天津石化9万t_a直纺涤纶长丝装置熔体输送系统分析
- 格式:pdf
- 大小:129.19 KB
- 文档页数:6



熔体直纺涤纶长丝概述1.基本概念1.1.涤纶学名:聚对苯二甲酸乙二酯纤维,英文名称Polyester,分子式-(-0CH2CH20-CO-C6H6-CO-)n-,化学结构式(n为单元数)。
1.2.纤度:纤维粗细的程度。
1.2.1.旦:9000m长纤维所具有的质量1.2.2.分特:10000m长纤维所具有的质量。
1.2.3.旦与分特的换算:1旦=1.11分特 或 1分特=0.9旦1.2.4.旦:D分特:dtex1.3.POY、FDY、TCS和DTY1.3.1.POY:预取向丝;1.3.2.FDY:全牵伸丝;1.3.3.TCS:热管式全牵伸丝;1.3.4.DTY:低弹丝。
1.4.物理指标和外观指标1.4.1.物理指标:如强伸及CV%、纤度、条干、含油、沸点、网络点等。
1.4.2.外观指标:如毛丝、绊丝等。
2.工艺流程2.1.聚酯熔体从聚合经熔体输送泵输送到熔体过滤器,经过滤后到达纺丝间。
熔体由增压泵将其压力提升到工艺要求压力,再经冷却器冷却到工艺要求温度,由五通阀(或三通阀)分配到各条生产线。
熔体由生产线的熔体分配管均匀地分配到每个生产位的纺丝箱体中。
另外,熔体管道中安装有静态混合器,起到熔体均匀混合的作用。
熔体由纺丝箱体中的熔体计量泵准确计量送到纺丝组件,挤出喷丝板,形成熔体细流。
熔体细流经侧吹风冷却固化而成为丝束。
除侧吹风冷却工艺外,也有采用内环吹冷却、外环吹冷却和风筒吹风冷却等不同的工艺。
丝束经油嘴上油后进入卷绕(FDY一般采用油轮上油)。
丝束经预网络器、GR1和SR1、GR2和SR2、主网络器,由卷绕机卷绕成FDY丝饼(Barmag机型则是丝束经GR1、网络器和GR2后由卷绕机卷绕成POY丝饼)。
POY直接经外观检验判等后包装入库,或送后纺加弹机加工;FDY在经染色判等后,再由外观综合判等,最后包装入库。
2.2.热媒2.2.1.液相热媒(HMC)熔体输送管路和部分熔体分配管路采用液相热媒保温。

差别化涤纶长丝的发展引言自1953年聚酯纤维诞生以来,作为主要的纺织原料在很大程度上缓解了天然纤维的短缺,并且以其良好的物理化学性能及织物挺括而著称,得到了迅速发展。
多年来,涤纶产品的规模和产量一直居于我国化纤行业的榜首。
但由于聚酯大分子链独有的化学结构,使得涤纶纤维及织物存在吸湿低、抗静电性能差、易起毛起球、织物手感僵硬毛感差、蜡质感强等缺点,使得常规涤纶织物穿著舒适性、美观性等方面都比天然纤维差,所以,人们在它问世的时候就在对它进行不断地改进,以取得类似于天然纤维的性能。
常规纤维在开发经历了仿真天然纤维、高仿真、超仿真的发展过程后,不单从外观上模仿,而更是从微观结构方面仿制;开发出的一系列新产品,统称为差别化纤维,又称“新合纤”。
这些“新合纤”均以涤纶为主体,通过化学改性或物理变形制取的,它具有特殊的性能、特别的触感和感受;产品风格和性能是天然纤维或合成纤维所无法获得的;从聚合到织造染整等工序都使用新技术。
随着人们对服装、装饰材料等的品种、品质和品位要求的不断提高,差别化涤纶的消费量也明显增加。
据估计,目前国内市场对差别化涤纶的需求比例占全部涤纶产量的30%以上,预计2013年这一数据将超过40%,市场需求较好的品种主要包括有色纤维、有光纤维、异形纤维、细旦/超细旦纤维、高强力丝、三维卷曲纤维等。
1.涤纶差别化纤维的发展涤纶纤维产品的市场竞争已日趋激烈。
从世界涤纶生产的发展趋势来看,美国、西欧和日本的产量呈现下降的趋势,最主要是因为他们放弃了产量高、附加价值低、生产过程中环境污染严重的大宗货产品的生产,继而转向高层次、高技术及高附加价值产品的开发与生产。
