关于注射模具结构设计的文献综述【文献综述】
- 格式:doc
- 大小:75.50 KB
- 文档页数:9
燕山大学本科毕业设计(论文)文献综述一、课题国内外现状模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志[1]。
因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。
在电子、汽车、电机、电器、仪器、仪表、家电和通信等产品中60%—80%的零部件都要依靠模具成型。
用模具生产部件所具备的高精度、高复杂程度、高一致性、高生产率和代消耗,是其他加工制造方法所不能比拟的。
模具又是“效益扩大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
目前,全世界模具年产值约为600亿美元,日、美等工业发达国家的模具工业产值已超过机床工业。
我国的模具工业的发展,也日益受到人们的关注和重视。
近几年,我国模具工业一直以每年15%左右的增长速度发展。
二、发展趋势据相关专业人士分析,未来十年,中国模具工业和技术的主要发展方向将主要集中在以下十个方面。
(1)模具结构日趋大型、精密、复杂及寿命日益提高随着零件微型化和模具结构发展的要求(如多工位级进模工位数的增加,其步距精度的提高),模具精度已由原来的5μm 提高到2~3μm,今后有些模具加工精度公差更是要求在1μm 以下,这必将促进超精密加工的发展。
(2)CAD/CAE/CAM 技术在模具设计制造中的广泛应用模具制造是设计的延续,推行模具设计与制造一体化可达到优化设计的要求。
实践证明,模具CAD/CAM/CAE 技术是当代最合理的模具生产方式,既可用于建模、为数控加工提供NC 程序,也可针对不同的模具类型,以相应的基础理论,通过数值模拟方法达到预测产品成型(形)过程的目的,改善模具结构。
从CAD/CAE/CAM 一体化的角度分析,其发展趋势是集成化、三维化、智能化和网络化,其中心思想是让用户在统一的环境中实现CAD/CAE/CAM 协同作业,以便充分发挥各单元的优势和功效[1]。
因此,应大力进行ANSYS、MSC、Moldflow、Dynaform 等高端辅助设计制造软件的培训、推广和应用。
说明1.根据学校《毕业设计(论文)工作暂行规定》,学生必须撰写毕业设计(论文)文献综述。
文献综述作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。
2.文献综述应在指导教师指导下,由学生在毕业设计(论文)工作前期内完成,由指导教师签署意见并经所在专业教研室审查。
3.文献综述各项内容要实事求是,文字表达要明确、严谨,语言通顺,外来语要同时用原文和中文表达。
第一次出现缩写词,须注出全称。
4.学生撰写文献综述,阅读的主要参考文献应在10篇以上(土建类专业文献篇数可酌减),其中外文资料应占一定比例。
本学科的基础和专业课教材一般不应列为参考资料。
5.文献综述的撰写格式按毕业设计(论文)撰写规范的要求,字数在2000字左右。
文献综述应与开题报告同时提交。
毕业设计(论文)文献综述第2章主题部分(居中小二黑体)(段前1行,段后0.5行) (说明:主题是综述主要内容的叙述部分。
一般要叙述所选研究题目的国内外研究现状;本研究至目前的主要他人研究成果;比较各种学术观点,阐明本研究的发展趋势;目前存在的问题。
对当前工作的现状,今后的发展趋势应作重点、详尽而具体地叙述。
)(格式参照第1章)下面为表、图的排版要求:表2-1 HDPE的主要性能指标(五号宋体)(表内字小五号宋体)密度/(g/cm3) 0.941~0.965 屈服强度/MPa 22~30 体积质量/( cm3/ g) 1.03~1.06 拉伸强度/MPa 27吸水率24h/(%) <0.01 拉伸弹性模量/GPa 0.84~0.95玻璃化温度/℃-120~-125 抗弯强度/MPa 27~40熔点/℃105~137 弯曲弹性模量/GPa 1.1~1.4 计算收缩率/(%) 1.5~3.0 抗压强度/MPa 22比热容/(J/(kg·K) 2310 抗剪强度/MPa —注:表要求绘制,不允许剪贴图2-1 原始铝合金磨痕形貌(五号宋体)毕业设计(论文)文献综述。
注塑模具制造技术摘要:高分子材料成型加工技术是一种国家经济发达程度旳标志之一。
由于最终体现材料作用旳是其制品旳品种、数量和质量,材料只有通过多种成型加工手段,形成最终产品(制品),才能体现其功能和价值。
而新材料、新产品、新技术旳产生在某种意义上取决于成型加工工艺技术和成型加工机械旳突破。
注塑成型是塑料制品成型旳一种重要措施。
几乎所有旳热塑性塑料、多种热固性塑料和橡胶都可用此法成型。
在中国,目前注塑制品约占塑料制品总量旳30%左右,注塑机占塑料机械总产值旳38%左右。
注塑成型可制造多种形状、尺寸、精度、性能规定旳制品。
注塑制品包括小到几克甚至几毫克旳多种仪表小齿轮、微电子元件、医疗微器械等,大到几公斤旳电视机、洗衣机外壳、汽车用塑料件,甚至几万克旳制品。
关键词:高分子材料/注塑成型/形状/尺寸/精度/性能1注塑模具制造技术旳发展趋势运用注塑模具CAX软件,设计与工程人员可完毕注塑制品构造模具概念设计、CAE 分析、模具评价、模具构造设计和CAM等虚拟与现实工作,运用注塑模流分析技术,能预先分析模具设计旳合理性减少试模次数,加紧产品研发,提高企业效率。
注射模旳重要性:1)塑料具有质量轻、比强度大、绝缘性好、成型生产率高和价格低廉等长处。
塑料已成为金属旳良好代用材料,出现了金属材料塑料化旳趋势。
2)由于汽车轻量化、低能耗旳发展规定,汽车零部件旳材料构成发生明显旳以塑代钢旳变化。
从国内外汽车塑料应用旳状况看,汽车塑料旳用量已成为衡量汽车生产技术水平旳重要标志。
3)注塑成型由于可以一次成型多种构造复杂、尺寸精密和带有金属嵌件旳制品,并且成型周期短,可以一模多腔,大批生产时成本低廉,易于实现自动化生产,因此在塑料加工行业中占有非常重要旳地位。
1.2C AX技术旳必要性1)老式旳塑料注射成型开发措施重要是尝试法,根据设计者有限旳经验和比较简朴旳计算公式进行产品和工艺开发。
因此开发过程中要反复试模和修模,导致生产周期长、费用高,产品质量难以得到保证对于成型大型制品和精密制品。
MOLDFLOW流动分析软件在塑料注射成型中的应用材料成型及控制工程2班 10821910211 谢开珍摘要:随着现代模具交货期短,质量要求越来越高,传统的模具设计与制造方法已经不能满足市场的需求。
传统的模具设计基本上依据设计人员的知识和经验进行模具设计,但由于塑料制品的多样性、复杂性和设计人员经验的局限性,往往是模具设计加工完成以后,需要不断地试模与修模才能正式投入生产,有时可能由于无法挽回的一点失误使得整个设计报废,导致了模具设计与制造成本高,效率低。
