需热处理管道说明 (1)
- 格式:doc
- 大小:19.50 KB
- 文档页数:1
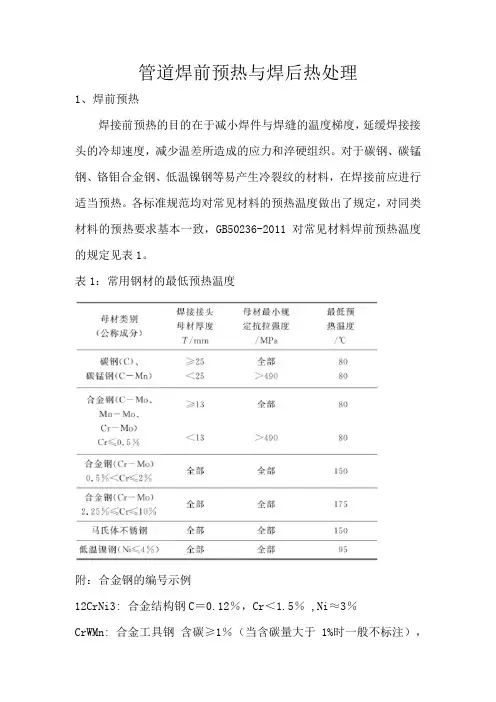
管道焊前预热与焊后热处理1、焊前预热焊接前预热的目的在于减小焊件与焊缝的温度梯度,延缓焊接接头的冷却速度,减少温差所造成的应力和淬硬组织。
对于碳钢、碳锰钢、铬钼合金钢、低温镍钢等易产生冷裂纹的材料,在焊接前应进行适当预热。
各标准规范均对常见材料的预热温度做出了规定,对同类材料的预热要求基本一致,GB50236-2011对常见材料焊前预热温度的规定见表1。
表1:常用钢材的最低预热温度附:合金钢的编号示例12CrNi3: 合金结构钢C=0.12%,Cr<1.5% ,Ni≈3%CrWMn: 合金工具钢含碳≥1%(当含碳量大于1%时一般不标注),含Cr、 W、 Mn均小于 1.5%40CrNiMoA: 高级优质合金结构钢C≈0.4%,Cr、 Ni、 Mo均小于1.5%预热范围一般为焊缝两侧各不小于壁厚的5倍,且不少于100 mm。
对于无预热要求的钢种,当焊接环境温度低于0 ℃或焊件温度低于-18 ℃时,应对焊件进行预热,预热温度不应低于15 ℃。
预热应在坡口两侧均匀进行,防止局部过热,加热区以外100 mm范围应予以保温。
2、焊后热处理焊后热处理的目的主要有两方面,一是进一步释放焊缝金属中的有害气体,尤其是氢,防止延迟裂纹的发生。
二是适当减缓焊接接头残余应力,防止冷裂纹或者再热裂纹的发生。
通过焊后热处理可以松弛焊接残余应力,软化淬硬区,改善组织,减少含氢量,从而降低焊接接头的延迟裂纹倾向。
热处理温度和保温时间是焊后热处理的关键参数。
焊后热处理的温度过高,或者保温时间过长,会使焊缝金属结晶粗化,碳化物聚集,造成力学性能、蠕变强度等下降。
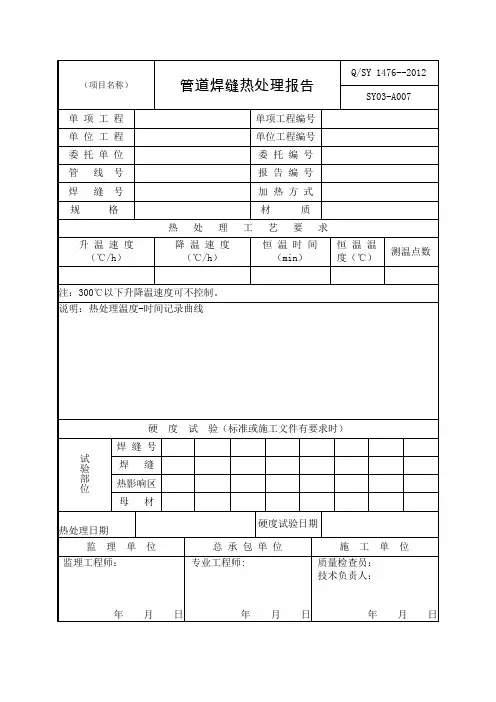
各标准规范中均对焊后热处理的温度、恒温时间、最短恒温时间,以及热处理后焊缝及热影响区的布氏硬度等参数做出了规定。
表2为SH3501-2011对环焊缝焊后热处理的基本要求。
表2:常用钢材焊接接头热处理基本要求焊后热处理的加热范围为焊缝两侧各不少于焊缝宽度的3倍,且不少于25 mm,加热范围以外100 mm区域应予以保温,且热处理时管道两端应封闭。
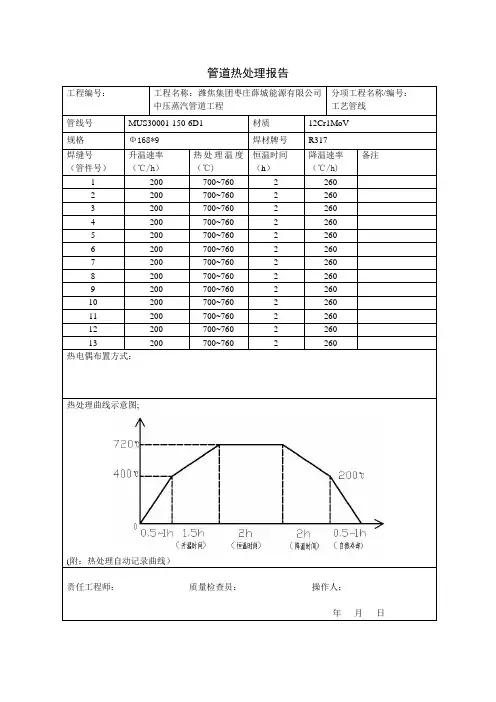
工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注1 200 700~7602 2602 200 700~760 2 2603 200 700~760 2 2604 200 700~760 2 2605 200 700~760 2 2606 200 700~760 2 2607 200 700~760 2 2608 200 700~760 2 2609 200 700~760 2 26010 200 700~760 2 26011 200 700~760 2 26012 200 700~760 2 26013 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注1 200 700~7602 2602 200 700~760 2 2603 200 700~760 2 2604 200 700~760 2 2605 200 700~760 2 2606 200 700~760 2 2607 200 700~760 2 2608 200 700~760 2 2609 200 700~760 2 26010 200 700~760 2 26011 200 700~760 2 26012 200 700~760 2 26013 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注14 200 700~760 2 26015 200 700~760 2 26016 200 700~760 2 26017 200 700~760 2 26018 200 700~760 2 26019 200 700~760 2 26020 200 700~760 2 26021 200 700~760 