH标液的毫升数为总酸度的“点”数。
促进剂浓度:将磷化液装满发酵管内,加入2~5g氨基磺酸,且上下振动后,静置2~3min,此时产生的气量(刻度数)表示促进剂的浓度。
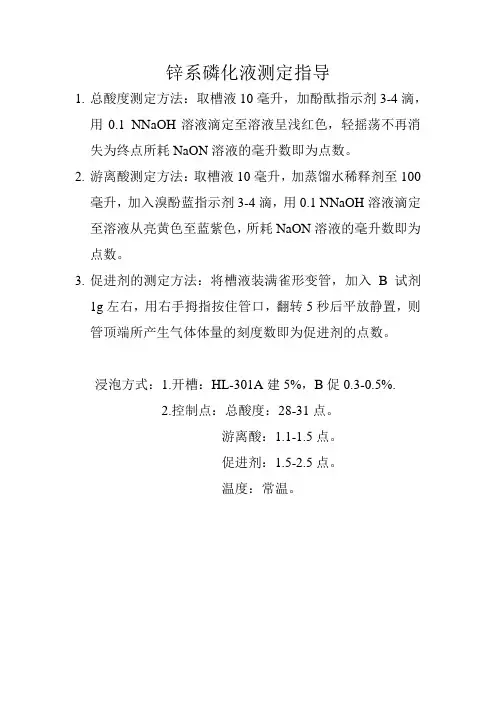
锌系磷化液测定指导
1.总酸度测定方法:取槽液10毫升,加酚酞指示剂3-4滴,
用0.1 NNaOH溶液滴定至溶液呈浅红色,轻摇荡不再消失为终点所耗NaON溶液的毫升数即为点数。
2.游离酸测定方法:取槽液10毫升,加蒸馏水稀释剂至100
毫升,加入溴酚蓝指示剂3-4滴,用0.1 NNaOH溶液滴定至溶液从亮黄色至蓝紫色,所耗NaON溶液的毫升数即为点数。
3.促进剂的测定方法:将槽液装满雀形变管,加入B试剂
1g左右,用右手拇指按住管口,翻转5秒后平放静置,则管顶端所产生气体体量的刻度数即为促进剂的点数。
浸泡方式:1.开槽:HL-301A建5%,B促0.3-0.5%.
2.控制点:总酸度:28-31点。
游离酸:1.1-1.5点。
促进剂:1.5-2.5点。
温度:常温。
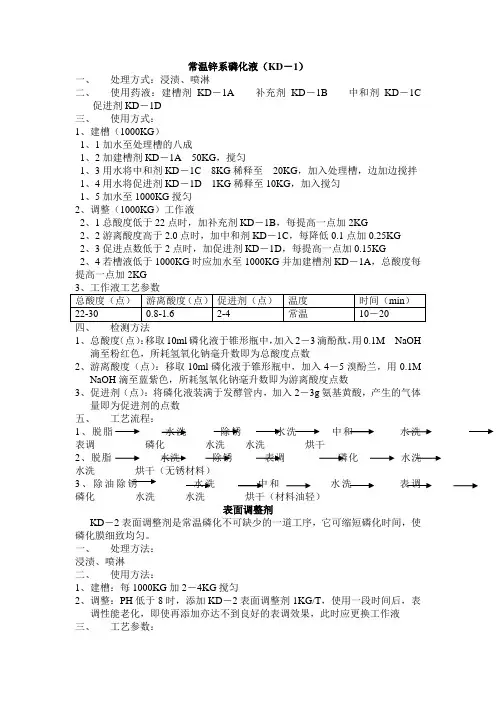
常温锌系磷化液(KD-1)一、处理方式:浸渍、喷淋二、使用药液:建槽剂KD-1A补充剂KD-1B中和剂KD-1C促进剂KD-1D三、使用方式:1、建槽(1000KG)1、1加水至处理槽的八成1、2加建槽剂KD-1A50KG,搅匀1、3用水将中和剂KD-1C8KG稀释至20KG,加入处理槽,边加边搅拌1、4用水将促进剂KD-1D1KG稀释至10KG,加入搅匀1、5加水至1000KG搅匀2、调整(1000KG)工作液2、1总酸度低于22点时,加补充剂KD-1B,每提高一点加2KG2、2游离酸度高于2.0点时,加中和剂KD-1C,每降低0.1点加0.25KG 2、3促进点数低于2点时,加促进剂KD-1D,每提高一点加0.15KG2、4若槽液低于1000KG时应加水至1000KG并加建槽剂KD-1A,总酸度每提高一点加2KG1、总酸度(点):移取10ml磷化液于锥形瓶中,加入2-3滴酚酞,用0.1M NaOH滴至粉红色,所耗氢氧化钠毫升数即为总酸度点数2、游离酸度(点):移取10ml磷化液于锥形瓶中,加入4-5溴酚兰,用0.1MNaOH滴至蓝紫色,所耗氢氧化钠毫升数即为游离酸度点数3、促进剂(点):将磷化液装满于发酵管内,加入2-3g氨基黄酸,产生的气体量即为促进剂的点数五、工艺流程:1、脱脂水洗除锈水洗中和水洗表调磷化水洗水洗烘干2、脱脂水洗除锈表调磷化水洗水洗烘干(无锈材料)3、除油除锈水洗中和水洗表调磷化水洗水洗烘干(材料油轻)表面调整剂KD-2表面调整剂是常温磷化不可缺少的一道工序,它可缩短磷化时间,使磷化膜细致均匀。
一、处理方法:浸渍、喷淋二、使用方法:1、建槽:每1000KG加2-4KG搅匀2、调整:PH低于8时,添加KD-2表面调整剂1KG/T,使用一段时间后,表调性能老化,即使再添加亦达不到良好的表调效果,此时应更换工作液三、工艺参数:PH值:8-9温度:常温时间:30-60S脱脂剂(KD-6)KD-6脱脂剂是由高效表面活性剂的复配物、碱金属盐、乳化剂等合成,具有极强的去污、乳化分散、增溶能力,是一种先进的低温高效脱脂剂。
磷化液中的总酸度如何测定和调整雷邦磷化液工程部编辑总酸度的测定。
