35CrMo材料焊接性能
- 格式:doc
- 大小:31.00 KB
- 文档页数:1
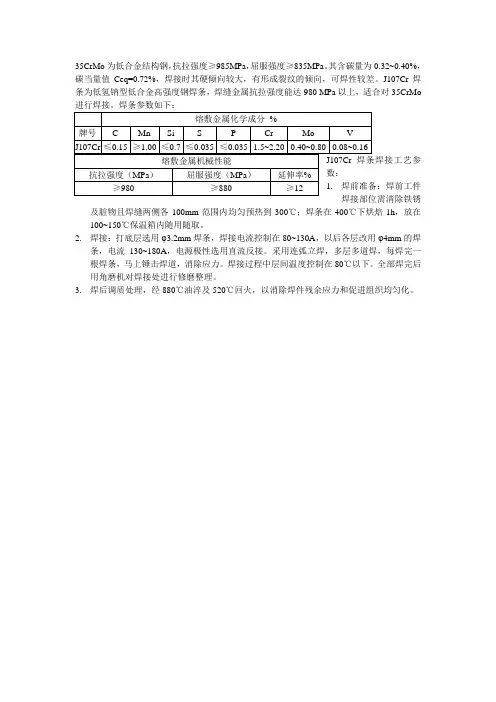
35CrMo为低合金结构钢,抗拉强度≥985MPa,屈服强度≥835MPa。
其含碳量为0.32~0.40%,碳当量值Ceq=0.72%,焊接时其硬倾向较大,有形成裂纹的倾向,可焊性较差。
J107Cr焊条为低氢钠型低合金高强度钢焊条,焊缝金属抗拉强度能达980 MPa以上,适合对35CrMo 进行焊接。
焊条参数如下:
及脏物且焊缝两侧各100mm范围内均匀预热到300℃;焊条在400℃下烘焙1h,放在100~150℃保温箱内随用随取。
2.焊接:打底层选用φ
3.2mm焊条,焊接电流控制在80~130A,以后各层改用φ4mm的焊
条,电流130~180A,电源极性选用直流反接。
采用连弧立焊,多层多道焊,每焊完一根焊条,马上锤击焊道,消除应力。
焊接过程中层间温度控制在80℃以下。
全部焊完后用角磨机对焊接处进行修磨整理。
3.焊后调质处理,经880℃油淬及520℃回火,以消除焊件残余应力和促进组织均匀化。
4.。
35CrMoH:C%=0.32~0.40% Si%=0.17~0.37% Mn%=0.40~0.70 Cr%=0.80~1.1%Mo%=0.15~0.25%保证淬透性结构钢 H - Hardenability第一个字母●特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达 500℃;冷变形时塑性中等,焊接性差。
用途用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件化学成份碳 C :0.32~0.40硅 Si:0.17~0.37锰 Mn:0.40~0.70硫 S :允许残余含量≤0.035磷 P :允许残余含量≤0.035铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030钼 Mo:0.15~0.25●力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功 Akv (J):≥63冲击韧性值αkv (J/cm2):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm●热处理规范及金相组织℃水冷、油冷。
热处理规范:淬火850,℃油冷;回火550,热处理与力学性能:钢号: 35CrMo试样毛坯尺寸/mm:25热处理|淬火|加热温度/|℃第一次淬火:850℃第二次淬火: —热处理|淬火|加热温度/|热处理|淬火|冷却剂:油热处理|回火|加热温度/℃: 550热处理|回火|冷却剂:水、油力学性能|抗拉强度σb/MPa|≥:980力学性能|屈服点σs/MPa|≥:835力学性能|伸长率δ5(%)|≥:12[1]力学性能|面缩率ψ(%)|≥: 45力学性能|冲击吸收功AKV/J|≥:63交货状态硬度HBS|≥: 22942CrMo:42CrMo的化学成份如下:碳0.38-0.43硅0.15-0.35锰0.75-1.00磷<0.035硫<0.04铬0.80-1.10钼0.15-0.25热处理及机械性能如下:退火 No.1 "760±10℃退火,炉冷至400℃空冷。
螺栓35和35crmo螺栓是一种常见的紧固件,用于连接两个或多个零件。
而35和35CrMo则是两种常用的螺栓材料。
本文将分别介绍这两种螺栓材料的特点和应用领域。
35螺栓是一种碳素结构钢螺栓,其主要成分为碳和铁。
碳是钢材的重要元素之一,能够提高钢材的硬度和强度。
35螺栓具有较好的可焊性和可加工性,适用于一些一般的连接和固定作业。
由于35螺栓的硬度和强度相对较低,常用于一些不需要承受较大载荷的场合,如家具制造、机械设备等。
而35CrMo螺栓则是一种合金结构钢螺栓,其主要成分为碳、铬和钼。
合金元素的添加可以提高钢材的硬度、强度和耐磨性。
35CrMo螺栓具有较高的强度和硬度,适用于承受较大载荷和高温环境的场合。
由于35CrMo螺栓具有较好的耐腐蚀性和耐磨性,常用于一些要求高强度和耐久性的领域,如汽车制造、船舶建造、石油化工等。
在实际应用中,选择合适的螺栓材料非常重要。
