机械零件表面粗糙度的基本知识
- 格式:doc
- 大小:18.00 KB
- 文档页数:3
表面粗糙度的基本术语表面粗糙度是指物体表面的不平整程度,通常用于描述工程制品的加工质量。
表面粗糙度是一个重要的质量指标,对于一些机械零件的连接、密封和摩擦等方面都有很大的影响。
因此,表面粗糙度也成为了机械加工行业中的一个重要概念。
在描述表面粗糙度时,我们需要了解一些基本术语。
1. 粗糙度粗糙度是指表面上的微小起伏,包括高峰和低谷。
这些起伏的尺寸通常由表面的平均高度和深度确定。
粗糙度是表面不规则程度的一个量化指标,通常用Ra值表示。
2. Ra值Ra值是表面粗糙度的一个重要参数。
它表示整个表面的平均高度偏差,通常以微米为单位。
Ra值越小,表面越光滑。
3. Rz值Rz值是表面粗糙度的另一个重要参数。
它表示表面上最大峰和最大谷之间的距离。
Rz值越小,表面越光滑。
4. Rt值Rt值是表面粗糙度中的一个参数。
它表示表面上最高和最低点之间的距离。
Rt值越小,表面越光滑。
5. Rq值Rq值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rq值越小,表面越光滑。
6. Rmax值Rmax值是表面粗糙度的一个参数。
它表示表面上最大峰和最大谷之间的距离。
Rmax值越小,表面越光滑。
7. Rmr值Rmr值是表面粗糙度的另一个参数。
它表示表面上所有高度偏差的平方和的平方根。
Rmr值越小,表面越光滑。
8. Rk值Rk值是表面粗糙度的一个参数。
它表示表面上最大谷的深度。
Rk 值越小,表面越光滑。
9. Rpk值和Rvk值Rpk值和Rvk值分别表示表面上最高峰和最低谷的高度。
Rpk值和Rvk值越小,表面越光滑。
表面粗糙度是一个非常重要的概念,对于机械制造和加工行业有着重要的意义。
掌握表面粗糙度的基本术语,可以更好地评估加工品质,并提高加工品质的控制能力。
表面粗糙度基础知识表面粗糙度是机械加工中评定零件表面质量的一个重要指标,它在一定程度上反映了零件的加工质量。
它对零件的配合性质、耐磨性、抗腐蚀性、密封性、接触刚度与抗疲劳能力都有影响。
Roughness, an important index of surface quality of component, reflects the machining quality of component and affects the fitting property, wearability, anti-corrosion, tightness, rigidity and anti-fatigue capability of component.零件的表面过于粗糙,会造成接触刚度降低、耐磨性差、疲劳强度和耐蚀性下降,配合性质改变:相对运动件的表面粗糙度过细,不易储存润滑油,加重磨损,同时过细的表面还将大大提高制造成本。
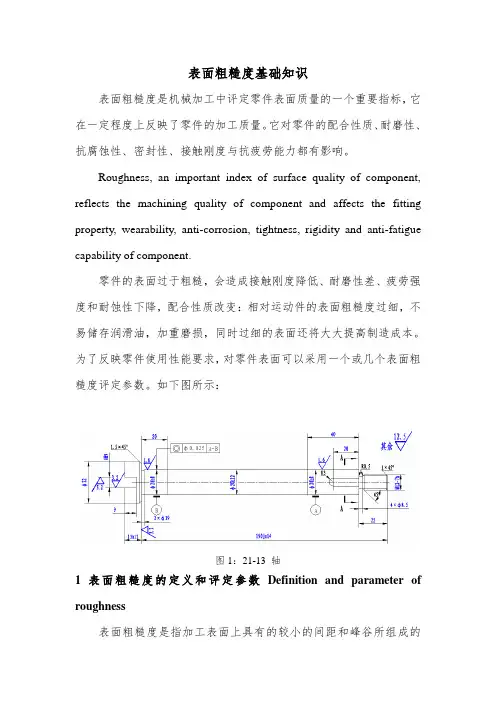
为了反映零件使用性能要求,对零件表面可以采用一个或几个表面粗糙度评定参数。
如下图所示:图1:21-13 轴1 表面粗糙度的定义和评定参数Definition and parameter of roughness表面粗糙度是指加工表面上具有的较小的间距和峰谷所组成的微观几何特性。
一般由所采用的加工方法和其他因素形成。
Caused by machining and other factors.表面粗糙度的评定参数:轮廓算数平均偏差Ra,微观不平度十点高度Rz,轮廓最大高度Ry。