总酸度也是磷化溶液的一项主要控制指标。
测定总酸度用的试样要求与游离酸度相同。
取10mL磷化溶液试样,以酚酞为指示剂,用0.lmol /L NaOH标准溶液滴定,所消耗的NaOH标准溶液的体积( ML)即为总酸度的点数。
磷酸的第二个当量点pH值是9.8,由于酚酞指示剂从无色到红色的变色pH值范围是8,10,所以用NaOH滴定至溶液恰好明显变色到达终点时的pH值约为8. 3,与磷酸第二个当量点的pH值有一定差距。
若磷化溶液中含锌或锰的磷酸二氢盐,那么总酸度的高低基本上就代表了溶液中磷酸二氢盐的含量多少;但是现在的磷化溶液中除了含有磷酸二氢盐之外,还加入了其他二价金属盐。
它们都是一些强酸弱碱盐,在进行总酸度测定时,它们也参与了滴定反应,因此所测得之总酸度值中也包括了这部分盐所反映的酸度。
总酸度的调整。
在生产过程中,总酸度会因消耗而降低,但是我们应该明白,在所降低的那部分总酸度中包括了磷酸二氢盐和二价金属盐二者共同的消耗。
若要合理地补充所--、消耗的总酸度,必须分析磷化溶液中的PO,亚铁离子及其他二价金属离子、NO、NO2532-C1O等成分。
如果磷化溶液是用商品磷化剂配制的,那么必须使用由供货商提供的,专力3用来调整总酸度用的调铭剂及时地进行补充。
不过,如果磷化溶液平时维护得不好,即使用专门的调整剂补充溶液的总酸度,仍然有可能出现溶液成分比例失调的故障,这时仍然只有通过分析磷化溶液的相关组成后才能够进行调整。
工酸比变化。
在生产中,游离酸度总是在逐步地升高,总酸度则是在不断地降低,因此总酸度与游离酸度的比值(称为酸比)总是在发生变化。
磷化液的配制磷化液的制造原料可以分为一般家庭式作坊所用原料和国际标准使用原料两种。
其中,一般家庭式作坊所用原料包括85%磷酸(液体)、磷酸二氢锌(粉体)和硝酸锌(粉体)或40%~98%硝酸(液体)、95%氧化锌(粉体)或锌渣或锌灰(固体)。
而国际标准使用原料则包括85%磷酸(液体)、68%硝酸(液体)和99.7%氧化锌(粉体)或99.99锌锭(金属)。
需要注意的是,这些原料中均含有无效成分,约占总成分的10%或30%。
磷化液的国际标准化学组成(总酸度)为液体状态,包括磷酸、磷酸二氢锌、硝酸锌和磷酸锌(无效成分约10%或约35%)。
其中,磷酸二氢锌为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸,不溶于乙醇,水中几乎不溶,其溶解度随温度上升而减少。
磷化液的制作方法也有所不同。
一般家庭式作坊使用瓷缸或塑料桶为反应,以人工木棒的搅拌操作,原料用水以井水或自来水。
而国际标准使用不锈钢为反应,以机械不锈钢棒的搅拌操作,原料用水为纯水。
当钢铁作为一般处理物时,其反应机构包括化学反应和皮膜生成反应。
化学反应中,铁与磷酸(游离酸)反应生成磷酸二氢铁(铁分)和氢气,同时生成水和磷酸铁(淡黄色沉渣)。
皮膜生成反应中,磷酸二氢锌反应生成磷酸锌(H皮膜)和磷酸,铁(离子)与磷酸二氢锌反应生成磷酸锌铁(P皮膜)和磷酸。
需要注意的是,钢铁表面与磷化处理液接触后,钢铁表面会发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6.这会引起化学反应和不溶性的磷酸锌(Hopeite)和磷酸锌铁(Phosphophyllite)在钢铁表面析出,形成皮膜。