对于一些一般的连接和固定作业,可以选择35螺栓。
而对于一些承受较大载荷和高温环境的场合,35CrMo螺栓则是更好的选择。
此外,还要考虑螺栓的规格、螺纹类型、紧固力等因素,以确保连接的安全可靠。
除了材料的选择外,正确的安装和维护也是保证螺栓连接性能的重要因素。
在安装过程中,应严格按照规定的拧紧扭矩进行拧紧,避免过紧或过松。
同时,定期检查和维护螺栓连接,确保其在使用过程中没有松动或破裂现象。
螺栓35和35CrMo是常用的螺栓材料,分别适用于不同的应用场合。
正确选择和使用螺栓材料,以及进行正确的安装和维护,对于保证连接的安全可靠非常重要。
在实际应用中,应根据具体情况选择合适的螺栓材料,并遵循相关的安装和维护规定,以确保连接的稳固性和可靠性。
35CrMoH:C%=0.32~0.40% Si%=0.17~0.37% Mn%=0.40~0.70 Cr%=0.80~1.1%Mo%=0.15~0.25%保证淬透性结构钢 H - Hardenability第一个字母●特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达 500℃;冷变形时塑性中等,焊接性差。
用途用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件化学成份碳 C :0.32~0.40硅 Si:0.17~0.37锰 Mn:0.40~0.70硫 S :允许残余含量≤0.035磷 P :允许残余含量≤0.035铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030钼 Mo:0.15~0.25●力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功 Akv (J):≥63冲击韧性值αkv (J/cm2):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm●热处理规范及金相组织℃水冷、油冷。
热处理规范:淬火850,℃油冷;回火550,热处理与力学性能:钢号: 35CrMo试样毛坯尺寸/mm:25热处理|淬火|加热温度/|℃第一次淬火:850℃第二次淬火: —热处理|淬火|加热温度/|热处理|淬火|冷却剂:油热处理|回火|加热温度/℃: 550热处理|回火|冷却剂:水、油力学性能|抗拉强度σb/MPa|≥:980力学性能|屈服点σs/MPa|≥:835力学性能|伸长率δ5(%)|≥:12[1]力学性能|面缩率ψ(%)|≥: 45力学性能|冲击吸收功AKV/J|≥:63交货状态硬度HBS|≥: 22942CrMo:42CrMo的化学成份如下:碳0.38-0.43硅0.15-0.35锰0.75-1.00磷<0.035硫<0.04铬0.80-1.10钼0.15-0.25热处理及机械性能如下:退火 No.1 "760±10℃退火,炉冷至400℃空冷。
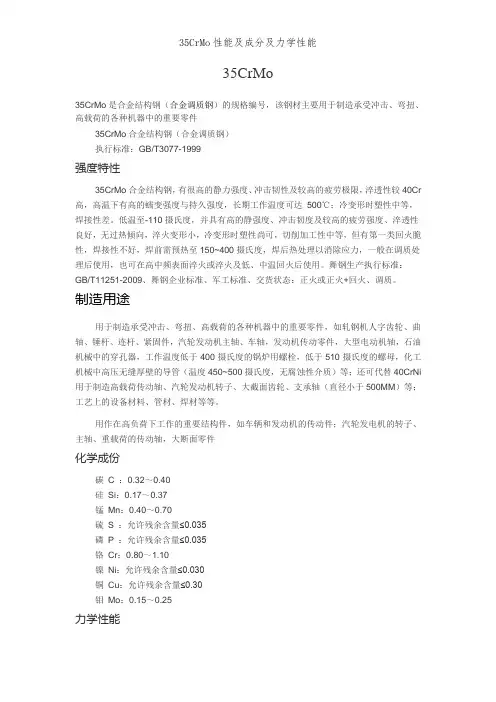
35CrMo35CrMo是合金结构钢(合金调质钢)的规格编号,该钢材主要用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件35CrMo合金结构钢(合金调质钢)执行标准:GB/T3077-1999强度特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达 500℃;冷变形时塑性中等,焊接性差。
低温至-110摄氏度,并具有高的静强度、冲击韧度及较高的疲劳强度、淬透性良好,无过热倾向,淬火变形小,冷变形时塑性尚可,切削加工性中等,但有第一类回火脆性,焊接性不好,焊前需预热至150~400摄氏度,焊后热处理以消除应力,一般在调质处理后使用,也可在高中频表面淬火或淬火及低、中温回火后使用。
舞钢生产执行标准:GB/T11251-2009、舞钢企业标准、军工标准、交货状态:正火或正火+回火、调质。