表1:术语与定义Table 1: terms and definitionTerm Definition Diagram Remarks轮廓算数平均偏差Ra 在取样长度内轮廓绝对值的算术平均值Ra=微观不平度十点高度Rz 在取样长度内5个最大的轮廓峰值与5个最小的轮廓谷深的平均值之和Rz=+轮廓最大高度Ry 在取样长度轮廓峰顶线和轮廓谷底线之间的距离2 表面粗糙度的基本符号与含义2.1基本符号basic sign表示表面可用任何方法获得,当不加注粗糙度数值或有关说明(如表面处理、局部热处理)时,仅适用简化代号标注。
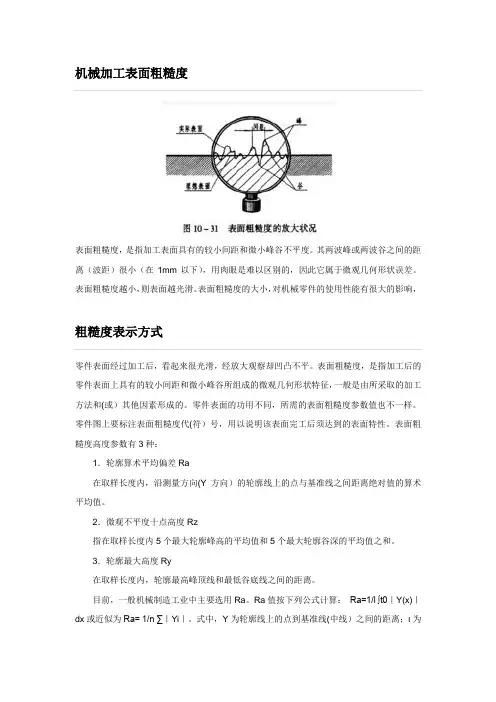
机械加工表面粗糙度表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,粗糙度表示方式零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。
表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法和(或)其他因素形成的。
零件表面的功用不同,所需的表面粗糙度参数值也不一样。
零件图上要标注表面粗糙度代(符)号,用以说明该表面完工后须达到的表面特性。
表面粗糙度高度参数有3种:1.轮廓算术平均偏差Ra在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。
2.微观不平度十点高度Rz指在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
3.轮廓最大高度Ry在取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。
目前,一般机械制造工业中主要选用Ra。
Ra值按下列公式计算:Ra=1/l ∫t0|Y(x)|dx或近似为Ra= 1/n ∑|Yi|。
式中,Y为轮廓线上的点到基准线(中线)之间的距离;ι为粗糙度多用于表征钢板,因为钢板涂覆前必须要有一定得粗糙度,否则油漆的咬合力不足,容易脱落。
机械加工表面粗糙度机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称:镜面。
其加工后的表面质量直接影响被加工件的物理、化学及力学性能。
产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高。
这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
机械制造中的机械加工表面粗糙度工作原理机械加工是指通过削、切、磨等工艺将工件原有形状进行改变以满足一定尺寸、形状和粗糙度要求的加工方法。
在机械制造过程中,机械加工表面粗糙度的控制是十分重要的,它直接影响到零件的功能和使用寿命。
本文将介绍机械加工表面粗糙度的工作原理。
一、表面粗糙度的概念表面粗糙度是指工件表面上凹凸不平的程度,通常用Ra(平均粗糙度)来表示。
在机械加工中,我们常常要求工件表面光洁度高、粗糙度小,以确保零件的密封性、运动性和装配性能。
二、机械加工表面粗糙度的影响因素机械加工表面粗糙度受到多种因素的影响,主要包括以下几个方面:1.切削参数:切削速度、进给量、切削深度等切削参数直接影响到工件表面的质量。
一般来说,切削速度越大、进给量越小、切削深度越小,工件表面的粗糙度就越小。
2.切削工具状况:切削工具的磨损情况对工件表面质量有重要影响。
切削工具磨损过度会导致切削力增大、表面粗糙度加大。
所以,及时更换和修磨切削工具能够有效控制表面粗糙度。
3.工件材料:工件材料的硬度、韧性等性质会影响机械加工的精度和表面质量。
例如,硬度较高的材料可能导致切削刀具的磨损,从而影响表面的粗糙度。
4.切削方式:不同的切削方式,如车削、铣削、磨削等,对工件表面粗糙度的影响也有所不同。
