表1 铸造铝合金化学成分
- 格式:doc
- 大小:87.50 KB
- 文档页数:1


铸造铝合金化学成份分析及热处理原理论述(1)铝硅系合金,也叫“硅铝明”或“矽铝明”。
有良好铸造性能和耐磨性能,热胀系数小,在铸造铝合金中品种最多,用量最大的合金,含硅量在10%~25%。
有时添加0.2%~0.6%镁的硅铝合金,广泛用于结构件,如壳体、缸体、箱体和框架等。
有时添加适量的铜和镁,能提高合金的力学性能和耐热性。
此类合金广泛用于制造活塞等部件。
(2)铝铜合金,含铜4.5%~5.3%合金强化效果最佳,适当加入锰和钛能显著提高室温、高温强度和铸造性能。
主要用于制作承受大的动、静载荷和形状不复杂的砂型铸件。
(3)铝镁合金,密度最小(2.55g/cm3),强度最高(355MPa左右)的铸造铝合金,含镁12%,强化效果最佳。
合金在大气和海水中的抗腐蚀性能好,室温下有良好的综合力学性能和可切削性,可用于作雷达底座、飞机的发动机机匣、螺旋桨、起落架等零件,也可作装饰材料。
(4)铝锌系合金,为改善性能常加入硅、镁元素,常称为“锌硅铝明”。
在铸造条件下,该合金有淬火作用,即“自行淬火”。
不经热处理就可使用,以变质热处理后,铸件有较高的强度。
经稳定化处理后,尺寸稳定,常用于制作模型、型板及设备支架等。
以铝为基的合金总称。
主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
铝合金密度低,但比强度高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、日常生活用品、建筑用门窗等。
铝合金按加工方法可以分为变形铝合金和铸造铝合金。
变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。
不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。

铝合金锭化学成分表
压铸用铝合金之成分
压铸铝合金之机械性能
压铸铝合金之特性及用途
压铸铝合金之机械性能
压铸铝合金之特性及用途
国标ADC12铝锭铜1.5-3.5% 硅9.5-12% 镁0.3%以下锌1.0%以下铁1.0%以下
锰0.5%以下余量铝
国标ADC10铝锭铜2.0-4.0% 硅7.5-9.5% 镁0.3%以下锌1.0%以下铁1.0%以下锰0.5以下余量铝国标ADC6铝锭铜0.1% Max 、硅1.0% Max、镁2.6-4.0 %、锌0.4 %Max 、铁0.8 %Max、锰0.4-0.6 、镍0.1 %Max 余量铝
国标YLD102铝锭铜0.3%Max 、硅10.0-13.0% 、镁0.25%Max、锌0.1 %Max 、铁0.9%Max、锰0.4%Max 、铬0.1 %Max 余量铝
国标A356.1铝锭铜0.25%Max 、硅6.5-7.5% 、镁0.25-0.45%、锌0.35 %Max 、铁0.5%Max、锰0.35%Max 、钛0.25 %Max 余量铝
国标A380铝锭铜3.0-4.0%、硅7.5-9.5% 、镁0.0.30%、锌2.0-3.0%、铁1.0%Max、锰0.50%Max 、锡0.20 %Max 余量铝可按客户提供金属元素,生产不同牌号的铝合金锭
铝合金机械性能
铸造用铝合金之成份及特性
压铸用铝合金之成份及特性
铸造铝合金的代号和化学成分(GB8733-88)
二.日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表。
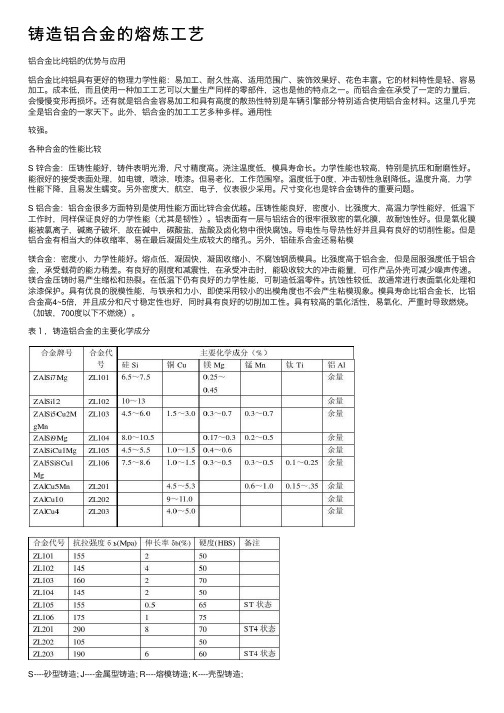
铸造铝合⾦的熔炼⼯艺铝合⾦⽐纯铝的优势与应⽤铝合⾦⽐纯铝具有更好的物理⼒学性能:易加⼯、耐久性⾼、适⽤范围⼴、装饰效果好、花⾊丰富。
它的材料特性是轻、容易加⼯。
成本低,⽽且使⽤⼀种加⼯⼯艺可以⼤量⽣产同样的零部件,这也是他的特点之⼀。
⽽铝合⾦在承受了⼀定的⼒量后,会慢慢变形再损坏。
还有就是铝合⾦容易加⼯和具有⾼度的散热性特别是车辆引擎部分特别适合使⽤铝合⾦材料。
这⾥⼏乎完全是铝合⾦的⼀家天下。