制造用途用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件,如轧钢机人字齿轮、曲轴、锤杆、连杆、紧固件,汽轮发动机主轴、车轴,发动机传动零件,大型电动机轴,石油机械中的穿孔器,工作温度低于400摄氏度的锅炉用螺栓,低于510摄氏度的螺母,化工机械中高压无缝厚壁的导管(温度450~500摄氏度,无腐蚀性介质)等;还可代替40CrNi用于制造高载荷传动轴、汽轮发动机转子、大截面齿轮、支承轴(直径小于500MM)等;工艺上的设备材料、管材、焊材等等。
用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件化学成份碳 C :~硅 Si:~锰 Mn:~硫 S :允许残余含量≤磷 P :允许残余含量≤铬 Cr:~镍 Ni:允许残余含量≤铜 Cu:允许残余含量≤钼 Mo:~力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功 Akv (J):≥63冲击韧性值αkv (J/cm²):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm热处理规范及金相组织热处理规范:淬火850℃,油冷;回火550℃,水冷、油冷。
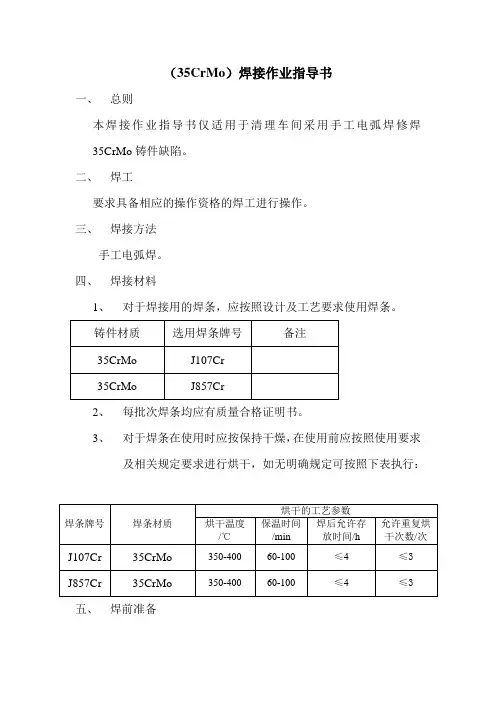
(35CrMo)焊接作业指导书一、总则本焊接作业指导书仅适用于清理车间采用手工电弧焊修焊35CrMo铸件缺陷。
二、焊工要求具备相应的操作资格的焊工进行操作。
三、焊接方法手工电弧焊。
四、焊接材料1、对于焊接用的焊条,应按照设计及工艺要求使用焊条。
2、每批次焊条均应有质量合格证明书。
3、对于焊条在使用时应按保持干燥,在使用前应按照使用要求及相关规定要求进行烘干,如无明确规定可按照下表执行:五、焊前准备(1)焊补前铸钢件的缺陷必须清除干净,直至露出完好金属,缺陷清除后必须铲磨表面,使其露出金属光泽,才可进行补焊。
(2)清除缺陷可用机械加工、铲凿、打磨等方法,禁止使用电弧气刨清除。
(3)在保证补焊质量和操作方便的情况下,焊接坡口应尽量小,以减少补焊工作量。
(4)缺陷清除后必须进行外观检查,凡属裂纹性质的缺陷,清除后应进行PT检查。
六、焊接要求(1)工件的焊接部位要求焊前进行预热300℃;(2)焊接操作时为避免产生晶间腐蚀和热裂纹,一般采用直流反接。
(3)多层焊接时,要逐层清除焊渣,发现缺陷要及时清除重焊。
每焊接一两层要用风铲进行敲打消除应力,控制层间温度在180℃以内。
七、焊接参数的选择1、手工电弧焊参数的选择:八、焊后处理1、对焊缝外观质量进行自检,确保没有气孔、夹渣、裂纹、未熔合、未焊透等表面缺陷。
2、焊工负责填写相应的焊补记录。
3、对焊接区域进行UT、MT(PT)检查,合格后进行退火处理,退火温度为600-650℃空冷。
4、退火后对铸件进行最终NDT检查。
35CrMo属于中碳调质钢中碳调质钢的焊接性--- 碳的质量分数量较高(含碳量0.25-0.5%),并加入适量合金元素(Mn、S i、Cr、Ni、B、Mo、V、Ti等),以保证钢的淬透性,再通过调质处理以获得综合性能较好的高强钢称为中碳调质钢.常用牌号有;30CrMnSiA ,40CrMnSiMoVA ,35CrMoA ,34CrNi13MoA 等 ,屈服点可达到880--1 176Mpa ,. (35CrMnSi--合金结构钢 ;焊接性不良。
35CrMo钢的焊接要求
1、焊接性分析
35CrMo钢的碳当量值Ceq=0.72%。
这种材料的焊接性差,焊接时其硬倾向较大,热影响区热裂和冷裂倾向都会较大,尤其在调质状态下焊接,热影响区的冷裂倾向将会表现得很突出,所以应在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,才能达到实现产品焊接的目的。
2、力学性能参数
抗拉强度σb (MPa):≥985(100)
屈服强度σs (MPa):≥835(85)
伸长率δ5 (%):≥12
3、焊条选用及焊接要求
选用J107Cr低氢钠型药皮的低合金高强度钢焊条。
采用直流反接,。
焊前焊条必须经350℃烘焙1h,随烘随用。
焊前清除杂
质,预热至300℃左右。
焊件焊后应进行调质处理,880℃油淬及520℃回火空冷。
