家用小型电焊机
- 格式:doc
- 大小:433.50 KB
- 文档页数:2

自制小型电焊机制作家用小型电焊机
自制小型电焊机制作家用小型电焊机本装置采用弱电流进行引弧,最大输入功率小于100W,能快速自动引燃长约5mm~10mm,电流1~3A的稳定电
自制小型电焊机制作家用小型电焊机本装置采用弱电流进行引弧,最大输入功率小于100W,能快速自动引燃长约5mm~10mm,电流1~3A的稳定电弧。
本制作电路作为直流焊机的辅助引弧器,它可将焊机一次引弧成功率由一般的30%提高到100%,解决了引弧困难的难题。
且电弧不易熄灭,引弧时也不会发生焊条同工件粘焊。
该制作电路本身亦可作为一种袖珍焊机,用来焊接厚lmm以下的金属薄板壳体、金属丝、毛细管、接头等。
电路详细如上图示,原理分析如下:T2的次级产生频率为50Hz的1000V 脉冲高电压,调整RP,确保T2次级短路时的最大平均电流小于0.5mA。
主电路由C4、C5、VD5、VD6、VD7、R2组成,输出约80V的直流空载电压。
焊接时首先进行短路引弧(一极接焊条,另一极接工件),然后分开两极,脉冲电路产生的高压击穿正负极间的空气隙,形成电离通道,C5上的能量通过R2向该通道释放,以维持其电离。
接着,主电路即由这一通道释放l~3A的电流,从而达到引燃连续的电弧的目的。

电焊机品牌排行榜内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.十、华意隆品牌介绍:华意隆是我国知名的电气有限公司,始创于2004年,总部设立在广东省的深圳市内,多年来专注于电焊机的经营,在业内享有非常好的口碑。
在这十多年的发展历程中,华意隆凭借着它优秀的产品质量,销量在这几年间呈现出超100%的比率。
品牌源地:广东省成立时间:2004年九、通用品牌介绍:在电焊机十大品牌排行榜中,通用始创于2004年,公司总部设立在上海市内,多年来专注于高新技术产品的经营,它的电焊机在市场上有着超高的人气,深受无数行业领域的信赖与喜爱,并且还与多加顶尖的焊接技术培训学校建立了深入的合作关系。
品牌源地:上海市成立时间:2004年八、佳士品牌介绍:佳士是我国知名的电焊机品牌,始创于2005年,公司的总部设立在广东省的深圳市内。
在这13年的发展历程中,佳士一直秉持着品质第一的原则,每一款电焊机都是猜出自主研研发的理念,并将设计、研发、生产以及销售等多个环节集于一体化。
品牌源地:广东省成立时间:2005年七、奥太品牌介绍:奥太是我国知名的电焊机制造商,始创于1993年,公司总部设立在山东省的济南市内。
企业经过着十多年的磨练,利用它强大的研发团队和专业的实验设备,使得奥太的电焊机品质在业内一直是处于领先地位。
品牌源地:山东省成立时间:1993年六、凯尔达品牌介绍:在电焊机十大品牌排行榜中,凯尔达始创于1993年,公司总部设立在浙江的温州市内。
在这二十多年的发展历程中,凯尔达为了创造出最高端的产品,一直致力于用自动化的机器来进行设备的生产,致力于用产品来打动消费者。
品牌源地:浙江省成立时间:1993年五、欧地希品牌介绍:欧地希是隶属于大阪变压器株式会社旗下的品牌,于1919年在日本成立,多年来专注于电焊机、等离子切割机等系列产品的经营,在业内享有非常好的口碑和人气,还被冠以“全球较大的焊接机制造商之一”的称号。