此外,铝合⾦的加⼯⼯艺多种多样。
通⽤性较强。
各种合⾦的性能⽐较S 锌合⾦:压铸性能好,铸件表明光滑,尺⼨精度⾼。
浇注温度低,模具寿命长。
⼒学性能也较⾼,特别是抗压和耐磨性好。
能很好的接受表⾯处理,如电镀,喷涂,喷漆。
但易⽼化,⼯作范围窄。
温度低于0度,冲击韧性急剧降低。
温度升⾼,⼒学性能下降,且易发⽣蠕变。
另外密度⼤,航空,电⼦,仪表很少采⽤。
尺⼨变化也是锌合⾦铸件的重要问题。
S 铝合⾦:铝合⾦很多⽅⾯特别是使⽤性能⽅⾯⽐锌合⾦优越。
压铸性能良好,密度⼩,⽐强度⼤,⾼温⼒学性能好,低温下⼯作时,同样保证良好的⼒学性能(尤其是韧性)。
铝表⾯有⼀层与铝结合的很牢很致密的氧化膜,故耐蚀性好。
但是氧化膜能被氯离⼦,碱离⼦破坏,故在碱中,碳酸盐,盐酸及卤化物中很快腐蚀。
导电性与导热性好并且具有良好的切削性能。
但是铝合⾦有相当⼤的体收缩率,易在最后凝固处⽣成较⼤的缩孔。
另外,铝硅系合⾦还易粘模镁合⾦:密度⼩,⼒学性能好。
熔点低,凝固快,凝固收缩⼩,不腐蚀钢质模具。
⽐强度⾼于铝合⾦,但是屈服强度低于铝合⾦,承受载荷的能⼒稍差。
有良好的刚度和减震性,在承受冲击时,能吸收较⼤的冲击能量,可作产品外壳可减少噪声传递。
镁合⾦压铸时易产⽣缩松和热裂。
在低温下仍有良好的⼒学性能,可制造低温零件。
抗蚀性较低,故通常进⾏表⾯氧化处理和涂漆保护。
具有优良的脱模性能,与铁亲和⼒⼩,即使采⽤较⼩的出模⾓度也不会产⽣粘模现象。
模具寿命⽐铝合⾦长,⽐铝合⾦⾼4~5倍,并且成分和尺⼨稳定性也好,同时具有良好的切削加⼯性。

铝合金GB/T 15115-94铸造铝合金化学成分表点击次数:1393发布时间:2009-3-18 12:45:48铸造生铁的化学成分表点击次数:106发布时间:2009-2-19 9:58:47几种碳钢的化学成分及力学性能点击次数:46发布时间:2009-8-5 10:19:300.008 %。
供方能保证合格时,可不做分析。
经供需双方协议,08〜25钢可供应硅含量不大于0.17 %的半镇静钢,其牌号为08b 25b。
钢材(或坯)的化学成分允许偏差应符合GBZ T 222 ―― 1984标准中表2的规定。
切削加工用钢材或冷拔坯料用钢材交货状态硬度应符合表3规定。
不退火钢的硬度,供方若能保证合格时,可不作检验。
高温回火或正火后的硬度指标,由供需双方协商确A3示钢的化学成分。
A3钢化学成分及力学性能,与Q235钢基本相同。
45钢:中碳钢平均碳含量为0.45%的钢。
45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等。
Q235=A3的化学成分2007-09-17 09:30 A.M.Q235分A B C D 四级(GB700-88)Q235A级含C0.14~0.22% Mn0.30~0.65Si < 0.30S< 0.050P W 0.045Q235B级含C0.12~0.20% Mn0.30~0.670Si < 0.30S< 0.045P< 0.045Q235C级含C< 0.18% Mn0.35~0.80Si < 0.30S< 0.040P< 0.040Q235□级含C< 0.17% Mn0.35~0.80Si < 0.35S< 0.040P< 0.035青华Q235碳素结构钢化学成分(国家标准)级别 C Mn Si S PA 0.14-0.22 0.30-0.65 0.30 0.050 0.45B 0.12-0.20 0.30-0.70 0.30 0.0450.040C < 0.18 0.35-0.80 0.30 0.0400.040D < 0.18 0.35-0.80 0.30 0.03540cr钢材化学成分和力学性能成分:碳0.37 〜0.45 %,硅0.17 〜0.37 %,锰0.5 〜0.8 ,铬0.8 〜1.1 %退火硬度:小于207HBS正火硬度:小于250HBS调质处理:试样直径:25mm 850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。