35CrMo35CrMo是合金结构钢(合金调质钢)的规格编号,该钢材主要用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件35CrMo合金结构钢(合金调质钢)执行标准:GB/T3077-1999强度特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr 高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。
低温至-110摄氏度,并具有高的静强度、冲击韧度及较高的疲劳强度、淬透性良好,无过热倾向,淬火变形小,冷变形时塑性尚可,切削加工性中等,但有第一类回火脆性,焊接性不好,焊前需预热至150~400摄氏度,焊后热处理以消除应力,一般在调质处理后使用,也可在高中频表面淬火或淬火及低、中温回火后使用。
舞钢生产执行标准:GB/T11251-2009、舞钢企业标准、军工标准、交货状态:正火或正火+回火、调质。
制造用途用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件,如轧钢机人字齿轮、曲轴、锤杆、连杆、紧固件,汽轮发动机主轴、车轴,发动机传动零件,大型电动机轴,石油机械中的穿孔器,工作温度低于400摄氏度的锅炉用螺栓,低于510摄氏度的螺母,化工机械中高压无缝厚壁的导管(温度450~500摄氏度,无腐蚀性介质)等;还可代替40CrNi 用于制造高载荷传动轴、汽轮发动机转子、大截面齿轮、支承轴(直径小于500MM)等;工艺上的设备材料、管材、焊材等等。
用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件化学成份碳C :0.32~0.40硅Si:0.17~0.37锰Mn:0.40~0.70硫S :允许残余含量≤0.035磷P :允许残余含量≤0.035铬Cr:0.80~1.10镍Ni:允许残余含量≤0.030铜Cu:允许残余含量≤0.30钼Mo:0.15~0.25力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功Akv (J):≥63冲击韧性值αkv (J/cm²):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm热处理规范及金相组织热处理规范:淬火850℃,油冷;回火550℃,水冷、油冷。
35CrMo合金结构钢执行标准:GB/3077-1999对应标准:JIS G4053:2003焊接性根据国际焊接学会(IIW)推荐的碳当量计算公式Ceq=C+1/6Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu)(%) (1)当Ceq<0.40%时,钢材的硬倾向不明显,可焊性优良,焊接时不必进行预热,可直接施焊;(2)当Ceq=0.40~0.60%时,钢材的硬倾向逐渐明显,可焊性尚可,焊接时需可采取焊前适当预热,焊后缓冷等工艺措施,控制其焊接线能量;(3)当Ceq>0.60%时,钢材的硬倾向较强,可焊性较差,属于较难焊接的钢种,时必须采取较高的预热温度和严格的工艺措施,选取合适的焊接材料。
经计算得出,35CrMo钢的碳当量值Ceq=0.72%。
由此可见,这种材料的焊接性不良,焊接时其硬倾向较大,热影响区热裂和冷裂倾向都会较大,尤其在调质状态下焊接,热影响区的冷裂倾向将会表现得很突出,所以应在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,才能达到实现产品焊接的目的。
特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达 500℃;冷变形时塑性中等,焊接性差。
低温至-110摄氏度,并具有高的静强度、冲击韧度及较高的疲劳强度、淬透性良好,无过热倾向,淬火变形小,冷变形时塑性尚可,切削加工性中等,但有第一类回火脆性,焊接性不号,焊前需预热至150~400摄氏度,焊后热处理以消除应力,一般在调质处理后使用,也可在高中频表面淬火或淬火及低`中温回火后使用。
用途用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件,如轧钢机人字齿轮、曲轴、锤杆、连杆、紧固件,汽轮发动机主轴、车轴,发动机传动零件,大型电动机轴,石油机械中的穿孔器,工作温度低于400摄氏度的锅炉用螺栓,低于510摄氏度的螺母,化工机械中高压无缝厚壁的导管(温度450~500摄氏度,无腐蚀性介质)等,还可代替40CrNi用于制造高载荷传动轴、汽轮发动机转子、大截面齿轮、支承轴(直径小于500MM)等。