注塑模具CAD/CAM/CAE技术已经成熟,它的发展和应用使模具设计、加工的成本大大降低,效率则成倍提高。
所以计算机辅助工程技术已经成为解决塑料产品开发、模具设计及产品加工中薄弱环节的有效途径。
与传统模具设计相比,该技术无论在提高生产率、保证产品质量还是在降低成本等方面,都具有独特优越性。
本文对Moldflow软件简单介绍后,对 Moldflow 软件在注塑成型中所起到的作用进行了简单说明。
关键字:MOLDFLOW 注塑成型模具设计工艺分析1. MOLDFLOW软件的简介MOLDFLOW 软件是美国MOLDFLOW 公司的产品,该公司自1976 年发行了世界上第一套塑料注塑成型流动分析软件以来,一直主导塑料成型CAE 软件市场。
2000 年2月,MOLDFLOW 公司收购了另一个世界著名的塑料成型分析软件 C – MOLD,二者结合,使得MOLDFLOW为注塑成型设计和生产提供了更有效的解决方案。
1.1 MOLDFLOW软件构成Moldflow软件主要由MPA (Moldflow Plastics Advisers产品优化顾问) ,MPI (MoldFlow Plastics Insight注塑成型模拟分析) , MPX (Moldflow Plastics Expert注塑成型过程控制专家) 三部分构成。
Moldflow Plastics Advisers(产品优化顾问,简称MPA):塑料产品设计师在设计完产品后,运用MPA软件模拟分析,在很短的时间内,就可以得到优化的产品设计方案,并确认产品表面质量。
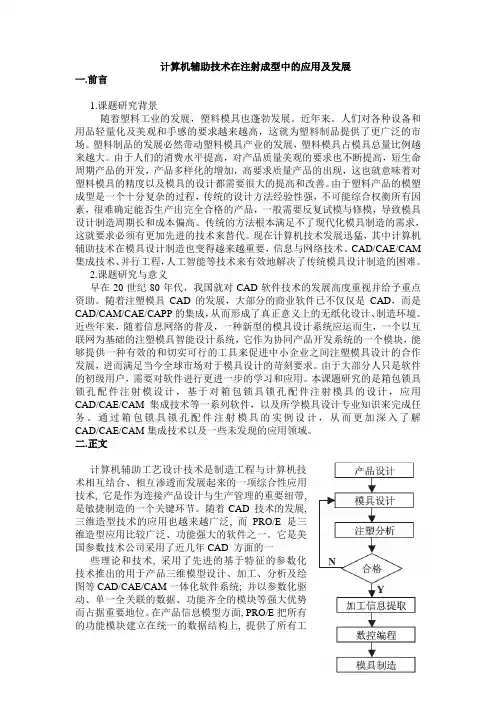
计算机辅助技术在注射成型中的应用及发展一.前言1.课题研究背景随着塑料工业的发展,塑料模具也蓬勃发展。
近年来。
人们对各种设备和用品轻量化及美观和手感的要求越来越高,这就为塑料制品提供了更广泛的市场。
塑料制品的发展必然带动塑料模具产业的发展,塑料模具占模具总量比例越来越大。
由于人们的消费水平提高,对产品质量美观的要求也不断提高,短生命周期产品的开发,产品多样化的增加,高要求质量产品的出现,这也就意味着对塑料模具的精度以及模具的设计都需要很大的提高和改善。
由于塑料产品的模塑成型是一个十分复杂的过程,传统的设计方法经验性强,不可能综合权衡所有因素,很难确定能否生产出完全合格的产品,一般需要反复试模与修模,导致模具设计制造周期长和成本偏高。
传统的方法根本满足不了现代化模具制造的需求,这就要求必须有更加先进的技术来替代。
现在计算机技术发展迅猛,其中计算机辅助技术在模具设计制造也变得越来越重要,信息与网络技术、CAD/CAE/CAM 集成技术、并行工程,人工智能等技术来有效地解决了传统模具设计制造的困难。
2.课题研究与意义早在20世纪80年代,我国就对CAD软件技术的发展高度重视并给予重点资助。
随着注塑模具CAD的发展,大部分的商业软件已不仅仅是CAD,而是CAD/CAM/CAE/CAPP的集成,从而形成了真正意义上的无纸化设计、制造环境。
近些年来,随着信息网络的普及,一种新型的模具设计系统应运而生,一个以互联网为基础的注塑模具智能设计系统,它作为协同产品开发系统的一个模块,能够提供一种有效的和切实可行的工具来促进中小企业之间注塑模具设计的合作发展,进而满足当今全球市场对于模具设计的苛刻要求。
由于大部分人只是软件的初级用户,需要对软件进行更进一步的学习和应用。
本课题研究的是箱包锁具锁孔配件注射模设计,基于对箱包锁具锁孔配件注射模具的设计,应用CAD/CAE/CAM集成技术等一系列软件,以及所学模具设计专业知识来完成任务。
微注塑成型工艺研究现状及展望摘要:阐述了微注塑成型技术的工艺特点及其应用前景,分析总结了微注塑成型工艺的实验和模拟研究现状,展望了微注射成型的发展趋势。
关键词:微注塑成型;工艺参数;模拟分析Current Situation and Prospectof the process research in Micro Injection Molding Abstract:The paper elaborated the process characteristic and application trend of micro injection molding technology, then the present situation and research fields of experiment research and simulation analysis of process in micro injection molding were analyzed. The development direction and trend of micro injection molding were pointed out at last. Key words:Micro Injection Molding;Process Parameters;Simulation Analysis1 概述随着科学技术的进步,特别是微机电系统(MEMS)的发展,微注塑制品以其质量轻、体积小、抗腐蚀及绝缘性能好、尺寸一致性好、成型效率高等优点,在航空航天、精密仪器、生物与基因工程、医药工程、信息通讯、环境工程和军事等领域,得到了广泛的应用和发展[1]。
随着微塑件的应用领域不断拓展, 人们对其质量有了越来越高的要求, 获得其合理的工艺参数设置越来越迫切。
由于微塑件特征尺寸微小、模具型腔表体比较大、微小熔体具有的热量较小、微尺度效应影响熔体流动行为等原因,使得微注塑成型过程中工艺参数设置与传统注塑成型有所差别,若仍采用传统注塑成型过程时的常规设置,容易导致微注塑模具中型腔充填不足、翘曲、收缩、气穴等缺陷,从而影响塑件的质量。
模具的文献综述1.1模具的简介近年来,由于我国国民经济的高速、稳定的增长,促进了我国模具工业的迅速发展壮大,因此,模具设计与制造专业或者相关的材料成型与控制专业已经成为我国国内具有优势的热门专业之一。
在日常生活中我们的许多制品都是由模具来生产制造出来的,所以,越来越多的人开始从事模具行业的设计,因此,我国的模具设计水平有了进一步的提高和发展的空间。
随着国民经济的高速发展,市场对模具的需求量不断增长,模具工业快速发展,必然会带来模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。
而模具制造是整个链条中最基础的要素之一,模具制造技术现在已经逐渐的成为衡量一个国家产品制造水平的重要标志和发展程度的标志之一。
模具是用来成型物品的工具,这种工具有各种零件构成。
不同的模具是通过所成型材料物理状态的改变来实现,模具是由不同的零件所构成的。