2 26022 200 700~760 2 26023 200 700~760 2 26024 200 700~760 2 26025 200 700~760 2 26026 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注27 200 700~760 2 26028 200 700~760 2 26029 200 700~760 2 26030 200 700~760 2 26031 200 700~760 2 26032 200 700~760 2 26033 200 700~760 2 26034 200 700~760 2 26035 200 700~760 2 26036 200 700~760 2 26037 200 700~760 2 26038 200 700~760 2 26039 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注40 200 700~760 2 26041 200 700~760 2 26042 200 700~760 2 26043 200 700~760 2 26044 200 700~760 2 26045 200 700~760 2 26046 200 700~760 2 26047 200 700~760 2 26048 200 700~760 2 26049 200 700~760 2 26040 200 700~760 2 26051 200 700~760 2 26052 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注53 200 700~760 2 26054 200 700~760 2 26055 200 700~760 2 26056 200 700~760 2 26057 200 700~760 2 26058 200 700~760 2 26059 200 700~760 2 26060 200 700~760 2 26061 200 700~760 2 26062 200 700~760 2 26063 200 700~760 2 26064 200 700~760 2 26065 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注66 200 700~760 2 26067 200 700~760 2 26068 200 700~760 2 26069 200 700~760 2 26070 200 700~760 2 26071 200 700~760 2 26072 200 700~760 2 26073 200 700~760 2 26074 200 700~760 2 26075 200 700~760 2 26076 200 700~760 2 26077 200 700~760 2 26078 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注79 200 700~760 2 26080 200 700~760 2 26081 200 700~760 2 26082 200 700~760 2 26083 200 700~760 2 26084 200 700~760 2 26085 200 700~760 2 26086 200 700~760 2 26087 200 700~760 2 26088 200 700~760 2 26089 200 700~760 2 26090 200 700~760 2 26091 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注92 200 700~760 2 26093 200 700~760 2 26094 200 700~760 2 26095 200 700~760 2 26096 200 700~760 2 26097 200 700~760 2 26098 200 700~760 2 26099 200 700~760 2 260100 200 700~760 2 260101 