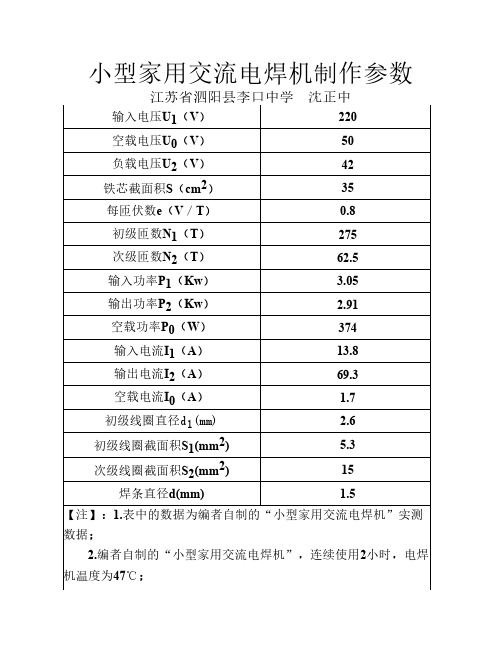
小型家用交流电焊机制作参数
江苏省泗阳县李口中学 沈正中
输入电压U1(V)220
空载电压U0(V)50
负载电压U2(V)42
铁芯截面积S(cm2)35
每匝伏数e(V/T)0.8
初级匝数N1(T)275
次级匝数N2(T)62.5
输入功率P1(Kw) 3.05
输出功率P2(Kw) 2.91
空载功率P0(W)374
输入电流I1(A)13.8
输出电流I2(A)69.3
空载电流I0(A) 1.7
初级线圈直径d1(mm) 2.6
初级线圈截面积S1(mm2) 5.3
次级线圈截面积S2(mm2)15
焊条直径d(mm) 1.5
【注】:1.表中的数据为编者自制的“小型家用交流电焊机”实测数据;
2.编者自制的“小型家用交流电焊机”,连续使用2小时,电焊机温度为47℃;
3.你如果自制,可能会因铁芯的质量不同(导磁率),三种电流可能稍有不同,导致三种功率有所不同。

便携式电焊机的原理便携式电焊机是一种小型移动式电焊装置,广泛应用于现代焊接技术中。
其原理是利用电能产生高温,将金属材料加热至熔化状态,再通过熔断电极与被焊接材料连接,从而实现金属材料的连接和焊接。
便携式电焊机主要由以下几个部分组成:电源装置、变压器、整流器、电焊钳、电焊线等。
首先,电源装置是电焊机的动力来源,其作用是将交流电源(如市电)的电能转换为所需的直流电能。
电源装置通常由变压器和整流器组成,变压器用于改变输入电压的大小,整流器则将交流电转换为直流电。
其次,变压器是电焊机的关键部件之一,通过变压器可以改变输入电压的大小,同时也能改变电流的大小。
变压器由两个或多个线圈组成,主要包括初级线圈和次级线圈。
在焊接过程中,通过改变变压器的输入和输出端的线圈匝数比例,可以调整电流的大小,从而满足不同焊接材料的需求。
再次,整流器的作用是将交流电转换为直流电,以便在焊接过程中提供稳定的直流电能。
通常,整流器采用二极管或晶闸管等电子元件来实现这一转换过程。
当交流电通过整流器时,其负载电阻将电流分为正负半周期进行导通。
通过此过程,交流电被转换为直流电,并能够持续供应给电焊钳。
此外,电焊钳是电焊机的关键部件之一,它是焊工进行焊接操作的工具。
电焊钳通常由钳体、电流开关、电缆和机械触发装置等部分组成。
焊工在操作时,只需将电焊钳夹紧焊接材料,并按下机械触发装置,即可使电流流经焊接材料,完成焊接过程。
此外,焊接线也是电焊机的重要组成部分之一,它负责连接电焊钳和电源装置,并在焊接过程中传递电能。
焊接线通常由导电材料制成,并具有良好的导电性,以确保焊接过程的稳定性。
同时,焊接线也需要具备足够的长度和柔韧性,以便焊工可以自由移动和操作。
综上所述,便携式电焊机的原理是将交流电能转换为直流电能,并通过变压器、整流器、焊接钳和焊接线等部件,将电能转化为高温能量,以实现金属材料的加热和焊接。
其简单、便携的特点使其在各种焊接工作中得到广泛应用。

简易电焊机的制作方法制作简易电焊机的方法。