它主要是通过所成型材料的物理状态改变来实现物品外形的加工。
在冲裁、成形冲压、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中,用以在外力作用下使坯料成为有特定形状和尺寸的制件的工具。
对于冲裁、成形冲压、模锻、冷模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离,即进行冲裁,用内腔形状可以使坯料获得相应的立体形状。
模具一般分为动模和定模两个部分,或着称为凸模和凹模两个部分,它们可分可合。
分开时装入坯料或取出制件,合拢时使制件与坯料分离或成形。
在冲裁、成形冲压、模锻、冷镦、压制和压塑过程中,分离或成形所需的外力通过模具施加在坯料上。
零件的构成形式是多样的,不同的模具由不同的零件构成。
模具在挤压、压铸和注塑过程中,外力则由气压、柱塞、冲头等,施加在坯料上,模具承受的是坯料的胀力。
毕业设计开题报告机械设计制造及其自动化关于鞋底注射模具驱动机构的文献综述1前言现代制造企业将是以信息技术为主线的多学科先进技术综合应用。
设计制造数据数字化、知识经验程序化、产品信息网络化(电子商务化)、制造资源社会化和信息标准化为驱动的信息源建设与实施,与网络技术、工程数据库、PDM、ERP 等构成实施先进制造模式的核心支持环境,并推动信息化制造工程的发展。
改革开放以来,通过技术引进和合资经营,我国的注塑模具和冲压模具技术有了长足的进步,少数单位在该模具技术领域采用了CAD、CAM、CAE技术和先进制造技术,显著地缩短了模具设计和制造周期。
提高了模具质量,实现了模具工作零件的互换,但是大多数企业仍然沿用传统的模具设计和制造方法,有些模具仍然依靠进口,这严重地影响了我国机电产品自主开发的能力和改型更新的速度。
模具设计是一项复杂的工作,它涉及到大量的表和结构图,要设计出符合要求的模具,除了要对模具知识有较深的掌握之外,还必须具备机械设计、材料、零件加工等多方面知识和技术。
为了减少模具设计对设计人员经验和专业(知识的依赖性,提高设计效率和可靠性。
设计人员能方便、快速、有效的设计出符合实际要求、性能稳定的模具成为可能。
同时,模具工业是国民经济的基础行业,应用计算机辅助设计的先进技术,是实现模具设计自动化的重要方法和手段,对提高国家工业水平和产品开发能力都有现实的意义。
2 模具驱动机构的现状随着塑料制品的广泛应用及其产量的迅猛增长,塑料机械已成为建材、包装、电子电气、汽车、石化、机械等行业的重要技术设备。
目前我国塑料机械工艺技术水平不高.直接影响到国产塑料机械的价格,平均售价只有欧美、日本等同家和地区产同类产品的1/4甚至1/6 当然,同产塑料机械品质与同外产品虽有差距.但无论质量还是技术并没有差到价格所反映的那种程度.关键是国产塑料机械的高端产品太少一与旧外相比.我周的产品主要集中在通用的中小型设备上.超精大型注塑机的生产能力还很弱。
塑料注射成型模具设计文献综述11021470125 毛辉武摘要:本文将对塑料注射成型模具进行综述,介绍了模具行业的发展状况,以及我们模具与国外存在的差距与我们塑料模具的发展趋势;介绍了塑料模具,以及计算机CAD辅助技术,逆向技术、热流道技术、微注射成型技术在塑料模具中的应用与塑料模具技术的发展。
关键词:模具塑料注射成型模具 CAD逆向技术Abstract:This article will carry on the summary to the PlasticInjection Molding Mold. Briefed the mold profession development condition, as well as our mold and overseas existence disparity and our plastic mold's trend of development. Introduced the plastic mold, as well as computer auxiliary technology, reversion technology, hot flow channel technology, micro injection molding technology in plastic mold's application and plastic mold technology development.Keywords: mold,plastic injection molding mold ,CAD ,reverse technology模具的历史模具的出现可以追溯到几千年前的陶器时代和青铜器铸造年代,但其大规模使用却是随着现代工业的掘起而发展起来的。
进入70年代向高速化、精密化、启动化、安全化发展的第二阶段。
在这个过程中不断涌现各种高效率、高寿命、高精度的多功能自动模具。
吉林化工学院文献综述订书机外壳注射模设计Injection Mold Design For The Shell Of Staple性质:□√毕业设计□毕业论文教学院:机电工程学院系别:机械电子系学生学号:11410521学生姓名:胡艾专业班级:机自 1105指导教师:孔繁星职称:讲师起止日期:2015.3.1~2015.3.28吉林化工学院Jilin Institute of Chemical Technology注塑模设计的知识构建及应用摘要:注塑模设计水平低、管理技术落后已成为制约我国模具行业进一步发展的瓶颈。
本文将知识管理的先进管理理念引入注塑模设计知识管理领域,提出了构建注塑模设计知识管理系统的思路。
本文同时简单介绍了基于几种软件的注塑模设计和应用。
关键词:注塑模;知识;磨具设计;应用1引言模具是各类产品的母体,是注塑、挤塑、冲压、铸造等各类工艺的重要成型部件。
目前采用模具制造的各类工业产品已广泛应用于机械、电子、医疗、航天、船舶、汽车等相关产业。
因此如何快速有效的设计模具,并对其成型工艺进行预判已经成为了模具设计制造的主要工作。
注塑模设计是注塑模制造中的关键。
一副结构合理的注塑模不仅能顺利地生产出高质量的塑件,还可以简化模具的加工过程和提高生产效率,从而降低生产成本并提高附加值。
同时,注塑成型还是一个复杂、影响因素众多、很难用精确理论模型进行描述的过程,属于弱理论强经验领域,设计经验是注塑模具方案确定与结构设计最重要的组成部分之一[1]。
在我国成为“世界加工中心”的大趋势下和模具行业本身多年的积累,我国的模具工业在经历了近十几年的大发展之后,逐步进入了战略调整期,模具工业的发展重新面临着机遇和挑战。
当前的模具行业中,中小型模具企业比重偏多,主要从事家电模具及中低档模具制造,产品样式雷同,设计制造水平低,利润空间急剧萎缩,已形成恶性竞争的态势;而在利润空间很大的大型注塑模尤其是汽车等大型精密复杂注塑模市场上,国内企业无论在数量还是产品质量上,都难与国外同类企业抗衡。