200 700~760 2 260102 200 700~760 2 260103 200 700~760 2 260104 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注105 200 700~760 2 260106 200 700~760 2 260107 200 700~760 2 260108 200 700~760 2 260109 200 700~760 2 260110 200 700~760 2 260111 200 700~760 2 260112 200 700~760 2 260113 200 700~760 2 260114 200 700~760 2 260115 200 700~760 2 260116 200 700~760 2 260117 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注118 200 700~760 2 260119 200 700~760 2 260120 200 700~760 2 260121 200 700~760 2 260122 200 700~760 2 260123 200 700~760 2 260124 200 700~760 2 260125 200 700~760 2 260126 200 700~760 2 260127 200 700~760 2 260128 200 700~760 2 260129 200 700~760 2 260130 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注131 200 700~760 2 260132 200 700~760 2 260133 200 700~760 2 260134 200 700~760 2 260135 200 700~760 2 260136 200 700~760 2 260137 200 700~760 2 260138 200 700~760 2 260139 200 700~760 2 260140 200 700~760 2 260141 200 700~760 2 260142 200 700~760 2 260143 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日工程编号:工程名称:潍焦集团枣庄薛城能源有限公司中压蒸汽管道工程分项工程名称/编号:工艺管线管线号MUS30001-150-6D1 材质12Cr1MoV 规格Ф168*9焊材牌号R317焊缝号(管件号)升温速率(℃/h)热处理温度(℃)恒温时间(h)降温速率(℃/h)备注144 200 700~760 2 260145 200 700~760 2 260146 200 700~760 2 260147 200 700~760 2 260148 200 700~760 2 260热电偶布置方式:热处理曲线示意图;(附:热处理自动记录曲线)责任工程师:质量检查员:操作人:年月日。
管线热处理施工方案一、工程概况................................................................................. 2.. .二、编制依据................................................................................. 2.. .三、热处理参数................................................................................. 2.. .四、热处理一般要求................................................................................. 3.. .五、热处理过程控制................................................................................. 