三、机械加工表面粗糙度的控制方法为了能够控制机械加工表面的粗糙度,在实际操作中可以采取以下措施:1.选择合适的工艺参数:根据工件材料、形状和要求,合理选择切削速度、进给量、切削深度等参数,以获得较小的粗糙度。
2.使用高质量的切削工具:选择具有良好刚性和耐磨性的切削工具,并保持其锋利度,以便实现更好的切削效果。
3.优化切削方式:根据工件的特点,选择合适的切削方式。
有时候,可以采用一些先进的切削方式,如超声波切削、电火花加工等,以改善表面粗糙度。
4.后续加工工艺:有时候,机械加工的表面粗糙度无法满足要求,可以考虑通过后续加工工艺来改善。
例如,研磨、抛光等方法可以使工件表面更加光滑。
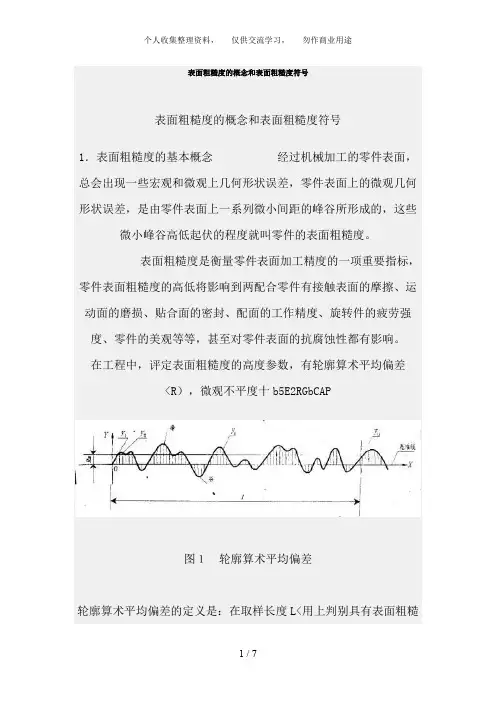
表面粗糙度的概念和表面粗糙度符号表面粗糙度的概念和表面粗糙度符号1.表面粗糙度的基本概念经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。
表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。
在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差<R),微观不平度十b5E2RGbCAP图1轮廓算术平均偏差轮廓算术平均偏差的定义是:在取样长度L<用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为R a,如图1所示。
在图中,x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为式中 n 测点数;Yi 峰谷任一测点到基准的偏距。
Rs的值越大,表面就越粗糙。
轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。
但是,若测量R时的取样长度按表2的对应值选取时。
在图样上L值可省略不标。
p1EanqFDPw2.表面粗糙度的符号、代号在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。
国家标准<GB131-93)规定了表面粗糙度的符号、代号及其注法。
同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。
<l)表面粗糙度的符号。
图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度参数值的注写表面粗糙度高度参数轮廓算术平均偏差r值的标注见表4 r在代号中用数值表示<单位为微M),参数值前可不标注参数代号。
【机械制图】表面粗糙度及其标注方法零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。
技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理、表面处理等。
下面先介绍表面粗糙度及其注法。
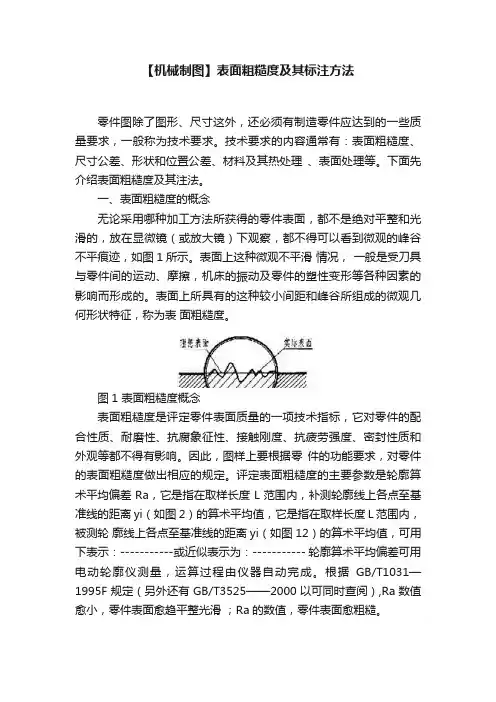
一、表面粗糙度的概念无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。
表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。
表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。
图1 表面粗糙度概念表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。
因此,图样上要根据零件的功能要求,对零件的表面粗糙度做出相应的规定。