执行对应标准:35CrMo合金结构钢执行标准:GB/3077-1999对应标准:JIS G4053:2003焊接性:根据国际焊接学会(IIW)推荐的碳当量计算公式 Ceq=C+1/6Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu)(%) (1)当Ceq<0.40%时,钢材的硬倾向不明显,可焊性优良,焊接时不必进行预热,可直接施焊;(2)当Ceq=0.40~0.60%时,钢材的硬倾向逐渐明显,可焊性尚可,焊接时需可采取焊前适当预热,焊后缓冷等工艺措施,控制其焊接线能量;(3)当Ceq>0.60%时,钢材的硬倾向较强,可焊性较差,属于较难焊接的钢种,时必须采取较高的预热温度和严格的工艺措施,选取合适的焊接材料。
经计算得出,35CrMo钢的碳当量值Ceq=0.72%。
由此可见,这种材料的焊接性不良,焊接时其硬倾向较大,热影响区热裂和冷裂倾向都会较大,尤其在调质状态下焊接,热影响区的冷裂倾向将会表现得很突出,所以应在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,才能达到实现产品焊接的目的。
特性:35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。
用途:用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件化学成份碳 C :0.32~0.40硅 Si:0.17~0.37锰 Mn:0.40~0.70硫 S :允许残余含量≤0.035磷 P :允许残余含量≤0.035铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.30铜 Cu:允许残余含量≤0.30钼 Mo:0.15~0.25力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ 5 (%):≥12断面收缩率ψ (%):≥45冲击功 Akv (J):≥63冲击韧性值αkv (J/cm2):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm热处理规范及金相组织热处理规范:淬火850℃,油冷;回火550℃,水冷、油冷。
35CrMo和Q235材料焊接方法讨论作者:李存修来源:《管理观察》2009年第08期一、问题的提出中国煤炭地质总局第二水文地质队,是一支从事水文地质、工程地质、环境地质的专业队伍, 地质钻探是该队的主要业务,而扩孔钻头是钻探中常用的钻头工具.水文二队的扩孔钻头一般是自制件.主要原因是:外购件价格较高和扩孔钻头品种较多,加大了费用。
但在过去扩孔钻焊接中,采用的是J506焊条在常温下焊接,在焊接中经常出现裂纹现象,废品率较高,在工程施工中,扩孔钻也常出现断裂现象,影响了正常生产,因此,如何提高焊接质量,避免裂纹出现,是提高扩孔钻头质量的关键。
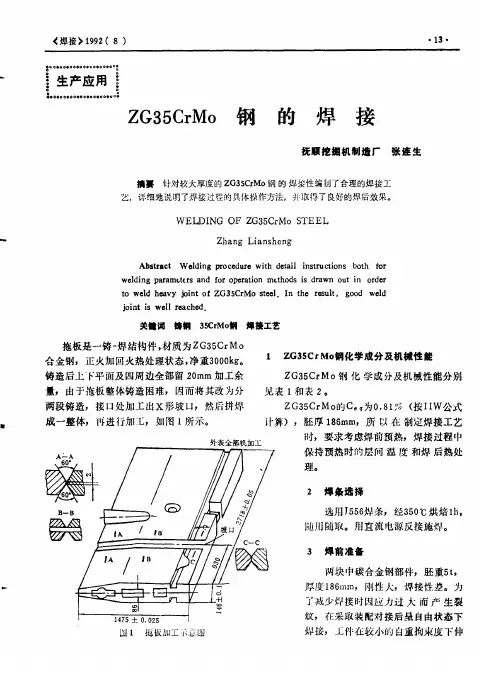
水文二队的扩孔钻头的直径从380毫米到1米不等,如图是其中一种扩孔钻头, Ф178是圆管,常用的材料是钻铤,在钻铤上焊翼板和圆盘,翼板和圆盘都是厚40mm的Q235钢板.圆盘上焊216牙轮掌, 翼板上镶焊大八角合金,由于中间的钻杆需承受较大的动荷载和冲击荷载,因此材料选用35CrMo合金结构钢,而35CrMo焊接工艺差,要解决裂纹问题,必须对焊条和焊接环境重新考虑.我们知道,在焊接中产生裂纹的主要原因是:1.焊缝及热影响区收缩后产生的应力2.母材含淬硬组织较多,冷却后易产生裂纹3.焊缝中有相当高的氢浓度.经过多次试验,我们选中了J506,J107Cr,A102 三种牌号焊条,均能满足要求。
