基于DSP的软开关逆变CO_2焊接电源设计_朱学来
- 格式:pdf
- 大小:195.16 KB
- 文档页数:2
华南理工大学硕士学位论文DSP控制的软开关弧焊逆变电源的研究姓名:朱祥彪申请学位级别:硕士专业:材料加工工程指导教师:曹彪20040501摘要摘要逆变技术在焊接电源中的应用使得焊接设备在小型化、高效化的方面有了较大的发展。
同时,弧焊逆变电源良好的动特性更为焊接工艺控制提供了一个充分发挥的平台。
然而,传统的硬开关弧焊逆变电源所存在的诸如开关损耗大,电路效率低等弊端限制了弧焊逆变电源的进一步发展。
另外,随着微电子技术和数字信号处理技术的不断发展,传统的以单片机为控制核心的逆变弧焊电源在抗干扰能力、集成度、运算能力、实时性等各个方面暴露出自身的不足。
本文给出了数字化焊接电源的设计思想,详细介绍了软开关弧焊逆变电源数字控制系统的设计。
针对硬开关逆变电源的不足,我们设计了以UC3879为核心的软开关脉宽调制电路;控制系统以美国TI公司专为电机控制而设计的TMS320LF2407DSP为控制核心,设计出完整的控制系统硬件和软件;对系统进行了可靠的软、硬件抗干扰设计。
对系统的调试表明,硬件完全达到了功能要求。
针对短路过渡减小飞溅、提高稳定性的要求,提出了将电流波形分短路阶段和燃弧阶段分别加以控制的波控方式。
短路阶段首先保持小电流一一定时间、然后电流快速上升至一定电流后电流较慢上升至最大值,促进熔滴平稳过渡;燃弧阶段采用大电流加小电流的恒流特性控制方法实施控制,大电流阶段形成熔滴,小电流阶段维持电弧稳定。
论文中设计了相应的电流波控软件。
关键词:弧焊逆变电源:软开关技术;数字信号处理器(DSP);波形控制AbstractTheapplicationofinvertertechnologyinweldingpowersourcehasmadethegreatdevelopmentsoftheminiaturizationandhighefficiencyinweldingequipments.Meanwhile,theagooddynamiccharacteristicofarc—weldinginvertergivesButtheplatformforcontrollingofweldingprocess.lossandlowefficiency1imitthefurthertheconstantdefectofheavyswitchofdevelopmentsweldingtechniquesourceinverter.Withanddigitalregardprogressofmicro—electronicsarc—weldingcoreprocesstechnology,traditionalaspowerthewhichofsingle—chipcomputercontrollevel,exposureslackanti—interferenceability,integratedcomputeabilityandreal-timeability.Thispapergivesthedesignideaofdigitalizationweldingpowersource,introducethedesignofsoftswitchnumericalcontrolsystemindetail.Forthedeficienciesofhardswitch,wedesignthesoftswitchcircuitwhichtakeUC3979asthecoreofPWMcontrollingandTMS320LF2407softwareasthecoreofallcontrollingsystem.SimultaneouslYtheofcontrolandthatsystemisareprogrammedandtheanti—interferenceofdebuggingforsoftwareindicatedhardwarethedesigned,TheresultsystemhardwarecircuitfuIfillsthedemandoffunctionwell.Forthedemandofdecreasingthespatterandenhancingthestabilityinshortcircuittransition,webringforwardacontrollingmethodwhichdividesthecurrentwaveformintoshortcircuitstageandshortcircuitstagewemaintenancesmallcurrentforaarcstage.Inthewhilefirstly,beforeareachedthemaximalvalueofshortcircuitinSlOWratiothecurrentrisetofixedvaluerapidly.Incurrentarcstage,thecontrollingmethodofbigconstantandsmallconstantcurrentisapplied.Theweldingdroppingformedphaseanddesignedthearcinbigconstantcurrentcurrentkeepsteadyinsmallconstantforcurrentphase.Wealsothesoftwarewaveformcontrolling.一II-source,technologyofsoftcontr01.Ⅱ卜switch,digitalsignalKeywords:arcweldingpowerprocess,waveform华南理工大学学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指争下独立进行研究所取得的研究成果。