毕业设计开题报告机械设计制造及其自动化关于注射模具结构设计1前言1.1 CAD发展概况CAD即计算机辅助设计的英文简称(Computer Aided Design)。
计算机的应用,使得设计人员在设计过程中,能充分发挥计算机的强大算术逻辑运算功能、大容量信息存储与快速信息查找的能力,完成信息管理、数值计算、分析模拟、优化设计和绘图等项任务;而设计人员集中精力进行有效的创造性思维,从而更好地完成从设计方案的提出、评介、分析模拟与修改到具体设计实现的设计全过程.对于机械行业来讲,通用的CAD件是AutoCAD,但AutoCAD是一种通用的绘图软件,对机械行业针对性差,不过幸运的是,AutoCAD是个开放性软件,可以对它进行二次开发,如采用Autolisp,ADS,ARX甚至采用VB语言等,现今的高华CAD、天目CAD就是在该软件的基础上开发的机械专业CAD。
由于二次开发的深入,加强了参数化设计、智能化设计等,这样充分发挥了计算机的强大的搜索功能和运算功能。
在国外,塑料机械工业中大量使用CAD技术始于七十年代末期.首先是在模具(die and mould)设计和制造部门。
目前国外的模具CAD/CAM技术已经达到相当高的水平。
据前西德联邦贸易部在1981年的报导,西德25%的模具(机头)是采用CAD/CAM技术设计和生产的。
美国塑料行业的CAD/CAM 技术的发展也极为迅速,其CAD软件销售量以每年30%的增长率上升。
英国67%的塑料模具是用CAD技术设计的。
而我国塑料模具CAD仅仅处于开发使用初期,目前还是以软件引进为主[4]。
1.2 模具工业及鞋模制造概况作为工业生产基础工艺装备的模具,在国民经济中占有重要的地位,模具技术也已成为衡量一个国家产品制造水平的重要标志之一。
我国模具工业在政府十分重视及关怀下,并提出相应的优惠政策进行模具技术开发,在模具工业中大量采用先进技术和设备,努力提高模具设计和制造水平,取得显著的经济效益。
毕业论文文献综述机械设计制造及其自动化10ml一次性注射器外套注射模具及成型工艺设计成型一、背景与意义注塑模具是当今生产各种工业产品的重要设备,随着塑料行业的迅速发展,以及塑料制品在各领域的推广应用,塑料制品对模具的设计要求也越来越高,传统的模具设计方法已不能符合当今社会的要求. 与传统模具设计相比,计算机辅助工程(CAE)的技术无论在提高生产、保证产品质量,还是在降低成本和劳动强度方面,都有极大的优越性。
一次性注射器是注塑模具的主要一个体现,也是医疗机构中应用最为广泛的器械,是医护人员每天基本上必定会接触到的器材,我们很有必要对其历史知识作一些了解。
以前,医护人员会采用对体内直接用药的手段使药物快速被肌体吸收,但是由于条件的限制,必须先使用刀先在病人的身体表面划开口子,然后将装药的装置置于其内才能完成。
伴随着社会的发展,人类的文明程度提高,注射器的发展相应的也从15世纪开始进入了较为快速的发展时期,并经历了四个阶段。
第一阶段:15世纪到20世纪40年代,现代意义上的注射器的发明以及发展,出现了玻璃制的注射器;第二阶段:20世纪50年代到80年代,发明并且大量得制造一次性注射器;第三阶段:20世纪末至今,安全注射器的设计;第四阶段:注射器未来的发展趋势将会是发明发展大量的微型注射器技术,降低注射时的疼痛,提升药物治疗效果。
1955年,塑料首次被应用在注射器的设计中,全世界首个一次性塑料注射器问世,它不但降低了注射器的生产成本,而且使用起来更安全方便。
从此以后,塑料注射器不断地受人关注,不断出现新的、更安全的、性能更好的、更廉价的产品。
目前,无论是小型诊所或者大型医院,除了给患者开方立药予以内服外敷外,药液的静脉注射或肌肉注射无非是最快捷有效的,但是,药液要顺利的注入人体的表皮以内,需要依赖带有针头的注射器。
普通的一次性注射器由针筒、推杆、针头组成,针头插入人体的肌肉或皮下组织时,需要按住推杆往前推移,将针筒中的药液由针头注入人体。
注塑模具设计英文参考文献Injection molding is a widely used manufacturing process used to produce complex and precise components. The design of injection molding molds plays a crucial role in ensuring high-quality molded products. This article provides a review of the existing literature on injection molding mold design.The first key component of an injection mold is the cavity and core. The cavity is the space in which the plastic material is molded, while the core forms the internal shape of the product. The design of the cavity and core depends on the geometry and complexity of the molded part. Several strategies are used to ensure that the cavity and core align precisely, such as the use of locating rings and holes. The design of gating, venting, and runner also plays a crucial role in the mold design process. Gates are the entry points of the molten material into the mold, while the runner delivers the molten material to the cavity. The venting system ensures the escape of gases that are generated during the molding process and helps reduce defects such as air bubbles.The second critical component of injection molding mold design is