4.. .六、热处理检验................................................................................. 5.. .七、焊后返修................................................................................. 6.. .八、安全措施................................................................................. 6.. .九、主要主要资源需求计划........................................................ 7..十、主要施工机具及措施用料...................................................... 7..、工程概况xxxxxxxxxxXX 氢装置,建在盘锦北沥厂区内。
目录1 工程概况 (2)1.1工程简介 (2)1.2主要工程量 (2)2 编制依据 (2)3 组织机构 (2)4 项目管理目标 (2)5 主要施工程序 (2)5.1施工程序 (2)5.2管道焊缝热处理 (4)5.3热处理检验 (6)6 施工劳动力及主要工机具使用计划 (6)6.1施工劳动力计划 (6)6.2主要机械材料使用计划 (7)7 质量保证及控制措施 (7)7.1质量组织体系 (7)7.2质量保证措施 (7)7.3质量控制点 (8)8 现场安全文明施工保证措施 (8)8.1安全文明组织机构 (8)13.2安全保证措施 (8)工作危险性分析(JHA)报告 (10)附件一热处理工艺卡 (11)附件二焊接接头热处理统计表 (11)附件三热处理工程量 (11)1 工程概况1.1 工程简介1.2 主要工程量2 编制依据HGS2007-073 组织机构4 项目管理目标5 主要施工程序5.1 施工程序5.2管道焊缝热处理5.2.1施工准备1、根据设计图纸、焊接工艺卡、热处理工艺卡提前准备热处理所需设备及材料。
2、进行热处理的热处理工应培训合格具有相应的资质,人员资质应在有效期内,并经报验合格。
3、所有热处理设备应校验合格,并应在校验合格期内,经报验合格后方可使用。
4、技术交底。
由施工员对施工班组进行施工技术交底,交清工程内容、工程量、施工方案、关键技术、技术难点、特殊工艺要求、安全措施、质量标准、工序交接要求及其它注意事项等内容。
5、对施工现场进行实地勘察,让施工人员掌握并熟悉施工场地。
5.2.2 施工要求本工程项目中管道等级为C4D的碱液(CL)管线,以及C4E的管线焊接后需要热处理,管线材质均为20#。
1、热处理应在无损检测合格后进行。
2、热处理的范围及工艺按表5-1的规定进行。
3、在热处理施工流程中应遵循下列原则:(1) 热处理采取电加热法,加热范围内焊缝两侧各不少于焊缝宽度的三倍,且不少于25mm。
管道热处理方案集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)修改码:A 发放编号:有效期:2013-03-01~2013-12-01印数:持有人:编制:审核:批准:目录一、编制依据1.《工业金属管道施工及验收规范》 GB50235-20102. 《现场设备、工艺管道焊接工程施工及验收规范》GB50236-20113.《现场设备、工业管道焊接工程施工质量验收规范》 GB50683-2011 4.《石油化工剧毒、可燃介质管道工程施工及验收规范》 SH3501-20115.《石油化工钢制管道工程施工工艺标准》 SH/T3517-20016.《石油化工设备和管道涂料防腐蚀技术规范》 SH/T3022-20117.《石油化工设备管道钢结构表面色和标志规定》 SH3043-20038.《石油化工工艺装置布置设计规范》 SH3011-20119.《扬子炼油质量管理程序》10.《石油化工金属管道工程施工及验收技术条件》 40BJ019-201111.《石油化工建设工程项目施工过程技术文件规定》 SH/T3543-200712.《工程建设交工技术文件规定》 SH3503-2007二、工程名称及概况1.工程特点XXXX装置为操作压力大,壁厚等级高,材质种类多,介质腐蚀强,物料大部分为易燃、易爆,工程施工空间有限,高空作业多,造成管道热处理施工难度大。