基于DSP的电阻焊机电源控制电路设计摘要:从中频逆变技术现状、中频逆变电源原理出发,提出并设计出了基于DSP(Digital Single Process)的大功率中频逆变电阻焊电源控制电路。
实验验证了此设计方案的可行性和优越性,即控制电路简化、器件少、体积小、降低了成本、短路保护动作可靠,满足性能指标的要求,提高了系统的控制精度等优越性。
关键字:中频逆变、驱动、DSP、IGBT1 引言电阻焊是一种重要的焊接工艺,具有生产效率高、成本低、节省材料和易于自动化等特点,被广泛应用于航空、航天、能源、电子、汽车、轻工等工业。
近年来,随着汽车和制罐等制造业的迅速发展,专用电阻焊机也得到了空前的发展,逐步趋向自动化和机器人化。
焊接控制电源是电阻焊机系统中的一个重要组成部分,由于电力电子技术的快速进步,中频直流逆变电阻焊接电源作为一种新型的控制电源,以其显著的高质低耗的特点成为电阻焊电源的发展方向[1][2]。
逆变控制型大功率直流电源,是一种节能,高效,结构简单的电源。
但是,目前功率过小,焊接技术不是很好,焊接质量得不到保证等问题[2]。
其关键是功率开关管的开关损耗大。
既浪费了电能,又影响了逆变电路工作的可靠性。
因此,在大功率电阻点焊直流电源中如何克服和减小开关损耗成了一个重要问题[6]。
当前国内的逆变电源电阻焊机多用模拟控制,控制电路相当复杂,维修困难,且整机体积大[1]。
而国外许多厂家研制的数字化电阻焊机,焊接自动化水平高,质量可靠,但是价格非常昂贵。
针对这个问题,本文将DSP(TMS320LF2407A)控制技术应用于逆变电阻焊机的研究中,以保证逆变电阻焊机的静、动特性品质,同时进一步体现逆变电阻焊机的轻巧、节能,安全、可靠的保护等特点。
本文介绍的基于DSP的大功率中频逆变电阻焊电源设计是一个很好的问题解决方案。
2 中频逆变电源中频逆变直流电阻焊机的供电电源是由三相工频交流电源经整流电路和滤波电容变成直流电源,再经由功率开关器件组成的逆变电路变成中频方波电源,然后输入变压器降压后经低管压降的大功率二极管整流成直流电源,供给焊机的电极对工件进行焊接(图1所示)。
软开关逆变式弧焊电源的设计摘要:软开关技术是解决逆变弧焊电源可靠性的核心技术.本文提出了一种新的软开关逆变弧焊电源的设计方案,该方案基本上可实现空载、短路、燃弧全负载范围内的软开关状态.本文分析了超前臂的关断功耗与并联电容之间的关系,串联电容及回路电感对环流期的电流变化的影响.并指出了滞后桥臂零电流关断区域,以及超前臂和滞后臂的零开通条件.在此基础上提出了引入无功电流分量解决空载及轻载时软开关失败问题的方案,以及几个主要谐振参数的设计方法.在实践中采用本方案表明,降低了开关应力及损耗,提高了整机可靠性,降低了弧焊电源的成本.关键词:软开关; 逆变; 弧焊电源中图分类号: TG444文献标识码: A文章编号: 0253-360X(2002)01-14-050 序言软开关逆变技术已成功应用于众多电源中,但在逆变弧焊电源的应用中,由于弧焊电源经常工作在输出开路、短路、燃弧等状态中,负载范围宽,在整个负载范围内实现软开关难度大.现在逆变焊机中软开关控制方式主要分为两种,第一种是串联谐振式的调频工作方式(PFM),这种方式弧焊电源空载时的无功电流太大,主回路中电流峰值很高,存在电流连续与非连续两种状态,控制复杂,仅美国米勒公司在某些类型的焊机中采用;第二种是全桥移相谐振的脉宽调制工作方式(PWM),由于采用PWM控制,控制特性较好,回路中电流峰值低,但实现软开关的条件范围窄[1] ,本研究提出一种新的软开关逆变弧焊电源的设计方案,解决如何在整个工作范围实现逆变弧焊电源软开关的问题.1主回路设计与实现1.1主回路形式主回路选用改进型的全桥相移谐振式电路,如图1所示.Q1,Q3为超前臂;Q2,Q4为滞后臂;C1, C3为超前臂电容;C2, C4为滞后臂电容;C1=C3≥C2=C4, CX 为抑制环流电容,LX1为变压器回路等效漏感,LX2为饱和电感,B为变压器.E为输入电压,Uo为输出电压.1.2 控制方式(1) 采用峰值电流控制模式, 既保护了开关管又可有效抑制变压器偏磁.(2) 软开关实现模式为Q1,Q3为PWM控制;Q2,Q4为互补180°导通,不进行PWM 调制.整个工作过程分为四个模式.1.3 电路的实现1.3.1 实现中的几个主要问题(1) 元件选择将以上计算应用于ZX7系列及NBC系列逆变焊接电源的设计中,以ZX7-500电源为例,其功率管可用100A/1200V的IGBT,主变压器采用非晶铁芯绕制,串在变压器原边的电容采用高频CBB系列电容.