评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮廓线上各点至基准线的距离yi(如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。
根据GB/T1031—1995F规定(另外还有GB/T3525——2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑;Ra的数值,零件表面愈粗糙。
图2 轮廓算术平均编差图3 轮廓算术平均编差值二、表面粗糙度的选用表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。
具体选用时,可参照已有的类似零件图,用类比法确定。
在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。
一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等,对表面平整光滑程度要求高,参数值应取小些。
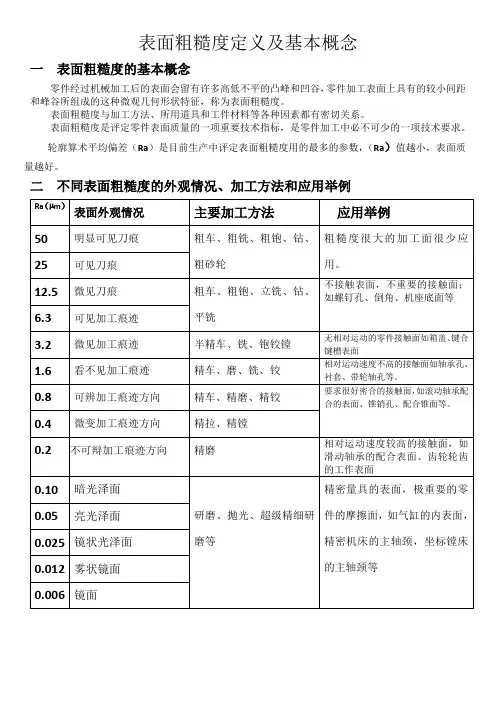
表面粗糙度定义及基本概念
一表面粗糙度的基本概念
零件经过机械加工后的表面会留有许多高低不平的凸峰和凹谷,零件加工表面上具有的较小间距和峰谷所组成的这种微观几何形状特征,称为表面粗糙度。
表面粗糙度与加工方法、所用道具和工件材料等各种因素都有密切关系。
表面粗糙度是评定零件表面质量的一项重要技术指标,是零件加工中必不可少的一项技术要求。
轮廓算术平均偏差(Ra)是目前生产中评定表面粗糙度用的最多的参数,(Ra)值越小,表面质量越好。
二不同表面粗糙度的外观情况、加工方法和应用举例
1 表面粗糙度符号及意义说明
2 表面粗糙度代号
在表面粗糙度符号上注写所要求的表面特征参数后,即构成表面粗糙度代号。

表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:① 表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
② 表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
③ 表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
④ 表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
⑤ 表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
此外,表面粗糙度对零件的外观、测量精度也有影响。
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。
Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。
基本概念4.1.1 表面粗糙度的定义表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm 的属于表面粗糙度,波距在1~10mm 的属于表面波度,波距大于10mm 的属于形状误差,如图4-1 所示。
4.1.2 表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
表面粗糙度的选用4.3.1 评定参数的选用1. 幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。
对于有粗糙度要求的表面,必须选用一个幅度参数。
表面粗糙度知识1.什么称为表面粗糙度?答:表面粗糙度是指零件加工表面上具有的由较小间距和峰谷所组成的微观几何形状特征。