本方案是为管道热处理这一特殊过程而特别编制的。
2.方案适用范围本方案仅适用于XXXX裂化装置中根据设计文件规定的热处理管线,其中包含TP321材质不锈钢管线、cr mo合金钢管线、加热炉炉管管线、高温高压碳钢管线,以及介质腐蚀性高的中低压管线。
4.管道热处理工程量热处理管道共9621米,其中20#管道6417米,15CrMo管道796米,TP321管道853米,P11管线180米,A106B管线2414米,06Cr19Ni10管线30米,TP347管线500米,焊口数量14101道,共计DB 49771.5。
碳钢管道焊接及热处理工艺要求最终版碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚≤4mm时,采用钨极氩弧焊,管道壁厚>4mm时,采用氩电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100~200℃,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0℃时,在始焊处100mm范围内应预热到15℃以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略高于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛剌、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19~29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚≥30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600~650℃。
3、热处理工艺参数升温过程中对300℃以下可不控制;升温至300℃后,升温速度应按5125/δ℃/h计算,且不应大于 220℃/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2~2.5min,且不得少于30min。
恒温时各测点的温度均应在热处理温度规定范围内,且任意两点温差不得大于50℃;恒温后的冷却速度应按6500/δ℃/h计算,且不大于260℃/h;300℃以下自然冷却。
4、热处理范围焊后热处理时,以焊缝中心为基准,每侧在焊缝宽度的3倍以上,且不小于25mm,加热范围以外的100mm范围内应予以保温,且管道端口应封闭。
一、概况1.编制依据1」GB50236-98《现场设备工业管道焊接工程施工及验收规范》2.适用范围2」本方案适用于碳素钢(含碳量W0.35%),普通低合金钢和耐热钢的手工电弧焊、手工磚极氮弧焊、氧-乙烘焊和埋弧自动焊等焊接接头的热处理。
2.2对于其它材料和焊接方法,当无设计要求时,也可参照本方案及有关标准要求执行。
3.热处理设备3」TCS-240-1212型微机温度控制箱。
3.2TCS-360-1224型微机温度控制箱。
3.3LKW-B-90KW热处理温度控制箱3.3LCD型履带式加热器3.4LCD型绳式加热器4.热处理目的热处理是为了消除焊接接头的残余应力,改善焊接接头和热影响区的组织和性能,达到降低硬度,提高塑性和韧性的LI的,进一步释放焊缝中的有害气体,防止焊缝的氢脆和裂纹的产生。
二、热处理方法及工艺规范1、热处理方法采用现场电加热方法进行热处理:用履带式或绳式加热片对焊口进行电加热,用硅酸铝针刺毯进行保温,用计算机自动温度控制系统进行温度控制,采用自动温度记录仪进行温度精确记录。
2、热处理工艺规范2」按照DLVT819-2002《火力发电厂焊接热处理技术规程》的规定,升、降温速度应按下述原则控制:a)对承压管道和受压元件,焊后热处理升、降温速度为6250/ 8 (单位为°C/h,其中§为焊件厚度mm)且不大于300°C/ho降温时,300°C/h以下可不控制。
b)对主管与接管的焊件(如管座),应按主管的壁厚计算焊接热处理的升、降温速度;对返修焊件其恒温时间按焊件的名义厚度计算,计算方法见表一。
