快速成型技术的特点.ppt
- 格式:ppt
- 大小:485.00 KB
- 文档页数:3



快速成型技术的发展趋势现状:由于受材料的限制,快速原型还不能用作实际工作零件问题:1、零件精度、有限的材料种类和力学性能2、目前,RP系统所用材料有限,与常规金属和工业塑料相比,RP原型较脆,价格昂贵,且对人体有害。
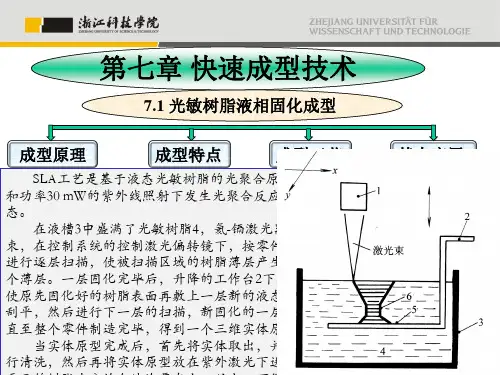
发展趋势1、金属零件的快速成型2、概念创新与工艺改进3、数据优化处理及分层方式的演变4、快速成型设备的专用化和大型化5、开发性能优越的成型材料6、成型材料的系列化、标准化7、喷射成型技术的广泛应用8、梯度功能材料的应用9、组织工程材料快速成型10、开发新的成型能源11、拓展新的应用领域12、集成化快速成型技术的特点1、自由成型制造2、制造过程快速3、添加式和数字化驱动成型方式4、技术高度集成5、突出的经济效益6、广泛的应用领域快速成型技术的优越性1、设计者受益2、制造者受益3、推销者受益4、用户受益快速成型工艺分类:光固化成型工艺SLA,叠层实体制造工艺LOW,选择性激光烧成型工艺SLS,熔融沉积快速成型工艺.FDM四种工艺简图中每个结构名称和作用光固化成型工艺(使用场合,收缩率大的原因)基本原理原材料:液槽中盛满液态光敏树脂;成型工具:氦-镉激光器或氩离子激光器发出的紫外激光束;成型过程:在控制系统的控制下,按各层截面信息在树脂表面逐点扫描,被扫描区域发生聚合反应而固化,形成薄层。
一层结束,工作台下移一个层厚,然后再原先固化好的树脂表面再敷上一层新的液态树脂,刮板将粘度较大的树脂液面刮平,然后进行下一层扫描加工,新固化的一层牢固地粘结在前一层上,如此重复直至整个零件制造完毕。
材料:液态光固化树脂或称液态光敏树脂特点目前,由于光固化成型技术制造原型表面质量好,尺寸精度高,因而应用最为广泛。
1)优点(1)自动化程度高:全程完全自动化(2)尺寸精度高:±0.1mm(3)优良的表面质量:上表面可呈现玻璃状的效果(4)原件结构复杂,尺寸精细:尤其是内部结构(5)原型件用于熔模精密铸造的消失型(6)原型件可在一定程度上替代塑料件2)缺点:(1)成型过程伴随物理、化学变化,制件易弯曲,需要支撑,否则会变形;(2)树脂固化性能尚不如塑料,较脆,易断裂;(3)设备运转及维护成本高:液态树脂材料和激光器价格较高,且需要定期调整;(4)可使用的材料种类较少:感光性的液态树脂(5)液态树脂有一定的气味和毒性,且需避光保护,应用有局限性;(6)原型件未能完全固化,需要二次固化。

快速成型技术(RPM)快速成型技术(RPM)是集CAD/CAM技术、激光加工技术、数控技术和新材料等技术领域的最新成果于一体的零件原型制造技术。
它不同于传统的用材料去除方式制造零件的方法,而是用材料一层一层积累的方式构造零件模型。
它利用所要制造零件的三维CAD模型数据直接生成产品原型,并且可以方便地修改CAD模型后重新制造产品原型。
由于该技术不像传统的零件制造方法需要制作木模、塑料模和陶瓷模等,可以把零件原型的制造时间减少为几天、几小时,大大缩短了产品开发周期,减少了开发成本。
随着计算机技术的决速发展和三维CAD软件应用的不断推广,越来越多的产品基于三维CAD设计开发,使得快速成型技术的广泛应用成为可能。
快速成形技术已广泛应用于宇航、航空、汽车、通讯、医疗、电子、家电、玩具、军事装备、工业造型(雕刻)、建筑模型、机械行业等领域.快速成型制造技术(Rap id Prototyp ingManufac2turing,RPM),就是根据零件的三维模型数据,迅速而精确地制造出该零件。
它是在20世纪80年代后期发展起来的,被认为是最近20年来制造领域的一次重大突破,是目前先进制造领域研究的热点之一。
快速成型制造技术是集CAD技术、数控技术、激光加工、新材料科学、机械电子工程等多学科、多技术为一体的新技术。
传统的零件制造过程往往需要车、钳、铣、磨等多种机加工设备和各种夹具、刀具、模具,制造成本高,周期长,对于一个比较复杂的零件,其加工周期甚至以月计,很难适应低成本、高效率的加工要求。
快速成型制造技术能够适应这种要求,是现代制造技术的一次重大变革1。
快速成型技术原理与特点随着CAD建模和光、机、电一体化技术的发展,快速成型技术的工艺方法发展很快。
目前已有光固法( SLA ) 、层叠法(LOM ) 、激光选区烧结法( SLS) 、熔融沉积法(FDM) 、掩模固化法( SGC) 、三维印刷法(TDP) 、喷粒法(BPM)等10余种。