而把技术含量低的常规品种生产技术转嫁给了中国大陆、台湾、韩国及东南亚各国,呈现出聚酯生产能力东移的现象。
目前,亚洲已成为世界聚酯生产的中心。
我国涤纶行业的差别化率在过去几年有了很大提高,不仅在数量上已达36%,在发展水平上也有重大提升。
国外现有的大部分差别化纤维品种我国已经生产,目前有27大类新产品已转入批量生产,超细旦、高收缩、阳离子染料可染聚酯、多功能混纤复合长丝等发展迅速。
天津石化9万t/a 直纺涤纶长丝装置熔体输送系统分析秦有铁,吕建新(天津石化公司,天津 300271)摘要:通过对天津石化9万t/a 直纺涤纶长丝熔体输送系统的停留时间、压力控制和温度控制的分析和对比,对系统的特点进行了剖析并对存在的一些问题提出了解决办法和设想。
关键词:涤纶长丝;直纺;熔体输送;停留时间中图分类号:T Q342.21;T Q34016 文献标识码:B 文章编号:100828261(2001)0520022206 天津石油化工公司(TPCC )9万t/a 熔体直纺长丝装置是天津石化20万t 聚酯工程涤纶新区3套主要生产装置之一。
装置关键技术由德国吉玛公司引进,其中的卷绕设备为德国巴玛格最新产品,共有生产线11条。
装置年产POY 1万t 、FDY 8万t 。
为了满足市场需求,装置在设计时考虑了品种的多样性及更换品种时的灵活性。
熔体直接纺丝工艺中熔体的输送分配方案是保证产品质量的关键问题。
天津石化9万t/a 直纺的熔体输送分配方案较好地解决了聚酯工段生产负荷,而且保证了增压泵工作的安全性,使熔体输送分配系统既能保证产品质量又具有较强的生产灵活性,与国内其他相当规模的同类装置相比具有鲜明的特点。
实际生产证明该装置的产品质量完全达到甚至超过设计要求。
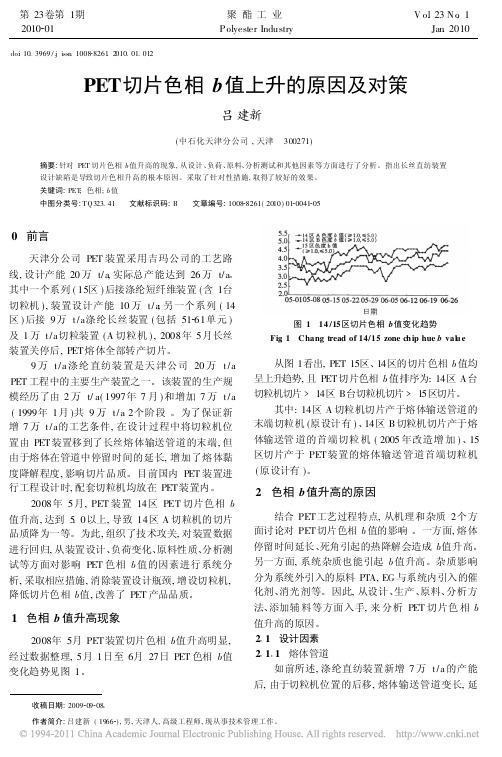
1 熔体输送及分配系统简介如图1所示,来自聚酯工段的聚酯熔体经过滤后进入长丝装置,先经一进六出的熔体分配阀A 201进行第一次分配,分别送往5个纺丝区及下一个一进二出的第二个熔体分配阀A 202使熔体由两个并联的增压泵增压,再经分配阀A 203合并在一起,经熔体换热器E 201降温后,熔体由一进七出的熔体分图1 熔体输送及分配系统简图Fig.1 Sketch map of melt conveying system收稿日期:2001204216;修回日期:2001206211。
作者简介:秦有铁(19692),男,河北昌黎人,工程师,工学学士,从事聚酯生产和设计管理工作。
第14卷第5期 2001210 聚 酯 工 业P o l y e s t e r In d u s t r y Vol 14,No.5 2001210配阀A 204分配至其他的6个纺丝区及分配阀A 205。
一进二出的熔体分配阀A 205为电动阀,将熔体送往切粒系统和排废管道。
每个纺丝区各配备一台增压泵和熔体换热器。
切粒系统前设增压泵。
熔体经熔体换热器降温后再经特殊设计的分配系统被喂入到各纺丝位。
在熔体分配管的每一个支管前均配有静态混合器,保证熔体充分混合,使熔体温度和粘度分布均匀。
2 熔体停留时间211 粘度降和停留时间的关系PET 熔体输送和分配过程允许的停留时间主要是受纺丝工艺允许熔体降解程度的限制。
PET 热降解程度可以用特性粘度降(ΔIV )表示。
ΔIV 是指来自聚酯终聚釜的熔体的IV 0与初生纤维IV 之差,它反映了熔体的IV 0在输送过程的大分子降解程度。
对于长丝生产而言,特性粘度降应控制在0102之内,高速纺由于对聚酯原料质量要求更高,所以特性粘度降应更低一些。
