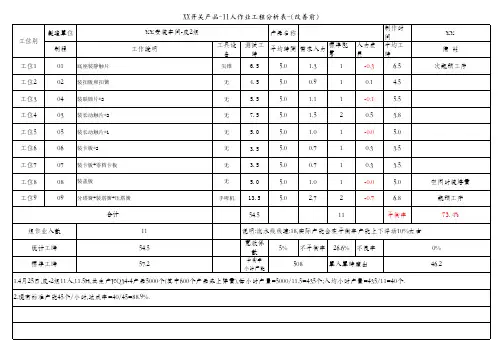
16.8 17.6 16.3 17.9 17.5 15.7 18.8 15.3 22.4 15.1 18.6 15.2
15.3 18.2 16.3
生产线:5线 TOTAL ST: 644 瓶颈时间: 22.4 平衡率=TST/(瓶颈时间*人数)*100%= 68.56% 理论小时最大产量: 161 工位名称 人数 2 1 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ST ST/ ST/人 10.6 19.9 15.9 21.1 15.1 19.4 17.6 17.4 15.6 15.7 17.6 16.8 10.1 12.4 16.8 17.6 16.3 17.9 17.5 15.7 18.8 15.3 11.4 22.4 15.1 18.6 15.2 14.4 11.8 15.3 14.4 18.2 16.3 11.0 11.7 14.6 9.0 11.5 10.3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
直接人数: 42 个人效率: 3.42
11 14 17
5
8
紧固上盘保险丝,扎线,下盘温控器插线 紧固下盘保险丝,插下盘温控器与发热管导 线 中检 拆底座,贴控制面板 装按键胶与显示板 紧固显示板,调试按键 底座穿线与电源板插导线 底座穿线 紧固底座 夹地线闭端与放电源线 夹零线闭端,棕线闭端 夹火线闭端,贴一接地符号 套胶套,开关插线安装到位 紧固电源线 贴接地符号,检查闭端 底座盖板盖印,贴条码,紧固两颗螺钉 紧固显示板盖板螺钉 紧固挡板 紧固提手组件 固定架与提手紧固 耐压检测,安装提手盖板胶垫 干烧老化检测热态功率 贴合格证与铭牌,拔电源线,产品入冷却线 上盖贴贴纸,检测绝缘,转产品 功率检测 安装储油盒,清洁外观 终检 放下盘隔纸,电源线套袋与产品套袋 放下泡,彩箱贴条码