二、与焊接相关的焊接参数母材一 35CrMo化学成分(表1)35CrMo机械性能(表2)母材二 Q235化学成分(表3)机械性能(表4)选用焊条参数焊条一牌号J506 型号 E5016 低氢钾型机械性能σb≥490Mpa σ0.2≥400Mpa δ5≥22%Akv≥47J焊条二牌J107Cr 型号E1000015-G低氢钠型, 直流反接,机械性能σb≥980Mpaσ0.2≥880Mpa δ5≥12%焊条三牌号A102 型号 E308-16钛钙型,化学成分(表5)机械性能σb≥550Mpaδ5≥23%从以上数据可以看出,选用的焊条机械性能都在Q235和35CrMo性能之间,因此能满足使用要求.三、焊接方法方法1 焊条选用J107Cr,焊前烘干,150℃左右,1小时,电弧焊,直流焊机,圆盘和翼板与钻杆施焊处用机加工办法开坡口,用4KW电热管,放进钻杆孔中进行预热,预热温度250℃左右,热输入宜采用较低的热输入,焊后立即进行消除应力热处理.方法2 焊条选用A102,焊条焊前烘干, 150℃左右,1小时,电弧焊,用机加工办法开坡口,采用小电流,快速焊.方法3 焊条选用J506,焊前焊条烘干,电弧焊,用机加工方法开坡口.仔细清除焊接表面上的油,污,锈,垢等,焊接第一道焊缝时,应尽量采用小的焊接电流,快速焊,在焊接中,轻敲击焊接金属表面,以减少焊接残余应力,细化晶粒,收尾时,电弧慢慢拉长,将弧坑处填满,防止收尾处裂纹,焊后缓冷,并立即进行消除应力处理.四、焊接方法比较以上三种焊法,采用的是三种不同的焊条只要按操作工艺进行焊接,都能满足使用要求,没有裂纹发生,第一种和第三种方法操作工艺要求较高,我们进行了简化,取消了预热和焊后处理,但都没有满足要求,都出现裂纹.显然预热和焊后热处理不能取消。
35CrMo35CrMo是合金结构钢(合金调质钢)的规格编号,该钢材主要用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件35CrMo合金结构钢(合金调质钢)执行标准:GB/T3077-1999强度特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr 高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。
低温至-110摄氏度,并具有高的静强度、冲击韧度及较高的疲劳强度、淬透性良好,无过热倾向,淬火变形小,冷变形时塑性尚可,切削加工性中等,但有第一类回火脆性,焊接性不好,焊前需预热至150~400摄氏度,焊后热处理以消除应力,一般在调质处理后使用,也可在高中频表面淬火或淬火及低、中温回火后使用。
舞钢生产执行标准:GB/T11251-2009、舞钢企业标准、军工标准、交货状态:正火或正火+回火、调质。
制造用途用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件,如轧钢机人字齿轮、曲轴、锤杆、连杆、紧固件,汽轮发动机主轴、车轴,发动机传动零件,大型电动机轴,石油机械中的穿孔器,工作温度低于400摄氏度的锅炉用螺栓,低于510摄氏度的螺母,化工机械中高压无缝厚壁的导管(温度450~500摄氏度,无腐蚀性介质)等;还可代替40CrNi 用于制造高载荷传动轴、汽轮发动机转子、大截面齿轮、支承轴(直径小于500MM)等;工艺上的设备材料、管材、焊材等等。
用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件化学成份碳C :0.32~0.40硅Si:0.17~0.37锰Mn:0.40~0.70硫S :允许残余含量≤0.035磷P :允许残余含量≤0.035铬Cr:0.80~1.10镍Ni:允许残余含量≤0.030铜Cu:允许残余含量≤0.30钼Mo:0.15~0.25力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功Akv (J):≥63冲击韧性值αkv (J/cm²):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm热处理规范及金相组织热处理规范:淬火850℃,油冷;回火550℃,水冷、油冷。