熔体的IV 可通过下式计算[1]: IV =C(K ×t/S +αC/IV 0)α(1)通过对式(1)进行整理:t =S K(αC/IV -αC/IV 0(2)式中:K/min -1是热降解速度常数;S 为PET 链节相对分子质量(S =192);IV 为经t 分钟后熔体特性粘度;t /min ,停留时间;C ,α为常数;IV 0为初始熔体特性粘度。
参考有关文献可知,当C =2.1×10-4、α=0.82、IV 0=0.64时熔体停留时间与特性粘度的关系如图2[1]所示。
图2 熔体停留时间与特性粘度的关系 Fig.2 Relation between melt residence time and intrinsic viscosity 由式(1)、(2)及图2可知,当条件一定时熔体的IV 降随熔体停留时间的延长而加大,即在生产过程中必须控制熔体的停留时间。
212 熔体在输送管线中停留时间的影响因素21211 管径对熔体停留时间的影响熔体在管中的停留时间与管长、管径、流量等参数有关,其计算公式如下[2]: t =L ×πD×rQ ×106(3)式中:t /min 为停留时间;D /mm ,为熔体管线内径;L /m ,为熔体管线的总长度;r /g ・cm -3,为熔体密度;Q /t ・min -1为熔体质量流量。
在考虑实际熔体输送管线的布置时,熔体管线的长度(L )由设备布置情况决定,熔体流量(Q )由纺丝设备的生产能力决定。
由式(3)可知对流量相同的熔体,停留时间的改变只能通过改变输送管的管径来实现。
当熔体的流量降低时,由(3)可知,熔体的停留时间在管径不变的前提下延长,与流量成反比关系。
21212 管道压力降对熔体停留时间的影响由于熔体输送配管中的PET 熔体流速较低、粘度较高,流动的类型可视为层流。
熔体配管的压力降可用Hagen P oiseuille [2]公式进行计算:v =Q0.785×D 2(4)Δp =32×104×μ×v ×L g ×D2(5)式中:Δp /MPa ,输送配管的压力降;v /m ・s -1,熔体流速;Q /m 3・s -1熔体流量;D /m 配管内径;μ/Pa ・s 为熔体动力粘度;L /m ,配管长度;g ,重力加速度(9.8m/s 2)。
由式(5)可知当管径一定时,熔体管道的压力降Δp 与熔体的流动速度成正比,即当熔体停留时间缩短时压力降增加,对熔体输送机械和管道的要求随之提高。
213 不同输送工艺路线改变停留时间可采取的措施TPCC 9万t/a 的最后确定经历了几个阶段,先期的方案(1)在聚酯装置开车初期负荷较低时,56261区熔体的停留时间不能满足基本要求。
经中外专家的共同努力,最终确定的方案(2)满足了工艺的要求。
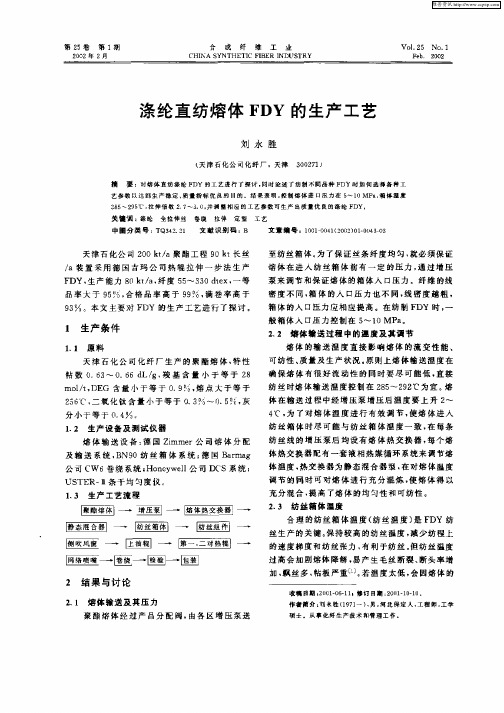
21311 方案的对比TPCC 9万t/a 熔体输送方案的对比见图3。
・32・第5期 秦有铁等:天津石化9万t/a 直纺涤纶长丝装置熔体输送系统分析图3 TPCC 9万t/a 熔体输送方案对比图Fig.3 C om paris on map of melt conveying plans of TPCC 90kt/a 图3为两个方案的对比简图。
两个方案最大的区别在于方案(2)在每条生产线上都配备了增压泵,在每条线上增压泵的设立使方案(2)对停留时间的控制提供了更大的选择余地和空间:①对56261区,由于增压泵的接力,允许管径变小提高流速降低停留时间;允许系统在不改变对输送机械和管道的要求的前提下,将停留时间控制在最佳值。
方案(1)则比较困难。
②当聚酯负荷波动时,方案(2)可保证B2至C2管段的停留时间不变,而方案(1)则很难做到。
方案(1)与方案(2)(现方案)控制停留时间可采取的措施及影响的对比见表1。