它是一种微观几何形状误差。
2.表面粗糙度如何产生?答:零件经切削加工或其他方法所形成的表面,由于加工中的材料塑性变形、机械振动、摩擦等原因,总是存在着几何形状误差。
3.表面粗糙度对零件有什么影响?答:表面粗糙度对零件的摩擦和磨损、疲劳强度、抗腐蚀性及零件间的配合性质等都有重要的影响。
4.目前我国的“表面粗糙度”国家标准主要有哪些?答:GB/T 3505 2000 表面粗糙度术语表面及其参数;GB/T 1031-1995 表面粗糙度参数及其数值;GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法。
5.什么称为实际轮廓?答:是平面与实际表面相交所得的轮廓线。
按照相截方向的不同,它又可分为横向实际轮廓和纵向实际轮廓。
在评定和测量表面粗糙度时,除特殊指明,通常均按横向实际轮廓,即与加工纹理方向垂直的截面上的轮廓。
6.什么称为取样长度?答:用于判别具有表面粗糙度特征的一段基准线长度。
表面越粗糙,取样长度就应越大。
规定取样长度是为了限制和减弱其他几何形状误差对表面粗糙度测量结果的影响。
在取样长度范围内,一般包括5个以上的轮廓峰与轮廓谷。
取样长度的选用值见GB/T 1031-1995 表面粗糙度参数及其数值。
7.什么称为评定长度?答:是用以评定轮廓所必需的一段长度,可包括一个或几个取样长度。
由于零件表面加工存在不均匀性,为了充分合理地反映被测表面的粗糙度特征,需要用几个取样长度来评定。
评定长度的选用值见GB/T 1031-1995 表面粗糙度参数及其数值。
8.什么称为基准线?答:评定表面粗糙度参数数值大小的一条参考线称为基准线。
基准线有两种:轮廓最小二乘中线和轮廓算术平均中线。
9.什么称为轮廓最小二乘中线?答:轮廓的最小二乘中线是在取样长度内,使轮廓上各点轮廓偏距的平方和为最小的线。
机械零件表面粗糙度的选择
表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。
机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。
在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。
应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。
最常用的是与公差等级相适应的表面粗糙度。
在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。
例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。
在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。
在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。
这就给不熟悉这方面情况的人带来了迷惑。
同时也增加了他们在机械零件工作中选择表面粗糙度的困难。
在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。
这就是配合的稳定性问题。
在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。
在现有的机械零件设计手册中,反映的主要有以下3种类型:第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件的摩擦面,如汽缸的内表面、精密机床的主轴颈、坐标镗床的主轴颈等。