![铸件检验标准[1]](https://img.taocdn.com/s1/m/9335f22359fb770bf78a6529647d27284b7337d3.png)
铝合金铸造件检验技术条件(试行)1 内容及适用范围本标准根据GB/T 1173-1995及GB/T 9438-1999的相关内容,规定了铝合金铸件的分类和铸件的外观质量、内在质量以及铸件修补等内容的技术要求与检验规则等。
本标准适用于我公司采用金属型铸造所生产的制动器上、下泵体等铸件(不含压力铸造)。
根据工作条件、用途以及在使用过程中如果损坏,所能造成的危害程度,将铸件分类如下:2 技术要求2.1 化学成分2.1.1合金的化学成分根据GB/T 1173-1995的规定,应符合表2-1及表2-2的规定。
2.1.2当使用杂质总和来表示杂质含量时,如无特殊规定,其中每一种未列出的元素含量不大于0.02%。
2.2 状态2.2.1铸件按表2-3的规定,呈铸态或热处理状态供应。
注:在保证合金机械性能前提下,可以不加铍(Be)。
2.3 机械性能2.3.1 每批铸件应按其类别检验机械性能。
2.3.2 合金及其铸件的机械性能应符合表2-3的规定。
2.4外观质量2.4.1铸件在进行表面粗糙度、表面缺陷、尺寸等外观质量检验之前,飞边、溢流口、隔皮等应清理干净、平整,但不可在非加工表面上留有明显的凿痕,且宽度不得超过2mm。
2.4.2铸件的表面粗糙度Ra为6.3μm以上。
2.4.3非加工表面的浇冒口,应清理到与铸件表面齐平;待加工表面的浇冒口残留量应不大于3mm。
2.4.4清除飞翅、夹砂等多肉类缺陷,铸件的内外表面由于型芯及顶杆的磨损所产生的飞边、毛刺应清除干净。
2.4.5根据顾客图样或技术文件的要求,铸件表面可进行喷砂处理。
2.4.6铸件上作为基准用的部位应平整,不允许存在任何凸起痕迹,装饰面上不允许有推杆痕迹(图样上注明)。
2.4.7非加工表面上,由于模具组合镶并或受分型面影响而形成的铸件表面高低不平差值不得超过0.3mm。
2.4. 8非加工表面上,不允许有超过表2-4(Ⅰ)级规定的花纹、麻面和有色斑点。
2.4.9铸件尺寸应符合图样的要求。
汽车车轮用铸造铝合金1 范围本文件规定了汽车车轮用铸造铝合金的牌号与代号、技术要求、试验方法、检测规则、标志、包装、运输和贮存。
本文件适用于金属型铸造的汽车车轮用铸造铝合金的生产与检验。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 231.1 金属材料布氏硬度试验第1部分: 试验方法GB/T 1173 铸造铝合金GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 8063 铸造有色金属及其合金牌号表示方法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 20975.3 铝及铝合金化学分析方法第3部分:铜含量的测定GB/T 20975.4 铝及铝合金化学分析方法第4部分:铁含量的测定邻二氮杂菲分光光度法GB/T 20975.7 铝及铝合金化学分析方法第7部分:锰含量的测定高碘酸钾分光光度法GB/T 20975.8 铝及铝合金化学分析方法第8部分:锌含量的测定GB/T 20975.10 铝及铝合金化学分析方法第10部分:锡含量的测定GB/T 20975.11 铝及铝合金化学分析方法第11部分:铅含量的测定火焰原子吸收光谱法GB/T 20975.14 铝及铝合金化学分析方法第13部分:镍含量的测定GB/T 20975.18 铝及铝合金化学分析方法第18部分:铬含量的测定GB/T 20975.21 铝及铝合金化学分析方法第21部分:钙含量的测定GB/T 20975.31 铝及铝合金化学分析方法第31部分:磷含量的测定钼蓝分光光度法GB/T 30512 汽车禁用物质要求JB/T 7946.3 铸造铝合金金相第3部分:铸造铝合金针孔3 术语和定义本文件没有需要界定的术语和定义。