合金调质钢35CrMo35CrMo是合金结构钢(合金调质钢)的规格编号,该钢材主要用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件基本信息中文名称:合金结构钢外文名称:35crmo对应牌号:1.7220英标:708A3735crmo法标:35CD4意大利:35crmo4NBN:34crmo4日标:SCM432/SCRRM3基本简介35CrMo合金结构钢(合金调质钢)执行标准:GB/T3077-1999意大利:35crmo4NBN:34crmo4瑞典:2234日标:SCM432/SCRRM3焊接性根据国际焊接学会(IIW)推荐的碳(1)当Ceq<0.40%时,钢材的硬倾向不明显,可焊性优良,焊接时不必进行预热,可直接施焊;(2)当Ceq=0.40~0.60%时,钢材的硬倾向逐渐明显,可焊性尚可,焊接时需采取焊前适当预热,焊后缓冷等工艺措施,控制其焊接线能量;(3)当Ceq>0.60%时,钢材的硬倾向较强,可焊性较差,属于较难焊接的钢种,焊接时必须采取较高的预热温度和严格的工艺措施,选取合适的焊接材料。
经计算得出,35CrMo钢的碳当量值Ceq=0.72%。
由此可见,这种材料的焊接性不良,焊接时其硬倾向较大,热影响区热裂和冷裂倾向都会较大,尤其在调质状态下焊接,热影响区的冷裂倾向将会表现得很突出,所以应在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,才能达到实现产品焊接的目的。
强度特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。
低温至-110摄氏度,并具有高的静强度、冲击韧度及较高的疲劳强度、淬透性良好,无过热倾向,淬火变形小,冷变形时塑性尚可,切削加工性中等,但有第一类回火脆性,焊接性不好,焊前需预热至150~400摄氏度,焊后热处理以消除应力,一般在调质处理后使用,也可在高中频表面淬火或淬火及低、中温回火后使用。
35CrMo合金结构钢35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr 高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。
用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件●化学成份:碳 C :0.32~0.40 硅Si:0.17~0.37锰Mn:0.40~0.70硫S :允许残余含量≤0.035磷P :允许残余含量≤0.035铬Cr:0.80~1.10镍Ni:允许残余含量≤0.030铜Cu:允许残余含量≤0.030钼Mo:0.15~0.25●力学性能:抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功Akv (J):≥63冲击韧性值αkv (J/cm2):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm●热处理规范及金相组织:热处理规范:淬火850℃,油冷;回火550℃,水冷、油冷。
热处理与力学性能:钢号: 35CrMo试样毛坯尺寸/mm: 25热处理|淬火|加热温度/℃|第一次淬火: 850热处理|淬火|加热温度/℃|第二次淬火: —热处理|淬火|冷却剂: 油热处理|回火|加热温度/℃: 550热处理|回火|冷却剂: 水、油力学性能|抗拉强度σb/MPa|≥: 980力学性能|屈服点σs/MPa|≥: 835力学性能|伸长率δ5(%)|≥: 12力学性能|面缩率ψ(%)|≥: 45力学性能|冲击吸收功AKV/J|≥: 63交货状态硬度HBS|≥: 229。
35crmo目录根据国际焊接学会(IIW)推荐的碳当量计算公式Ceq=C+1/6Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu)(%) (1)当Ceq<0.40%时,钢材的硬倾向不明显,可焊性优良,焊接时不必进行预热,可直接施焊;(2)当Ceq=0.40~0.60%时,钢材的硬倾向逐渐明显,可焊性尚可,焊接时需可采取焊前适当预热,焊后缓冷等工艺措施,控制其焊接线能量;(3)当Ceq >0.60%时,钢材的硬倾向较强,可焊性较差,属于较难焊接的钢种,时必须采取较高的预热温度和严格的工艺措施,选取合适的焊接材料。
经计算得出,35CrMo钢的碳当量值Ceq=0.72%。