在磷化处理液中,铁离子会被消耗掉一部分作为皮膜的构成成分,但也会有一部分反应成为铁分留在液中,导致皮膜的化学生成反应受到影响。
为了解决这个问题,必须在磷化处理液中预先添加促进剂(氧化剂),使剩余的铁分氧化并沉淀出来,迅速清除出反应系统,以保证磷化反应的顺利进行。
锌系磷化液制作原理与应用一、磷化液的制造原料:1.一般家庭式作坊所用原料:A.85%磷酸(液体)+磷酸二氢锌(粉体)+硝酸锌(粉体)B.85%磷酸(液体)+40%~98%硝酸(液体)+95%氧化锌(粉体)或者锌渣或锌灰(固体)注:无效成分约30%。
2.国际标准使用原料:A.85%磷酸(液体)+68%硝酸(液体)+99.7%氧化锌(粉体)B.85%磷酸(液体)+68%硝酸(液体)+99.99锌锭(金属)注:无效成分约10%。
二、磷化液的国际标准化学组成(总酸度)为液体状态:A.磷酸(约20%)+磷酸二氢锌(约35%)+硝酸锌(约35%)+磷酸锌(无效成分约10%)B.磷酸(约20%)+磷酸二氢锌(约45%)+硝酸锌(约35%)注:按《化工产品物性辞典》解释1.磷酸二氢锌为白色结晶或黏稠状液体,溶于水和酸,水溶液呈酸性。
为磷化皮膜剂的主要成分,用于钢铁的防腐蚀。
2.磷酸锌为无色斜方结晶或白色微晶粉末,溶于无机酸(盐酸、硫酸、硝酸、磷酸);不溶于乙醇;水中几乎不溶,其溶解度随温度上升而减少。
三、磷化液的制作方法:1.一般家庭式作坊:使用瓷缸或塑料桶为反应容器,以人工木棒的搅拌操作。
原料用水以井水或自来水。
2.国际标准:使用不锈钢为反应容器,以机械不锈钢棒的搅拌操作。
原料用水为纯水。
四、一般处理物为钢铁时,其反应机构如下:1.化学反应(化)铁+磷酸(游离酸)→磷酸二氢铁(铁分)+氢气(气泡)......(1)↓↓↓〔促进剂〕↓〔促进剂〕↓└→水...........(2)└→磷酸铁(淡黄色沉渣)...........(3) 2.皮膜生成反应(成)磷酸二氢锌→磷酸锌(H皮膜)+磷酸.......................(4)铁(离子)+磷酸二氢锌→磷酸锌铁(P皮膜)+磷酸.........(5)〔说明〕钢铁表面与磷化处理液接触,钢铁表面发生溶解,表面附近的磷化处理液中的氢离子减少,PH值由3上升至4.6。
磷化工艺参数之三:磷化槽液的总酸度总酸度是反映磷化槽液浓度的一个重要参数,单位为“点”。
其定义为:取10mL磷化槽液,以酚酞作指示剂,用0.1mol/L NaOH溶液滴定至终点,0 1mo1/L NaOH溶液消耗的毫升数即为此磷化槽液的总酸度点数,也称总酸度(TA)。
因为采用酚酞作指示剂,滴定至终点时,溶液的pH值为9.7,这时,磷化溶液中的H2PO4、H2PO42-被中和,见下式:OH-十H3PO4—H2PO4-+H2OOH-+H2PO4—HPO42-+H2O由于磷化溶液中有金属离子的存在,滴定时生成磷酸盐沉淀,所以,HPO42-也被滴定,见下式:2OH-+3M2++2HPO42-—M2 (PO4)+2H2O同时,磷化溶液中的金属离子还容易生成氢氧化物沉淀,下表是浓度为0.1mol/L 的锌、钙、锰、铁等离子的氢氧化物开始沉淀和完全沉淀的pH值范,下表是金属离子的氢氧化物沉淀时的pH值氧化物开始沉淀的pH值完全沉淀的pH值Zn(OH) 2 Fe(OH) 2 Mn(OH) 2 Ca(OH)26.47.58.89.58.09.710.4>14从表中数据可以看出,在滴定总酸时,氢氧化铁、氢氧化锌可能完全沉淀,氢氧化锰几乎完全沉淀,氢氧化钙不被沉淀。