铝合金化学成分国内外主要铸造铝合金化学成分对照国别合金牌号合金类别化学成分% 标准号Si Mg Cu Fe Zn Mn Pb Sn Al中国 ZL102 重力 10.0-13.0 ?0.10 ?0.30 ?1.0 ?0.1 ?0.50 余量 GB/T1173 -10.5 0.17-0.35 ?0.1 ?0.9 ?0.25 0.2-0.5 ?0.05 ?0.01 余量 ZL104 重力8.0GB/T1173ZL107 重力 6.5-7.5 ?0.1 3.5-4.5 ?0.6 ?0.3 ?0.5 余量 GB/T1173 ZL101A 重力 6.5-7.5 0.25-0.45 ?0.1 ?0.2 ?0.1 ?0.10 ?0.05 ?0.01 余量 GB/T1173 YL102 压铸 10.0-13.0 ?0.05 ?0.6 ?1.2 ?0.3 ?0.6 余量 GB/T15115 YL104 压铸 8.0-10.5 0.17-0.30 ?0.3 ?1.0 ?0.3 0.2-0.5 ?0.05 ?0.01 余量GB/T15115YL112 压铸 7.5-9.5 ?0.3 3.0-4.0 ?1.2 ?1.2 ?0.5 ?0.1 ?0.1 余量GB/T15115 YL113 压铸 9.6-12.0 ?0.3 1.5-3.5 ?1.2 ?1.0 ?0.5 ?0.1 ?0.1 余量GB/T15115 美国 319 重力 5.5-6.5 ?0.10 3.0-4.0 ?1.0 ?1.0 ?0.50 余量ASTMB108 A356 重力 6.5-7.5 0.2-0.45 ?0.10 ?0.20 ?0.10 ?0.10 ?0.05 ?0.01 余量 ASTMB108C355 重力 4.5-5.5 0.4-0.6 1.0-1.5 ?0.6 ?0.35 ?0.50 余量 ASTMB108A360 压铸 9.0-10.0 0.4-06 ?0.6 ?1.3 ?0.50 ?0.35 余量 ASTMB108 A380 压铸7.5-9.5 ?0.1 3.0-4.0 ?1.3 ?3.0 ?0.50 ?0.35 余量 ASTMB85 384 压铸 7.5-9.53.0-4.5 ?1.3 ?3.0 ?0.50 ?0.35 余量 ASTMB85 390 压铸 16.0-18.0 0.45-0.654.0-5.0 ?1.3 ?0.1 ?0.10 余量 ASTMB85 413 压铸 11.0-13.0 ?0.1 ?1.0 ?2.0 ?0.50 ?0.15 余量 ASTMB85 日本 AC2B 重力 5.0-7.0 ?0.50 2.0-4.0 ?1.0 ?1.0 ?0.35 ?0.20 余量 JISH5202 AC4B 重力 7.0-10.0 ?0.50 2.0-4.0 ?1.0 ?1.0 ?0.50 ?0.20 余量 JISH5202 AC4H 重力 6.5-7.5 0.2-0.4 ?0.20 ?0.20 ?0.10 ?0.10 ?0.10 余量 JISH5202 ADC1 压铸 11.0-13.0 ?0.3 ?1.0 ?1.3 ?0.5 ?0.30 ?0.1 余量 JISH5302 ADC3 压铸 9.0-10.00.4-0.6 ?0.6 ?1.3 ?0.5 ?0.30 ?0.1 余量 JISH5302 ADC5 压铸 ?0.3 4.0-8.5 ?0.2 ?1.8 ?0.1 ?0.30 ?0.1 余量 JISH5302 ADC6 压铸 ?1.0 2.5-4.0 ?0.1 ?0.8 ?0.3 0.4-0.6 ?0.1 余量 JISH5302 ADC10 压铸 7.5-9.5 ?0.30 2.0-4.0 ?1.3 ?1.0 ?0.30 ?0.3 余量 JISH5302 ADC12 压铸 9.6-12.0 ?0.301.5-3.5 ?1.3 ?3.0 ?0.50 ?0.3 余量 JISH5302 ADC12Z 压铸 9.6-12.0 ?0.30 1.5-3.5 ?1.3 ?3.0 ?0.50 ?0.3 余量 JISH5302 欧洲 AlSi10Mg 压铸 9.0-11.0 ?0.55 ?0.35 ?0.55 ?0.35 ?0.50 余量 EN1706-98 -0.1 -0.1AlSi 压铸 10.5-13.5 ?0.15 ?0.10 ?0.65 ?0.15 ?0.50 余量 EN1706-98AlSi9Cu 压铸 