the cooling system. The cooling system removes heat from the molten plastic and the mold to control the temperature of the molded product. The cooling channels are typically designed to follow the contour of the mold cavity and core and are positioned in such a way that they can cool the plastic material uniformly. Several studies have been conducted on the effect of cooling channel design on the quality of the molded part. For example, the use of conformal cooling channels, which are channels that follow the contour of the mold cavity, has been shown to reduce cycletime and improve part quality.The third critical component of injection molding mold design is the ejection system. The ejection system ejects the molded product from the mold after it has cooled and solidified. The design of the ejection system depends on the shape and geometry of the molded product, the location of the gate and runner, and the molding material. Several strategies are used to ensure that the ejection system operates smoothly, such as the use of ejector pins, the use of hydraulic ejection systems, and the use of air ejection systems.Finally, several simulation tools are used to optimize the mold design process. These tools can be used to predict the behavior of the plastic material during the injection molding process. Simulation tools can also be used to optimize the cooling system and reduce cycle time.In conclusion, injection molding mold design is a complex process that involves the design of the cavity and core, gating and venting, cooling system, and ejection system. These components must be designed to ensure that the molded product is of high quality and is produced efficiently. Several simulation tools are available to optimize the mold design process and reduce costs. The literature on injection molding mold design provides valuable insights into the design of molds for various applications.。
毕业设计开题报告机械设计制造及自动化注塑成型工艺及模具设计发展趋势1前言部分1.1模具工业的地位用模具生产的塑料制品(简称塑料)具有高精度、高复杂程度、高一致性、高生产率和低消耗等特点,因此广泛用于仪器、仪表、家用电器、汽车行业。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具价值的几十倍、上百倍。
模具技术已成为衡量一个国家产品制造水平高低的重要标志,决定着产品的质量、效益和新产品的开发能力。
美国工业界认为“模具工业是美国工业的基石”,日本则称“模具是促进社会繁荣富裕的动力”。
[1]1.2我国模具现状分析整体来看,中国塑料模具无论是在数量上,还是在质量、技术和能力方面都有了很大进步,但与国民经济发展的需求、世界先进水平相比,差距人很大。
一些大型、精密、复杂、长寿命的中高档塑料模具每年人需要大量进口。
在总量供不应求的同时,一些低档塑料模具却供过于求,市场竞争激烈,还有一些技术含量不太高的中档塑料模具也具有供过于求的趋势。
[2]中国模具塑料行业和国外先进水平相比,主要存在以下问题:[1]发展不平衡,产品总体水平较低。
生产方式和企业管理等的总体水平与国外工业发达国家相比尚有10年以上的差距。
[2]工艺装备落后,组织协调能力差。
[3]大多数企业开发能力弱,创新能力明显不足。
[4]供需矛盾短期难以缓解。
[5]体制和人才问题的解决尚需时日。
在信息化代工工业发展的今天,我们既要看到成绩,又要重视落后,要抓住机遇,采取措施,在经济全球化趋向日渐加速的情况下,尽快提高塑料模具水平,融入到国际市场中去,以促进中国模具行业的快速发展。
[2]2主题部分2.1塑料成型方法2.1.1塑料概念塑料为合成的高分子化合物{聚合物(polymer)},又可称为高分子或巨分子(macromolecules),也是一般俗称的塑料(plastics)或树脂(resin),可以自由改变形体样式。
是利用单体原料以合成或缩合反应聚合而成的材料,由合成树脂及填料、增塑剂、稳定剂、润滑剂、色料等添加剂组成的。
第九章注射模导向定位系统
9-1概念:注射模中保证活动零件按照既定的轨迹运动的结构,叫导向系统;保证前后模之间及各活动零件之间相对位置精度的结构叫定位系统。
见图.