由此可见,这种材料的焊接性不良,焊接时其硬倾向较大,热影响区热裂和冷裂倾向都会较大,尤其在调质状态下焊接,热影响区的冷裂倾向将会表现得很突出,所以应在选取合适焊接材料、合理焊接方法的基础上,采取较高的焊前预热温度、严格工艺措施和控制适当的层间温度的条件下,才能达到实现产品焊接的目的。
特性35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。
用途用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件编辑本段化学成份碳 C :0.32~0.40硅 Si:0.17~0.37锰 Mn:0.40~0.70硫 S :允许残余含量≤0.035磷 P :允许残余含量≤0.035铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030钼 Mo:0.15~0.25力学性能抗拉强度σb (MPa):≥985(100)屈服强度σs (MPa):≥835(85)伸长率δ5 (%):≥12断面收缩率ψ (%):≥45冲击功 Akv (J):≥63冲击韧性值αkv (J/cm2):≥78(8)硬度:≤229HB试样尺寸:试样毛坯尺寸为25mm热处理规范及金相组织热处理规范:淬火850℃,油冷;回火550℃,水冷、油冷。
35CrMo钢焊接工艺试验罗永剑;周友龙;赵艳丽;张锴;姬生星【摘要】35 CrMo钢是一种以Cr和Mo作为强化元素的低合金高强钢,广泛应用于制造承受冲击、弯扭、高载荷的各种机器中的重要零件.35CrMo钢属于中碳调质钢,焊接性较差,因此有必要对其焊接性进行研究.本试验对厚度为16 mm的35CrMo调质钢分别采用CHE857XX焊条和CHE757XX焊条进行焊接,并对获得的接头的微观组织和力学性能进行分析测试.力学性能测试表明:用CHE857XX焊接的试样接头强度和硬度均高于CHE757XX.【期刊名称】《电焊机》【年(卷),期】2013(043)011【总页数】3页(P130-132)【关键词】35CrMo钢;焊接工艺;力学性能;显微组织【作者】罗永剑;周友龙;赵艳丽;张锴;姬生星【作者单位】西南交通大学材料科学与工程学院,四川成都610031;西南交通大学材料科学与工程学院,四川成都610031;西南交通大学材料科学与工程学院,四川成都610031;西南交通大学材料科学与工程学院,四川成都610031;西南交通大学材料科学与工程学院,四川成都610031【正文语种】中文【中图分类】TG457.110 前言35CrMo钢属于中碳调质钢,成分相当于国外ASTM4130钢,其调制后的抗拉强度大于等于985MPa,屈服强度大于等于835MPa,冲击韧性大于等于63J。
该钢种在火力发电、石油化工、航空、航天、造船等领域得到一定的应用。
35CrMo 钢中的合金元素以铬和钼为主,铬元素的主要作用是提高钢的淬透性。
铬溶于Fe3C后,可以使碳化物具有很强的稳定性,阻止碳化物的分解和减缓碳在铁素体中的扩散,有效防止石墨化。
钼是其中主要的强化元素,钼优先进入固溶体使其强化,提高钢的热强性,降低热脆敏感性[1]。
1 试验方法试验用母材为35CrMo钢,板厚16 mm,35CrMo钢的化学成分如表1所示。
1号试样采用的焊条为CHE857XX,2号试样采用的焊条为CHE757XX。
35CrMo为低合金结构钢,抗拉强度≥985MPa,屈服强度≥835MPa。
其含碳量为0.32~0.40%,碳当量值Ceq=0.72%,焊接时其硬倾向较大,有形成裂纹的倾向,可焊性较差。
J107Cr焊条为低氢钠型低合金高强度钢焊条,焊缝金属抗拉强度能达980 MPa以上,适合对35CrMo 进行焊接。
焊条参数如下:
J107Cr焊条焊接工艺参数:
1.焊前准备:焊前工件焊接部位需清除铁锈及脏物且焊缝两侧各100mm范围内均匀预热
到300℃;焊条在400℃下烘焙1h,放在100~150℃保温箱内随用随取。
2.焊接:打底层选用φ
3.2mm焊条,焊接电流控制在80~130A,以后各层改用φ4mm的焊
条,电流130~180A,电源极性选用直流反接。
采用连弧立焊,多层多道焊,每焊完一根焊条,马上锤击焊道,消除应力。
焊接过程中层间温度控制在80℃以下。
全部焊完后用角磨机对焊接处进行修磨整理。
3.焊后调质处理,经880℃油淬及520℃回火,以消除焊件残余应力和促进组织均匀化。