电焊机是一种用来进行金属焊接的设备,它可以通过产生高温的电弧,将金属材料熔化并连接在一起。
在工业生产和个人DIY领域,电焊机都有着广泛的应用。
然而,市面上的电焊机价格较高,对于一些爱好者来说可能并不方便。
因此,我们可以尝试自己制作一台简易的电焊机,来满足基本的焊接需求。
首先,我们需要准备以下材料和工具,铁芯线圈、电缆、电烙铁、开关、电焊头、电焊棒、绝缘胶带、绝缘胶管、焊接面罩、焊接手套等。
接下来,我们按照以下步骤来制作简易电焊机:第一步,制作电焊机主体。
将铁芯线圈绕制成一个电磁铁,用绝缘胶管包裹好。
然后将电缆连接到电磁铁的两端,一个端口连接到电烙铁,另一个端口连接到开关。
第二步,安装电焊头。
将电焊头连接到电烙铁的末端,确保连接牢固。
然后用绝缘胶带将电焊头与电烙铁的连接处进行绝缘处理,以防止漏电。
第三步,调试电焊机。
将电焊棒插入电焊头,然后打开开关,观察电焊头是否正常工作。
如果一切正常,我们的简易电焊机就制作完成了。
在使用电焊机时,一定要注意安全。
首先,要佩戴好焊接面罩和焊接手套,以防止电弧对眼睛和皮肤造成伤害。
其次,要确保工作场所通风良好,以防止焊接产生的有害气体对人体造成危害。
最后,要注意电焊机的使用时间,避免长时间连续工作导致设备过热。
通过以上简易的制作方法,我们可以在家中制作一台基本的电焊机,满足一些简单的焊接需求。
当然,这只是一个简易的版本,如果需要进行大型金属的焊接工作,还是建议购买专业的电焊机进行操作。
希望以上内容对你有所帮助,祝你在电焊工作中取得好的效果!。
![138元小型家用电焊机 [逆变电焊机案例]](https://img.taocdn.com/s1/m/adf704e3bcd126fff6050b3c.png)
138元小型家用电焊机[逆变电焊机案例]逆变式弧焊电源,又称弧焊逆变器,弧焊逆变器的基本特点是工作频率高,由此而带来很多优点。
如果出现故障了该怎进行维修呢?以下是小编为你整理的逆变电焊机案例的维修方法,希望能帮到你。
逆变电焊机案例的维修方法一、机型:瑞凌WS200A氩弧手工两用机故障现象:手工焊正常,氩弧焊不起弧。
检查维修:手工焊正常说明主控电路、逆变电路、2次整流电路、主电源供给电路正常。
故障点就在,功能转换电路,氩弧焊控制电路和高频产生电路。
通电开机把功能转换开关打到氩弧焊点焊枪开关电磁阀动作正常,测量DC输出59V 正常,说明功能转换和氩弧焊控制电路正常,故障在高频产生电路,这个型号的机子高频产生电路、氩弧焊控制电路主电源供给电路在一块PCB板上(俗称下板)。
打开机壳,点焊炬开关用手感觉高频控制继电器有动作,说明继电器驱动管和供电正常,测量输出限流电阻(1K6W)正常说明倍压整流电路的高压二极管没有击穿,引弧线圈连接正常,剩下就是高频输出耦合电容(10K102两个并联)和高频信号输入的问题了。
一般输出耦合电容两个同时损坏的几率很小,根据经验判断为高频信号输入异常造成没有高频电压输出。
这种MOS管的小机器的高频输入是从逆变板的主变压器输入端并联引出310V的高频电压通过一个隔直流电容(630V104)和一个电阻(3W100K)并联后通过继电器与高频变压器初级并联,拆下隔直流电容测量容量很低,更换隔直流电容后试机高频打火即正常,焊接10分钟一切正常交付用户使用。