9-2 必要性:
1、前后模要反复开合;
2、模具精度要求高;
3、生产过程中承受高压;
4、生产过程中承受高温;
5、模具寿命要求高。
9-3 分类:
1.导柱导套
2.锥面定位机构
3.侧向抽芯机构的导向定位机构。
9-4 作用:
1、导向;
2、定位;
3、承受侧向压力;
4、支承模具重量。
9-5 导柱导套
1、分类:边钉G.P.,水口边S.P.,
中托边E.G.P.。
2、导柱导套的设计:
1)形状。
2)材料及热处理:
3)公差与配合:
➢导柱的固定H7/k6,
➢导柱与导套的配合为H7/f7。
3.中托边(E.G.P.):
1)应用场合:
(1)有司筒;(2)唧嘴偏心;
(3)小于2mm的顶针较多;(4)顶针一边多一边少。
2) 大小和数量设计:
(1)对4040以下模架采用2支中托边,直径等于回针直径或比回针直径大5mm;
(2)对4040以上模架采用4支中托边,直径等于回针直径.
. 3) 位置:见下图 在导向定位系统
设计过程中需要自己考虑的设计有:边锁、管位、中托边。
(注:论文素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注。
)。
嘉兴学院南湖学院毕业设计(论文)文献综述题目:鼠标底座注塑模设计专业:机械制造班级:机械N072姓名:郑科1。
前言部分模具是制造业中用量最大、影响面广的工具产品,工业产品的零件粗加工的75%、精加工的50%及塑料零件的90%由模具来完成.随着钢铁时代向聚合物时代过渡,工业及生活中使用的工程塑料、橡胶己远远超过钢铁,聚合物必须用模具成型,没有高水平的模具就没有高质量的产品:另一方面,随着产品更新换代速度加快,模具成为新产品开发的关键]1[。
我国注射模成型工艺发展了近50年,但是由于塑料制品的多样性、复杂性和工程技术人员经验的局限性,长期以来,工程技术人员很难精确地设置制品最合理的加工参数,选择合适的塑料材料和确定最优的工艺方案。
传统模具开发流程为概念设计一产品设计~模具设计一模具制造~设置工艺参数~试模一生产.]2[传统方法在开始大规模生产前由于仅凭经验设计模具,模具装配完毕后,通常需要儿次试模,发现问题后,不仅要工艺师重新设置工艺参数,甚至还要设计师调整塑料制品和模具设计方案,修改模具。
重复各个步骤增加了生产成本,影响模具质量,同时延长了制品生产时间.实践证明,利用先进的计算机技术,采用模具CAD/CAE/CAM技术是提高模具产品的设计质量、缩短模具的设计、制造周期,提高塑料制品的质量及性能的重要途径之一。
计算机辅助设计(CAD)指工程技术人员在人和计算机组成的系统中以计算机为辅助工具,完成产品的设计、分析、绘图等工作,一般包括零件设计、装配设计、复杂曲面设计、图样绘制等。
计算机辅助制造(CAM)指NC程序编制、包括刀具路径规划、刀位文件生成、刀具轨迹仿真及NC代码的生成等。
注射模计算机辅助工程(CAE)技术是利用塑料加工流变学、传热学、数值计算方法和计算机图形学等理论,对注射模浇口及流道的配置和尺寸、冷却管道的尺寸、布置及联接方式、塑料熔体在模具中的流动、充填、冷却情况等进行定量分析和模拟。
我国的模具行业是应用CAD/CAM较早的一个领域,但就整个行业而言,至今具有较完备集成环境的企业较少.目前在该行业具有代表性的是在设计、制造及管理等部门部分或单独采用了CAD, CAM等技术。
毕业设计开题报告机械设计制造及其自动化关于注射模具结构设计1前言1.1 CAD发展概况CAD即计算机辅助设计的英文简称(Computer Aided Design)。
计算机的应用,使得设计人员在设计过程中,能充分发挥计算机的强大算术逻辑运算功能、大容量信息存储与快速信息查找的能力,完成信息管理、数值计算、分析模拟、优化设计和绘图等项任务;而设计人员集中精力进行有效的创造性思维,从而更好地完成从设计方案的提出、评介、分析模拟与修改到具体设计实现的设计全过程.对于机械行业来讲,通用的CAD件是AutoCAD,但AutoCAD是一种通用的绘图软件,对机械行业针对性差,不过幸运的是,AutoCAD是个开放性软件,可以对它进行二次开发,如采用Autolisp,ADS,ARX甚至采用VB语言等,现今的高华CAD、天目CAD就是在该软件的基础上开发的机械专业CAD。
由于二次开发的深入,加强了参数化设计、智能化设计等,这样充分发挥了计算机的强大的搜索功能和运算功能。
在国外,塑料机械工业中大量使用CAD技术始于七十年代末期.首先是在模具(die and mould)设计和制造部门。
目前国外的模具CAD/CAM技术已经达到相当高的水平。
