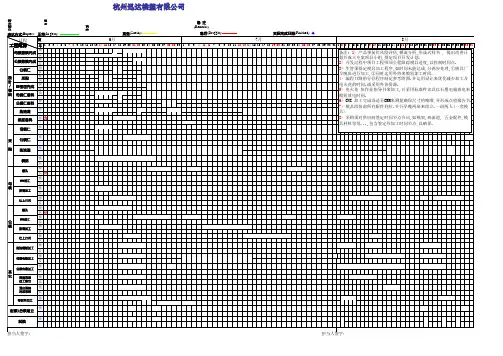
客户制品制品试模♀1234567891011121314151617181920212223242526272829301234567891011121314151617181920212223242526272829303112345678910111213141516171819202122232425262728293031预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实预实試模备 注(Remarks)
母模电极加工公模电极加工滑塊系統加工對合頂出系統冷却系統零配件加工配模\合模組立仕上打光鑽孔CNC加工放電加工仕上打光热流道板加工公模仁热流道模胚鑽孔CNC加工放電加工2D图面完成母模仁备料公模仁备料热流道模胚备料母模仁設計/備料
采购
母模
公模
其它母模数模完成公模数模完成公模仁采购6月7月8月表达方式(Express 杭州迅达模塑有限公司
正常(In gear):紧张(Strein):实际完成日期(Finished) ▲落后(Draggle):
担当人签字:日程预
含
模模工程類別
担当人签字:备注: 1)产品事前作风险评估,模流分析,形成式样书, 提出改善计划并成立专案项目小组,排定项目开发计划.2)开发过程中项目工程师须全程跟踪模具进度,以控制时间点.3) 生管须排定模具加工程序,如时间未能达成,分两步处理,①模具厂早晚班进行加工,②同时运用外协来缩短加工时间.4)编程刀路的行径程序制定参考附图.并运用设计来优化减少加工及电火花的时间.或采用外协资源.5) 电火花依作业指导书来加工,并采用标准件治具以石墨电极放电来缩短放电时间. 6) CNC 加工完成须送至CMM来测量确保尺寸的精准,并形成点检报告书.7) 模具组装前所有配件到位.并分早晚两班来组立.一斑两人(一套模具)8)采购须对供应商签定时间节点合同,如模架,热流道, 五金配件,模具材料等等...,包含签定外加工时间节点,以确保.