二、机型:瑞凌ZX7-400(MOS)手工焊机故障现象:电流打不可调焊条接触工件起弧后即保护。
检查维修:这种故障是应为反馈不正常造成的,这款机子是通过输出端接分流器(400A75MV)产生电压降给主板提供反馈电压。
开机检查发现分流器下端的一个线已经脱落,把这个根线焊好试焊正常,同时发现分流器已经经过高温变色,输出插座的胶木变形,询问用户得知他采用的快速擦头为中式50平方插头,而机子上用的是欧式插座,因接触不紧大电流焊接时发热严重使反馈线与端子之间的焊锡融化造成脱落。
家用电焊机是一种小型的电焊机,通常用于家庭维修、金属加工等领域。
以下是家用电焊机的使用方法:
1. 准备工作:在使用家用电焊机之前,需要做好准备工作。
首先,确保电焊机的电源线和插头完好无损,然后将电焊机放置在干燥、通风的地方,远离水源和易燃物。
2. 连接电源:将电焊机的电源线插入电源插座,确保电源插座的电压和电焊机的额定电压相符。
3. 调节电流:根据需要,调节电焊机的电流大小。
一般来说,电流大小取决于焊接材料的厚度和类型。
4. 连接焊条:将焊条插入电焊机的焊条夹中,确保焊条夹牢固。
5. 开始焊接:将焊条接触到需要焊接的材料上,然后按下电焊机的开关,开始焊接。
在焊接过程中,需要保持焊条和材料的接触,直到焊接完成。
6. 停止焊接:焊接完成后,松开电焊机的开关,停止焊接。
然后将焊条从焊条夹中取出,等待电焊机冷却。
需要注意的是,在使用家用电焊机时,需要遵守相关的安全规定,如佩戴防护眼镜、手套等。
同时,需要定期对电焊机进行维护和保养,确保其性能稳定和安全可靠。
如果你不熟悉电焊机的使用方法,建议先阅读电焊机的使用说明书或向专业人士咨询。
简易点焊机制作方法
要制作一个简易的点焊机,你需要以下材料和步骤:
材料:
1. 大功率电源(12V 或以上)
2. 焊接变压器或电源变压器
3. 电焊笔
4. 电线和插头
5. 开关
6. 焊接钳
7. 电焊片
步骤:
1. 首先,将电源连接至焊接变压器或电源变压器。
确保电源的电压与焊接变压器或电源变压器的额定电压相匹配。
2. 将焊接变压器或电源变压器连接至电焊笔。
确保连接正确,以确保焊接电流的稳定输出。
3. 将电线连接至电焊笔和大功率电源上的插头。
不同国家的电线颜色可能不同,请确保正确连接电线。
4. 安装一个开关在电线上,以便在使用时可以方便地打开或关闭电焊机。
5. 将电焊片连接至电焊笔的钳子上,确保牢固连接,以便进行焊接时可以夹住工件。
6. 开启电源,打开开关,然后将电焊片的钳子夹持住待焊接的两个工件。
7. 确保焊接区域干燥,没有任何可燃物或易燃物,以及足够的通风。
8. 使用点焊机将两个工件焊接在一起,确保焊接时间和力度适当。
根据焊接材料和工件的不同,可能需要进行多次点焊。
请注意,这是一个简易的点焊机,其焊接能力和效果可能不如专业的点焊机。
对于较重要的焊接任务,建议使用专业的设备。
同时请按照相关安全规范操作,以确保个人和环境的安全。
小型电焊机的使用方法
1、准备工作:
(1)检查电源线是否接触良好,电源线的接地是否良好。
(2)检查电焊机接线是否正确,电焊机头部的碳刷是否磨损。