8.0-11.0 0.05-0.55 2.0-4.0 ?1.3 ?1.2 ?0.55 ?0.35 ?0.25 余量EN1706-98AlSi(Cu) 压铸 10.5-13.5 0.7-1.2 ?1.0 ?0.8 ?0.30 ?0.55 ?0.25 ?0.15 余量 EN1706-98AlMg 压铸 ?0.50 2.5-3.5 ?0.10 ?0.55 ?0.35 ?0.45 余量 EN1706-98AlSi9Cu 压铸 8.0-11.0 0.05-0.55 2.0-4.0 ?1.3 ?3.0 ?0.55 ?0.35 ?0.25 余量EN1706-98(Zn)。
11.1材料功能铸造铝合金具有低密度、比强度较高、抗蚀性好和受零件结构设计限制小等优点,用以生产pack 或模组所需要的结构件,例如压铸下箱体、压铸支架、模组端板。
1.2范围本标准规定了铸造铝合金的通用性技术要求、测试要求、使用要求及包装运输要求。
适用于丛林精密铸造铝合金零件的验证及验收。
1.3材料编号命名规则CMM.A380.X.Y┃ ┃┃┃┃┃┃┗ Y 代表表面处理方式,1-钝化,2-阳极氧化,如果无表面处理,不用注释┃┃┗ ━X 代表热处理方式具体代号见表1.1┃┗━━━A380 代表材料牌号┗━━━━━C 代表丛林精密,M 代表Material ,M 代表金属Metal举例:CMM. A380.F:代表丛林精密铸造铝合金,材料牌号是A380 ,材料状态是铸态。
铸造铝合金的热处理状态代号、类别及特性如下表 1.1 所示:1.4材料编号使用规则零件图纸中必须注明使用的材料编号,以锁定材料性能规格,如CMM.A380.F。
22.1优先顺序2.1.1 本文件中的内容若和图纸中的技术要求冲突,以图纸为准2.1.2 本文件中的内容若和引用文件中的内容冲突,除强制性文件或规定外,以本文件为准。
、2.1.3 除非丛林精密特别声明,本文件中的任何规定都不能取代适用的法律条款。
下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
2.2引用标准下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本 (包括所有的修改单) 适用于本文件。
2.2.1 国际标准EN- 1706 铝和铝合金铸件化学成分和机械性能ASTM B 85-03 铝合金压铸件2.2.2 国家标准GB/T 15115-2009 压铸铝合金GB/T 15114-2009 铝合金压铸件GB/T 30512-2014 汽车禁用物质要求GB/T 191-2008 包装储运图示标识GB/T 9438-2013 铝合金铸件GB/T 1173-2013 铸造铝合金GB/T 228.1-2010 金属材料拉伸试验第1 部分:室温试验方法JB/T7946.3 铸造铝合金针孔HB6578- 1992 铸件内部针孔检验标准33.1材料成分铸造铝合金中含有Al、Si、Cu、Mn、Mg、Fe、Ni、Ti、Zn、Pb、Sn 等元素,每种铝合金的化学成分的质量分数都不同。
铝合金锭化学成分表
压铸用铝合金之成分
压铸铝合金之机械性能
压铸铝合金之特性及用途
压铸铝合金之机械性能
压铸铝合金之特性及用途
国标ADC12铝锭铜硅% 镁%以下锌%以下铁%以下锰%以下余量铝
国标ADC10铝锭铜硅镁%以下锌%以下铁%以下锰以下余量铝国标ADC6铝锭铜% Max 、硅% Max、镁%、锌%Max 、铁%Max、锰、镍%Max 余量铝
国标YLD102铝锭铜%Max 、硅、镁%Max、锌%Max 、铁%Max、锰%Max 、铬%Max 余量铝
国标铝锭铜%Max 、硅、镁、锌%Max 、铁%Max、锰%Max 、钛%Max 余量铝国标A380铝锭铜、硅、镁0.0.30%、锌、铁%Max、锰%Max 、锡%Max 余量铝可按客户提供金属元素,生产不同牌号的铝合金锭
铝合金机械性能
铸造用铝合金之成份及特性
压铸用铝合金之成份及特性
铸造铝合金的代号和化学成分GB8733-88
二.日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表。