通过对比可知,方案(2)与(1)相比具有如下的鲜明特点和优势:表1 方案对比Tab.1 Comparison of plans Δp (压力降)停留时间改变管径难度生产灵活性方案1大长大小方案2小短小大 ①方案(2)具有较大的生产灵活性。
由于每条线都配备了增压泵使每条线都拥有相对独立的停留时间。
②保证了整个系统最大的压力降较小,在增压泵工作范围内允许降低熔体配管的管径,提高了熔体的流速,降低了熔体的停留时间,保证了熔体的可纺性。
③可通过减小部分管道管径,提高了熔体流速。
在高负荷时,由于熔体的流速较高缩短了熔体在输送管道中的停留时间,降低了熔体的粘度降,提高了熔体可纺性。
④在较低负荷时,亦可稳定控制熔体停留时间在30min 左右,保证了非正常运转(负荷降低)时的产品质量,提高了装置开车时效益。
21312 不同负荷时方案(2)停留时间的计算值不同负荷时方案(2)各区停留时间的计算值见表2、3。
表2 不同负荷时51~55区熔体停留时间计算值方案(2)Tab.2 Calculation value s of melt re sidence time in 51~55divison with different load 纺 丝 区5152535455聚酯装置110%负荷聚酯装置50%负荷吐出量/kg ・h -1646.7526.9397.61108946.2到纺丝泵停留时间/min 15.416.817.718.716.4到A 201停留时间/min6.7 6.7 6.7 6.7 6.7A 201到纺丝泵时间/min8.710.111129.7吐出量/kg ・h -1646.7526.9397.61108946.2到纺丝泵停留时间/min 22.123.624.424.121.7到A 201停留时间/min13.513.513.513.513.5A 201到纺丝泵时间/min8.610.110.910.68.2表3 60%负荷时56~61区熔体停留时间计算值方案(2)Tab.3 Calculation value s of melt re sidence time in 56~61divison with 60%load 纺 丝 区565758596061吐出量/kg ・h -1970970970160016001196聚酯装置到纺丝泵停留时间/min 32323232.632.630.460%负荷到A 201停留时间/min18.518.518.518.518.518.5A 201到纺丝泵时间/min13.513.513.514.114.111.9 由表2和表3中的计算数据可以看出方案(2)(现方案)当聚酯工段的负荷在110%和50%波动・42・聚 酯 工 业 第14卷 时,以51~55区为例各区从熔体分配阀到纺丝泵的停留时间基本保持一致(最大误差为112min);当56~61区在60%负荷运转时,熔体的停留时间最大值可控制在30min左右。
故方案(2)从根本上解决了熔体停留时间问题,为装置能生产高品质产品和在聚酯装置生产能力波动时产品质量的稳定提供了保障。
3 系统压力的控制熔体压力的波动将引起熔体切变速率和粘度的变化,而这些变化将造成出丝不良或泵供量不足或停留时间差异,从而影响熔体的均匀性,降低熔体的可纺性[3]。
对于高速纺丝工艺而言,由于纺丝速度的提高,压力波动的影响也更加显著,因此严格控制熔体到计量泵入口的压力和系统中的压力降异常重要。
熔体输送系统压力组成为熔体流经输送管道克服流体内部剪切应力产生的压力降和保持计量泵工作效率稳定所必须的计量泵入口压力。
由式(5)整理得:v=R2×Δp×π8×μ×l(6)式(6)表明,在层流运动时,用以克服摩擦阻力的压力差与流速的一次方成正比。