第2类主要用于普通的精密机械,对配合的稳定性要求较高,要求零件的磨损极限不超过零件尺寸公差值的25%,要求有很好密合的接触面,其主要应用在如机床、工具、与滚动轴承配合的表面、锥销孔,还有相对运动速度较高的接触面如滑动轴承的配合表面、齿轮的轮齿工作面等。
第3类主要用于通用机械,要求机械零件的磨损极限不超过尺寸公差值的50%,没有相对运动的零件接触面,如箱盖、套筒,要求紧贴的表面、键和键槽的工作面;相对运动速度不高的接触面,如支架孔、衬套、带轮轴孔的工作表面、减速器等等。
在此我们对机械设计手册中的各类表值进行统计分析,将旧的表面粗糙度国家标准(GB1031—68)转换为参照采用国际标准ISO颁布的1983年的新的国家标准(GB1031—83),采用优先选用的评定参数,即轮廓算术平均偏差值Ra=(1)/(l)∫l0|y|dx。
并采用Ra优先选用的第一系列数值,推导出表面粗糙度Ra与尺寸公差IT之间的有关关系式为
第1类:Ra≥1.6 Ra≤0.008×IT
Ra≤0.8Ra≤0.010×IT
第2类:Ra≥1.6 Ra≤0.021×IT
Ra≤0.8Ra≤0.018×IT
第3类:Ra≤0.042×IT
常用钢材有:
(1) 普通钢(P≤0.045%,S≤0.050%)
(2) 优钢材质钢(P、S均≤0.035%)
(3) 高级优质钢(P≤0.035%,S≤0.030%)
2.、按化学成份分类
(1) 碳素钢:钢材a.低碳钢(C≤0.25%);b.中碳钢(C≤0.25~0.60%);c.高碳钢(C≤0.60%)。
(2) 合金钢:a.低合金钢(合金元素总含量≤5%);b.中合金钢(合金元素总含量>5~10%);c.高合金钢(合金元素总含量>10%)。
3、钢材按成形方法分类:(1) 锻钢;(2) 铸钢;(3) 热轧钢;(4) 冷拉钢。
4、钢材按金相组织分类
(1) 退火状态的:a.亚共析钢(铁素体+珠光体);b.共析钢(珠光体);c.过共钢材析钢(珠光体+渗碳体);d.莱氏体钢(珠光体+渗碳体)。
(2) 正火状态的:a.珠光体钢;b.贝氏体钢;c.马氏体钢;d.奥氏体钢。
(3) 钢材无相变或部分发生相变的 5、按用途分类
(1) 建筑及工程用钢:a.普通碳素结构钢;b.低合金结构钢;c.钢筋钢。
(2) 钢材结构钢
a.机械制造用钢:(a)调质结构钢;(b)表面硬化结构钢:包括渗碳钢、渗氨钢、表面淬火用钢;(c)易切结构钢;(d)冷塑性成形用钢:包括冷冲压用钢、冷镦用钢。
b.弹簧钢
c.轴承钢
(3) 工具钢:a.碳素工具钢;b.合金工具钢;c.高速工具钢。
(4) 特殊性能钢:a.不锈耐酸钢;b.耐热钢:包括抗氧化钢、热强钢、气阀钢;
c.电热合金钢;
d.耐磨钢;
e.低温用钢;
f.电工用钢。
(5) 专业用钢——如桥梁用钢、船舶用钢、锅炉用钢、压力容器用钢、农机用钢等。
6、综合分类
(1)普通钢
a.碳素结构钢:(a) Q195;(b) Q215(A、B);(c) Q235(A、B、C);(d) Q255(A、B);(e) Q275。
b.低合金结构钢
c.特定用途的普通结构钢
(2)优质钢(包括高级优质钢)
a.钢材结构钢:(a)优质碳素结构钢;(b)合金结构钢;(c)弹簧钢;(d)易切钢;
(e)轴承钢;(f)特定用途优质结构钢。
b.工具钢:(a)碳素工具钢;(b)合金工具钢;(c)高速工具钢。
c.特殊性能钢:(a)不锈耐酸钢;(b)耐热钢;(c)电热合金钢;(d)电工用钢;(e)
高锰耐磨钢。
7、按冶炼方法分类
(1) 按炉种分
a.平炉钢:(a)酸性平炉钢;(b)碱性平炉钢。
b.转炉钢:(a)酸性转炉钢;(b)碱性转炉钢。
或 (a)底吹转炉钢;(b)侧吹转炉钢;(c)顶吹转炉钢。
c. 电炉钢:(a)电弧炉钢;(b)电渣炉钢;(c)感应炉钢;(d)真空自耗炉钢;(e)电子束炉钢。
(2)钢材按脱氧程度和浇注制度分
a.沸腾钢;
b.半镇静钢;
c.镇静钢;
d.特殊镇静钢。