2.2常用钢的焊后热处理温度与恒温时间(见表一)。
表一:常用钢的焊后热处理温度与时间2.3 根据工艺要求制定如下热处理工艺参数(见表二)和工艺曲线(见图一):2.3.1热处理工艺参数。
表二:热处理工艺参数表2.3.2热处理工艺曲线三、热处理现场工艺措施3.1加热方法及有关规定3.1.1对承压管道及其返修焊件的加热,宜釆用整圈加热的方法,加热宽度从焊缝中心算起,每侧不小于管子壁卑的3倍,且不小于60mmo同时应采取措施降低周向和径向的温差。
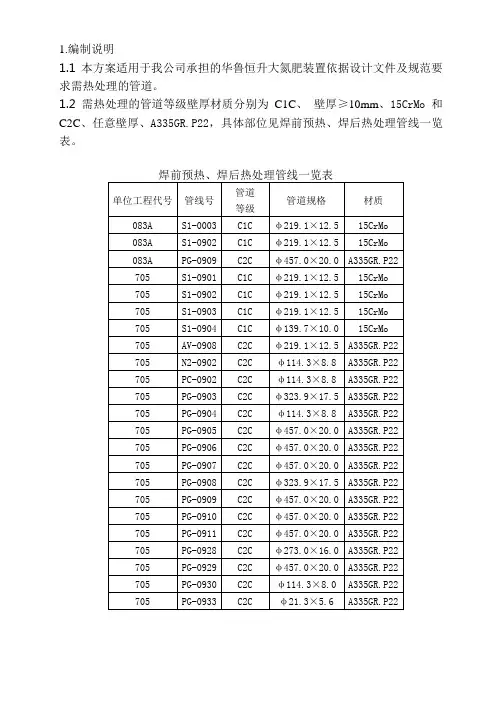
1.编制说明1.1本方案适用于我公司承担的华鲁恒升大氮肥装置依据设计文件及规范要求需热处理的管道。
1.2需热处理的管道等级壁厚材质分别为C1C、壁厚≥10mm、15CrMo和C2C、任意壁厚、A335GR.P22,具体部位见焊前预热、焊后热处理管线一览表。
1.3管道安装执行本工程《工艺管道安装施工方案》1.4管道焊接执行本工程《工艺管道焊接工艺指导书》(WPS)2.编制依据2.1《现场设备、工业管道焊接工程施工及验收规范》GB50236-98 2.2《工业金属管道施工及验收规范》GB50235-972.3工程联络单Yd-I-028号2.4《石油化工工程铬钼耐热钢管道焊接技术规程》SHJ520-913.管道焊接及热处理程序4.焊前预热及焊后热处理4.1焊前预热及焊后热处理工艺要求4.2焊前预热4.2.1根据焊接工艺要求C1C、C2C等级管道采用氩电联焊,焊前预热温度可按上表规定的下限温度降低50℃。
4.2.2预热方法采用氧乙炔焰加热法。
4.2.3预热应在坡口两侧均匀进行,防止局部过热,预热范围是以对口中心线为基准两侧各不小于三倍壁厚,且不小于100 毫米,加热区以外的100 毫米范围内应予以保温,以减小温度梯度。
4.2.4预热温度可用测温笔或触点式温度计进行测量。
测量点应在整个圆周均匀分布。
4.3焊后热处理4.3.1需热处理的焊缝应及时进行无损检测和热处理。
4.3.2管道的焊后热处理采用电加热法。
在热处理过程中应能准确地控制加热温度,且使焊件温度分布均匀。
4.3.3热处理的加热范围以焊缝中心为基准,两侧各不小于焊缝宽度的三倍,且不小于25 毫米,加热区以外的100 毫米范围应予保温。
4.3.4热处理加热应均匀。
恒温时,在加热范围内任意两点温差应低于50 ℃。
4.3.5热处理温度控制要准确,热处理过程中恒温温度偏差不应超过±10 ℃。
4.3.6测温采用热电偶,并用自动记录仪记录热处理曲线。
碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚≤4mm时,采用钨极氩弧焊,管道壁厚>4mm时,采用氩电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100~200℃,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0℃时,在始焊处100mm范围内应预热到15℃以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略高于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛剌、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19~29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚≥30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600~650℃。
3、热处理工艺参数升温过程中对300℃以下可不控制;升温至300℃后,升温速度应按5125/δ℃/h计算,且不应大于220℃/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2~2.5min,且不得少于30min。
恒温时各测点的温度均应在热处理温度规定范围内,且任意两点温差不得大于50℃;恒温后的冷却速度应按6500/δ℃/h计算,且不大于260℃/h;300℃以下自然冷却。