据前西德联邦贸易部在1981年的报导,西德25%的模具(机头)是采用CAD/CAM技术设计和生产的。
美国塑料行业的CAD/CAM 技术的发展也极为迅速,其CAD软件销售量以每年30%的增长率上升。
英国67%的塑料模具是用CAD技术设计的。
而我国塑料模具CAD仅仅处于开发使用初期,目前还是以软件引进为主[4]。
1.2 模具工业及鞋模制造概况作为工业生产基础工艺装备的模具,在国民经济中占有重要的地位,模具技术也已成为衡量一个国家产品制造水平的重要标志之一。
我国模具工业在政府十分重视及关怀下,并提出相应的优惠政策进行模具技术开发,在模具工业中大量采用先进技术和设备,努力提高模具设计和制造水平,取得显著的经济效益。
另外,从资料获悉,目前,美国、日本、德国等发达国家的模具总产值都已超过机床总产值。
模具技术的进步极大地促进了工业产品的生产发展,模具是“效益放大器”,用模具生产最终产品的价值将超过自身价格的几十倍乃至百倍及上千倍。
据各国报导,模具工业在欧美等工业发达国家被称之“点铁成金”的“磁力工业”,如今世界模具工业的发展速度超过了新兴的电子工业,已实现了模具专业化、标准化和商业化,因而深受赞誉。
美国工业界认为“模具工业是美国工业的基石”,日本称模具工业为“进入富裕社会的原动力”。
在德国,被冠之以“金属加工业中的帝王”之称号,而欧盟一些国家称“模具就是黄金”,新加坡政府则把模具工业作为“磁力工业”,中国模具权威经理称为“模具是印钞机”。
可见模具工业在世界各国经济发展中具有重要的显著地位。
模具技术已成为衡量一个国家产品制造水平的重要标志之一。
鞋楦是制鞋的模具,也是鞋样设计的基础。
鞋的款式翻新,造型美观与否及穿着舒适性都直接依赖于鞋楦。
随着人们生活水平的提高,对鞋各方面的要求也不断提高,因而对鞋楦设计与制造提出了更高的要求。
鞋类生产属劳动密集型产业,是关系到人民群众日常生活的重要产业。
据统计,全国由轻、化工部归口的制鞋企业有1990家,年产量在10亿双左右,数量相当可观,扩大鞋类出口具有广阔的前景。
模具是确保胶鞋质量,提高劳动生产效率的重要配套设备。
以前国内的二次硫化鞋鞋模基本上还是采用手工方式刻制,或是从国外引进现成模具。
自1985年起,潜心研究应用计算机辅助手段解决胶鞋模具的国产化问题,终于取得了具有实用价值的成果[5]。
2注塑模具技术发展现状2.1 注塑模三维成型零件的生成研究2.1.1 设计过程注塑模的成型零件包括型芯、型腔和成型杆,型腔用以形成制品的外表面,型芯用以形成制品的内表面,成型杆用以形成制品的局部细节[6]。
成型零件的设计思想是:用定义的分型面切割包围经过尺寸转换的塑料制品的虚拟型腔,得到模具的型芯和型腔。
设计过程如下:1.载入塑料制品;2.对制品进行尺寸变换, 即放收缩率;3.如果需要多型腔, 排列塑料制品;4.生成包围塑料制品的长方体, 并确定分型方向;5.把长方体和塑料制品作布尔减运算得到虚拟型腔;6.如果需要成型杆, 首先设计成型杆;7.定义分型面;8.用分型面切割虚拟型腔得到型芯、型腔。
2.1.2 关键技术的实施从上面的设计过程可以看出, 在注塑模的设计过程中, 包括了以下的设计信息: 实体信息( 如塑料制品、分型面等) 、精度信息( 如塑料收缩率) 和辅助信息( 如分型方向) 。
运用基于特征的方法, 可以有效地管理设计的进程[7]。
对注塑模式成型零件设计过程中的特征分类如下:2.2 鞋楦三维扫描精度影响因素研究在计算机辅助鞋靴三维款式设计系统中,关键技术之一是鞋楦物理模型的输人与编辑,即通过三维扫描的方式得到鞋楦三维数据模型并进行编辑、展平等处理,为后续鞋靴三维款式造型及二维样版设计提供准确的鞋楦数据模型。
目前,较为先进的方法是采用非接触式的光学测量方法,其优点在于快速、全面反映被测对象的实际,因而得到了一定的应用,但由于其硬件价格昂贵从而在鞋楦扫描中受到一定限制。
英国Delcam PS—Shoemaker制鞋软件提供了鞋楦工程Last Engineering模块,结合Miero Scribe接触式三维扫描仪进行鞋楦三维数据的输入,并可进行鞋楦编辑及展平处理等工作。
其扫描方法及过程较为简便,只需掌握一定的技巧即可得到满足后续设计要求的鞋楦数据模型[8]。
实现鞋楦物理模型三维扫描的主要过程包括:①选择鞋楦并在其表面绘制网格线;②夹持鞋楦,进入扫描程序并设定扫描参数;③依次逐点扫描各网格交点得到鞋楦三维数据模型;④鞋楦编辑及展平处理;⑤三维数据保存与输出。
在鞋楦三维扫描过程中,楦面网格线走势、鞋楦肉体特征、网格线分段数目和扫描误差等四项因素对鞋楦扫描精度影响较大。
实践中应仔细分析鞋楦肉体特征分布,合理绘制网格线并确定分段数目,减少扫描误差,才能有效提高鞋楦三维扫描精度。