所以滴定总酸时,氢氧化钠不仅消耗在中和磷酸的第一步、第二步电离的氢离子上,而且也可能消耗在中和磷酸的第三步电离的氢离子上,同时,也可能消耗在金属离子的氢氧化物上。
所以,所谓总酸度,广义上是指磷化液中Zn2+、Fe2+、Mn2+、Ni2+、H+、H2PO4-、HPO32-等各种离子浓度的总和。
同游离酸度一样,总酸度过高或过低,也会对磷化质量产生不良影响。
总酸度过高,磷化膜结晶粗糙,表面易挂灰,磷化残渣增加,反而不宜生成磷化膜;总酸度过低,磷化速度缓慢,磷化膜生成困难,磷化膜结晶粗糙疏松,磷化膜变薄,耐蚀性也差。
总酸度的控制范围较宽,低温磷化总酸度一般控制在13~32点之内;常温磷化总酸度一般控制在22~60点之内。
锌锰系磷化工艺标准磷化是一种将金属表面与磷酸盐反应生成磷化物保护层的化学处理方法。
在锌锰系磷化工艺中,锌和锰均是主要原料,锌用于提供锌离子,锰用于调整反应条件。
锌锰系磷化工艺可用于钢铁、锌合金等金属的表面防腐保护,在汽车、电子、冶金等行业中广泛应用。
一、工艺条件1.温度:磷化过程中的温度应控制在25℃-70℃范围内,以提高反应速率。
2.pH值:磷化液的pH值应在2.0-6.5之间,过高或过低都会影响磷化效果。
3.时间:磷化时间应根据不同金属材料的厚度和硬度进行调整,一般为2-5分钟。
二、工艺步骤1.表面预处理:金属表面应先进行脱脂处理,去除表面的油污和杂质,以提高磷化效果。
2.磷化液配置:按照一定比例将锌盐和锰盐加入水中,搅拌均匀,形成磷化液。
3.磷化:将待处理金属浸泡在磷化液中,控制好温度和时间,让金属表面与磷化液中的锌离子发生反应,生成磷化物保护层。
4.水洗:磷化后的金属应经过充分的清洗,将多余的磷化液和金属碎屑等物质洗净。
5.干燥:将金属材料进行干燥,以防止水分残留导致锈蚀。
6.脱水处理:将磷化后的金属材料进行脱水处理,提高涂层的附着力和光洁度。
三、工艺控制1.温度控制:应根据金属材料的特性和磷化液的配方,合理控制磷化液的温度。
2.pH值控制:通过加入碱性物质或酸性物质来调整磷化液的pH值,确保营造适合磷化反应进行的环境。
3.时间控制:根据所需的磷化层厚度和磷化液的性能,合理控制磷化时间。
4.搅拌控制:通过适当的搅拌来增加磷化液与金属表面的接触面积,促进磷化反应的进行。
四、工艺评估1.磷化液浓度:定期检测磷化液的锌离子和锰离子浓度,确保在适宜范围内。
2.磷化层厚度:通过测量磷化层的厚度来评估磷化效果,确保达到所需的保护效果。
3.磷化涂层质量:对磷化涂层进行密度、硬度、耐腐蚀性等指标的检测,确保其质量。
以上为锌锰系磷化工艺标准的基本内容,通过合理控制工艺参数和定期进行评估检测,可以保证磷化涂层的质量和性能。
锌系磷化液化验规程1 试剂1.1 0.1N NaOH标准溶液1.2 1%甲基橙指示剂1.3 1%酚酞指示剂1.4 31%盐酸1.5 氨基磺酸2 仪器2.1 250ml锥形瓶3个2.2 50ml碱式滴定管2.3 10ml移液管2.4 2ml移液管2.5 25ml发酵管一支2.6 吸耳球一个3 分析步骤3.1 游离酸度的测定3.1.1 用250ml锥形瓶取50ml磷化液。
3.1.2用10ml移液管移取10ml磷化液加入另一个250ml锥形瓶中,加蒸馏水50ml摇匀。