4、热处理范围焊后热处理时,以焊缝中心为基准,每侧在焊缝宽度的3倍以上,且不小于25mm,加热范围以外的100mm范围内应予以保温,且管道端口应封闭。
浙江金沃精工股份有限公司轴承套圈产研园热处理项目特种管道项目设计说明设计项目:特种管道专业:管道设计阶段:施工图图号:JKC20140S010101设计2021.1 校核2021.1 审核2021.1山东金柯工程设计有限公司二〇二一年一月一、工程名称(1)项目名称:浙江金沃精工股份有限公司轴承套圈产研园热处理项目特种管道(2)项目代号:JKC20140S二、设计依据(1)建设单位与山东金柯工程设计有限公司江苏分公司签订的工程设计合同;(2)建设单位提供的设计基础资料;(3)双方的会议纪要和往来意见;(4)国家和地方现行规范、标准,以及各级安监部门下发的安全生产政策法令。
三、设计范围与工艺概况本项目设计范围是浙江金沃精工股份有限公司轴承套圈产研园热处理项目设计一套轴承套圈生产线供气管道系统,供气压力为0.8MPa,供气温度为30℃,供气管道管径DN50,非压力管道。
四、压力管道类别和级别1.介质特性本项目输送的氮气,属于无毒、无腐蚀且非燃爆介质;甲醇属于有毒、易燃易爆介质;丙烷属于易燃易爆介质;氨气属于有毒、易燃易爆介质。
2.管道参数(1)公称直径:根据操作条件、设计流量及水利计算的结果,选取管道公称直径。
(2)管道材质:本项目管道材质选用316L不锈钢。
3.压力管道类别、级别按照“质检总局关于修订《特种设备目录》的公告(2014年第114号)”和特种设备安全技术规范TSG D0001-2009《压力管道安全技术监察规程》附件A“工业管道级别及其介质毒性程度、腐蚀性和火灾危险性划分”规定,同时根据市场监管总局关于特种设备行政许可有关事项的公告(2019年第3号),本项目DN50氮气管道,工作压力为0.8MPa,工作温度为30℃,非压力管道。
五、管道布置说明1.敷设方式本项目的压缩空气管道的输送利用新建的管架架空敷设,管道的热补偿利用自然补偿的方式补偿。
2.材料供应所有管材、管件、焊接和防腐材料均应有质量证明文件及批号,质量证明文件的性能数据应符合国家现行标准规定。
受控文件编号:YZLY-XXXXX-FA–GY-007管道热处理施工技术方案修改码:A 发放编号:有效期:2013-03-01~2013-12-01印数:持有人:编制:审核:批准:目录一、编制依据 (2)二、工程名称及概况 (3)三、热处理质保体系 (4)(一)热处理过程人员机构 (4)(二)热处理过程机构人员职责 (4)四、施工准备 (4)(一)热处理前应具备的条件 (4)(二)需要的热处理工、机具及消耗材料见表一 (5)(三)施工前检查 (5)五、热处理工艺及要求: (6)1.施工工艺方框图 (7)2.焊缝热处理工艺流程图: (8)3.管道热焊缝处理曲线 (9)4.热处理工艺要求 (11)六、硬度检测及要求 (11)七、返工 (12)八、安全措施 (12)九、JHA (14)一、编制依据1.《工业金属管道施工及验收规范》GB50235-20102.《现场设备、工艺管道焊接工程施工及验收规范》GB50236-20113.《现场设备、工业管道焊接工程施工质量验收规范》GB50683-20114.《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501-20115.《石油化工钢制管道工程施工工艺标准》SH/T3517-20016.《石油化工设备和管道涂料防腐蚀技术规范》SH/T3022-20117.《石油化工设备管道钢结构表面色和标志规定》SH3043-20038.《石油化工工艺装置布置设计规范》SH3011-20119.《扬子炼油质量管理程序》10.《石油化工金属管道工程施工及验收技术条件》40BJ019-201111.《石油化工建设工程项目施工过程技术文件规定》SH/T3543-200712.《工程建设交工技术文件规定》SH3503-2007二、工程名称及概况1.工程特点XXXX装置为操作压力大,壁厚等级高,材质种类多,介质腐蚀强,物料大部分为易燃、易爆,工程施工空间有限,高空作业多,造成管道热处理施工难度大。