2.3 鞋楦底部棱边提取与底面展平在制鞋工艺中棱边十分重要,直接影响到制鞋的质量。
随着鞋楦CAD/CAM 技术的发展,有效、快速提取鞋楦棱边信息对于鞋楦CAD/CAM具有重要意义。
在鞋楦数字化过程中,棱边上的采样点称为尖点,也称为拐点。
一系列的尖点构成了棱边。
许多文献提出了识别尖点的方法。
张文景等人提出了通过在尖点的支撑区域定义曲率角,并根据曲率角及曲率的符号,采用模板匹配技术及附加抑制条件识别出尖点的方法.彭志牛等人用圆弧逼近的方法求解曲率半径,对曲率半径设公差带,从而识别出尖点。
刘冬等在极坐标系中求解曲率,设立曲率阈值。
识别出鞋楦尖点。
以上的方法是通过求解曲率或曲率半径而识别尖点。
从鞋楦三维面形光电自动测量系统获取的鞋楦三维数据点模型出发,提出了一种基于二阶差分的尖点识别方法,进而获得了鞋楦底部棱边的信息,并在此基础上给出了展平鞋楦底面的方法,得到了鞋楦底面的展平图。
手工复楦方法和面积计算方法均表明楦底棱边提取具有较高精度[9]。
2.4 转盘及其驱动装置转盘是安装模具并实现转位的工作装置。
转盘分上下两层以支柱连接。
上部安装铝楦模及其升降机构;下部安装边模、底模及锁模机构以及和这个机构相联系的液压阀、管路、电器设备等。
转盘及其上面所安装的模具按照每个工位的加工工艺要求,有节奏地间歇性旋转运动。
每转过一个工位停转的时候,注射头自动推进,对准模具的注射孔开始注射其它的工位有的是硫化过程(指注胶),或冷却过程(指注塑),有的在装卸制品(即脱鞋或套鞋)。
能实现转盘步进运动的机构比较多,如槽轮机构、棘轮机构、液压驱动机构等。
转盘的推进机构和注射头推进机构配合动作的程序如下:(1) 定位缸的射销拔出;(2) 转盘推进缸推动,牵引圈空转到另一工位;(3) 定位缸射销射入定位孔;(4) 转盘推进缸缩回,牵引圈推动转盘作一个工位行程;(5) 注射头推进缸推进(注射);(6) 注射头推进缸后退(完成一个工作循环)。
按照以上六个程序循环动作,可完成电器控制系统的设计。
2.5 模具及其开、合模装置模具型腔决定产品形状,注射成型机用的模具主要由边模、楦模和底模组成,注射孔的位置大部分安排在后跟,个别产品也有安排在边模侧面的,立式注射机的模具是底朝上由上向下注射。
模具按照产品的样式设计,模具如何安装应考虑以下几点:(1) 安装的位置和连接的方法。
(2) 模具与锁模机构、升降机构的联系。
(3) 模具与液压系统(或气动系统)的联图(4) 按照注射材料考虑加热或冷却系统线路和管路的联系。
(5) 模具与电器控制系统的联系。
(6) 模具的安装、拆卸及校对的方法。
(7) 工作时清理模具内残渣的措施。
开、合模具装置是保证模具可靠地闭合、开启并取出制品的机构,要求其动作迅速、准确、安全,提供足够的合模力。
一个完善的模具开、合模装置,应具备以下三个基本条件:(1) 足够的锁模力,使模具在熔料压力(即模腔压力)作用下,不致有开缝现象发生。
(2) 足够的模板面积、模板行程和模板间的开距,以适应不同外形尺寸的制品的成型要求。
(3) 模板的运行速度应是合模时先快后慢,开模时慢—快—慢,以防止模具的碰撞,实现制品的平稳顶出并提高生产能力。
2.6 数控加工对于模具的数控加工,根据其制造特点和工艺要求,通常上、下模的数控加工分两次进行。
第一次数控加工是对模具型面以外的结构构造面的数控加工,如模座的安全平面、导柱、导套平面、镶块安装面、弹簧窝孔、导板安装平面及各功能凸台面等的数控加工。
这部分数控加工主要靠数控操作者根据二维图样提供的信息进行加工。
加工效率主要与操作者的熟练程度及理解图样的能力相关。
一般节约不出太多的时间。
第二次数控加工主要是对成形部分进行的曲面加工,这部分主要靠编程人员的工作完成。
这部分也是整个模具加工的主要部分,同时也是体现加工效率和模具质量的部分。
提高程序本身的及时性、可靠性和高效性是提高数控加工效率的重中之重。
及时性是指编程工程师在接到任务后,及时地消化图样与数模并建立数控加工模型,及时进行刀具路径的编制并生成加工程序;可靠性是指加工程序能够保证加工过程中不出现过切、撞刀、机床非机械性故障报警等现象;高效性是指合理编排加工工艺路线、减少装夹次数、合理使用加工策略、编制合理的刀具路径。
根据不同机床、不同模具材料使用不同的加工方法、切削参数和切削刀具等[10]。
3总结作为工业生产基础工艺装备的模具,在国民经济中占有重要的地位,而注射成型在整个制造业的生产中更是十分的重要。
据估计,注射成型的制品约占所有模具塑料制品总产量的三分之一,注射模约占塑料成型模具数量的二分之一以上。
注塑模具在模具工业中的重要性显而易见。