3.1.3加3滴甲基橙指示剂后摇匀。
3.1.4用0.1N NaOH标准溶液进行滴定至溶液颜色有红色变成橙黄色即为终点。
3.1.5 记下所耗用的0.1N NaOH的毫升数,即为磷化液游离酸度的点数。
3.2 总酸度的测定3.2.1 用10ml移液管移取10ml磷化液于未用的250ml锥形瓶中,加50ml蒸馏水,摇匀。
3.2.2 加3滴酚酞指示剂于250ml锥形瓶中。
3.2.3 用0.1N的NaOH标准溶液进行滴定,边滴定边摇动,至溶液颜色由无色变红色即为终点。
3.2.4 记录所耗用的NaOH标准溶液毫升数,即为磷化液的总酸度点数。
(在磷化液浓度较高时,总酸点滴定终点不容易观察,此时,用2ml 移液管移取2ml磷化液于未用的250ml锥形瓶中,加50ml蒸馏水,摇匀。
然后,用0.1N的NaOH标准溶液进行滴定,边滴定边摇动,至溶液颜色由无色变微红色即为终点。
记录所耗用的NaOH标准溶液毫升数,将所得数值乘以5,得到的数据即为总酸点)3.3 促进点数的测定在发酵管中注满磷化液,从发酵管口放入约1~2克氨基磺酸,将发酵管倒置,让氨基磺酸沉入管子顶部,然后快速将发酵管放正,此时会产生气体积存于管子顶部。
等反应完成,读取管子顶部气体容积数,既是促进点数。
锌系磷化液总酸度标准
1. 引言
锌系磷化液总酸度标准适用于测量及控制锌系磷化液的酸度,以确保其在适宜范围内使用。
本标准适用于所有含有锌的磷化液及相关领域。
2. 术语与定义
2.1 锌系磷化液(简称磷化液):由含有锌盐和磷酸盐的溶液组成的化学液体,用于金属表面防腐以及增强附着力。
2.2 酸度(简称酸度):磷化液中酸性物质浓度的测量。
3. 设备和试剂
3.1 pH计:精度在0.1以内。
3.2 pH标定液:标定pH计使用的标定液,pH值为
4.0和7.0。
3.3 光电比色计:用于测量磷酸盐浓度。
3.4 磷酸盐标准液:磷酸盐浓度为10 g/L的标准液。
3.5 硝酸银溶液:用于滴定酸性物质。
3.6 酸性指示剂:适用于酸碱滴定的指示剂。
4. 样品制备
4.1 取磷化液样品10 mL于一容器中,用pH计测量其pH值,记录结果。
4.2 取另外一份磷化液样品10 mL于一容器中,用光电比色计测量其磷酸盐浓度,记录结果。
5. 测试方法
5.1 pH值测量
5.1.1 将pH计插入磷化液样品中,稳定后记录pH值。
5.1.2 每个样品测量3次,取平均值。
5.2 磷酸盐浓度测量
5.2.1 取磷化液样品1 mL并加入光电比色计比色杯中。
5.2.2 设置光电比色计波长,并将比色杯放入仪器中进行测量。
5.2.3 根据光电比色计读数和标准曲线,计算出磷酸盐的浓度。
5.3 酸度计算
5.3.1 使用以下公式计算磷化液的酸度:
酸度(g/L)= 磷酸盐浓度(g/L) * 3.800 * 0.041801
6. 质量控制
6.1 进行定期的标定和校准,确保仪器准确度。
6.2 在每次测试前,检查试剂的有效期,并使用新鲜的试剂。
6.3 对于重要样品,应进行平行测试以验证结果的准确性。
7. 报告结果
7.1 报告磷化液样品的pH值测量结果。
7.2 报告磷化液样品的磷酸盐浓度测量结果。
7.3 报告磷化液样品的酸度测量结果。
8. 引用
本标准参考了涉及锌系磷化液酸度测试的相关文献。
注:以上标准仅供参考,具体实现应根据实际情况进行调整和改进。