(3)检查焊接电线是否符合要求,焊接电线的接头是否接触
良好。
(4)检查电焊机的控制器是否正常,检查电焊机的控制器是
否有正确的调节范围。
2、操作步骤:
(1)把电焊机接上电源,把电焊机的电源线接到电源上,然
后打开电源开关。
(2)把焊接电线连接到电焊机上,然后把焊接电线的接头接好。
(3)打开电焊机的开关,把电焊机的电流调节至适当的大小,然后把焊接电线放在焊接部位上。
(4)按下电焊机的触发按钮,电焊机会发出火花,然后将焊
接电线拖动到焊接部位上,焊接过程中要注意控制电流的大小,以免发生烧伤。
(5)焊接完成后,关闭电焊机的开关,拔下焊接电线,然后把电焊机拔下电源,把电焊机放回原处。
⾃制的⼩型电焊机
⾃制的⼩型电焊机
220V⼩型电焊机。
可以使⽤家⾥电源。
使⽤2.5--3.0焊条。
电流可达70A----180A.5档可调。
初级线⽤3.5平⽅毫⽶,次级⽤15平⽅毫⽶,初级线可⽤多股并联,⽤布带缠绕。
铁芯⽤⼝⼦型,⾯积为30平⽅厘⽶。
如图!
我是⽤钳型电流表实测得来的数据,1⾄5档,电流是58A⾄178A
都是说你⽜的,我给你提点意见看看你能接受不,220V与低压线之间⽤薄⽵板间隔隔离,低压线匝与匝之间应留出间隙利于天风散热,这样能长时间⼯作保证不热。
谢谢你的指点,实际上我在层与层之间,⾼压和低压之间加了我⽤的是⼀次性筷⼦,因为有现成的风扇所以就加上了。
1`------6`线圈绕在⼀边的铁芯上。
1------5线圈和低压线圈(60T)绕在另⼀边的铁芯上。
档位接线是1---1·。
2--2·。
3--3·。
4--4·。
5--5·。
电焊机⽤的是⼝⼦型铁芯,线圈在铁芯的两边缠绕,60圈是次级线圈,接焊钳的。
开关是⼀个5档的转换开关。
1和1··相连时为1档。
----------5和5··相连时为5档。
6··和1接电源220V. 请认真看看我的贴⼦和给你的回贴。
够详细的。
再给你⼀个图。
家用小型电焊机
汽油机或柴油机为动力旋转发电,通过整流模块提供电焊用直流电。
又叫发电电焊两用机,可以作为发电机用,同时也可以作为一个电焊机用。
优点:发电电焊一体、重量轻、移动方便。
柴油发电电焊机[1] 机器结构:发动机与电焊机一体的机器,发电机通过转动发出电流直接带动焊机进行工作,一般有汽油动力柴油柴油动力两款最常用。
附带小功率辅助电源,可以带动照明等小功率设备!
通常把输出电流小于160A,重量小于25KG,只能持续烧2.5焊条的电焊机叫做家用电焊机。
主要品牌
汉萨动力有汽油发电焊机和柴油发电焊机,辅助电源在5KW,让您在电焊的同时还可以用5KW的辅助电源发电,满足您的户外用电的需求
产品优势
1.设计合理,自由调节。
可根据不同金属材质选用不同档放电频率,以达到最佳修补效果。
2.热影响区域小。
堆覆的瞬间过程中无热输入,因而无变形,咬边和残余应力。
不会产生局部退火,修复后不需要重新热处理。
3.极小的焊补冲击,本焊机在焊补过程中克服了普通氩弧焊对工件周边产生冲击的现象。
对没有余量的工件加工面也可放心进行修补。
4.修复精度高:堆焊厚度从几微米到几毫米,只需打磨,抛光。
5.熔接强高:由于充分渗透到工件表面材料产生极强的结合力。