(2)控制回路的实现由于没有此种导通模式的专用芯片,本设计是在电流型芯片UC3846的基础上改造使用. (3)实现中的难点饱和电感由于功耗很大、发热,且电感量易发生变化,设计应选择损耗小、矩形度好的铁芯材料.1.3.2 主电路中的几个波形主电路中的几个波形如图3所示.2主回路中参数选择计算以ZX7系列焊机为例,焊接电源的外特性曲线如图 4所示 .弧焊电源要可靠工作必须满足在ADBO整个包络线内的所有点上 C1, C2, C3, C4要换流充分,否则开通时IGBT两端并联的电容将直接向IGBT放电,使开关器件IGBT损坏.2.1 空载、轻载时 C1, C3的换流问题图4中A点及附近点区域输出电流很小基本上为零,即焊机为空载状态或轻载,此时输出为最大脉宽, C1, C2, C3, C4电容无法进行换流,造成软开关模式失败.解决方法是在逆变桥内引入无功电流,使超前臂和滞后臂电容换流完毕,由于C1=C3,C2= C4 ,故主要考虑超前臂的换流,换流无功电流大小满足式为式中: I[sub]s[/sub]为换流期间的无功电流; t[sub]s[/sub]为死区时间; E为电源电压.2.2 超前臂电容大小的确定超前臂为负载换流, C1, C3的作用是降低关断损耗和改善关断轨迹,等效电路如图5所示. 图中 C是等效的超前臂电容; Io是输出电流折算到原边回路的等效恒流源.假定U是IGBT的 c、e 两端电压, I是流过IGBT中的电流,Ucg 是c 、g 两端电压,Uge是g 、e 两端电压.由于E Uge ,所以Ucg≈U , IC 是流过C中的电流.2.2.2 IGBT的关断功耗IGBT的关断分为两部分,一是场效应管的关断过程,二是内部载流子的自身复合过程.整个关断过程可等效如图6[2]所示.图中t[sub]OFFA[/sub]为电流下降时间;t[sub]OFFB[/sub]为电流拖尾时间,关断过程的IGBT上的功耗主要由 t[sub]OFFA[/sub] , t[sub]OFFB[/sub] 决定,设关断电流简化为线性下降,关断时间为 t[/sub]OFF[/sub] 见图6. IGBT中的电流为根据式(2)可计算出电容量大小.2.3 环流过程分析及串联电容的计算超前臂关断后,电路进入环流阶段,变压器回路中电流通过串联电容CX基本上线性衰减,使回路中通态损耗变小,滞后臂关断时损耗变小,关断时电流为零最理想.假设环流时等效电路如图7 所示,在以下分析略去滞后臂的关断死区时间.LX1为等效漏抗; LX2为饱和电感; CX为串联电容,假设LX2饱和电流相对于工作电流约为零,电容电压幅值为UC , LX1 初始电流为 Io,K在1位为超前臂导通,K在2位时为环流位置. tON 为超前臂导通时间. t是电流衰减约为零的时间.K在位置1时,即导通期间 tON 内,电容 CX上的电压变化为设弧焊电源逆变频率为50 kHz,利用式(8)、(9)可得一簇曲线,如图8所示,曲线与直线 tON + t =10μs的交点为零关断区的范围,在图中取一曲线可看出,当tNO在A~B 范围内都可保证为滞后臂零电流关断.选定一条曲线,来保证tON 工作范围,此曲线对应一个LX·C 值.电路中的LX值已知后,可选定C值.LX主要由漏抗来决定,可以测量出来.2.4 开关管的零开通条件及饱和电感的工作状态饱和电感的磁链数可用伏秒积来表示,饱和电感 LX2 的工作状况主要有几个阶段,如图9所示.(1)在B点之前LX2为饱和状态;(2)在环流期BC段的饱和电感的伏秒数为UC·tBC ;(3)死区CE段中的CD段饱和电感的伏秒数为(UC +E)tCD ,DE 段电流反相饱和电感的伏秒数为UC·tDE ;(4)在IGBT开通初期,LX2上的伏秒数为(UC+E)tEF ,其中A、B、C、D、E、F 定义如图9中所示.A点为超前臂关断点,B点为LX2的饱和电流点,C点为滞后臂关断点,D点为LX2电流反相点,E点为IGBT开通时刻,F点为饱和LX2的饱和点.总之,LX2的总磁链数保证tEF的值大于IGBT的开通时间tON1,来保证IGBT的零电流开通,即tEF-tON1≥0,tEF-tON1的值称为占空比损失,tON1为IGBT的开通时间.实际中LX 随温度改变而变化.故LX2的选择还需通过试验进行调整.3 生产应用该方案已成功应用于实践,并推广至平特性、下降特性弧焊电源,使得此类弧焊电源可靠性增加,成本下降,并且此方案已在奥太焊机上应用,生产数千台弧焊电源,取得明显经济效益.4 结论(1) 本文提出的计算方法,可正确地计算出软开关的工作区域,以及开关管的工作状态.利用本文提出的计算方法,可得到开关管的关断损耗及主回路中几个主要参数值.(2) 本文提出了一种实现全负载软开关的方案,经实际应用取得良好效果.参考文献:[1]张占松,蔡宣三.开关电源的原理与设计[M].北京:电子工业出版社,1998.[2]郑利军,任天良,姜燕.PWM方式开关电源中IGBT的损耗分析[J].电力电子技术,1999,33(5):58~60.选自《焊接学报》2002年第01期。
收稿日期:2001-01-12 基金项目:湖北省自然科学基金资助项目 作者简介:王 伟(1946-),男,湖北武汉人,副教授,主要从事焊接过程控制及焊接设备的开发与研究工作。
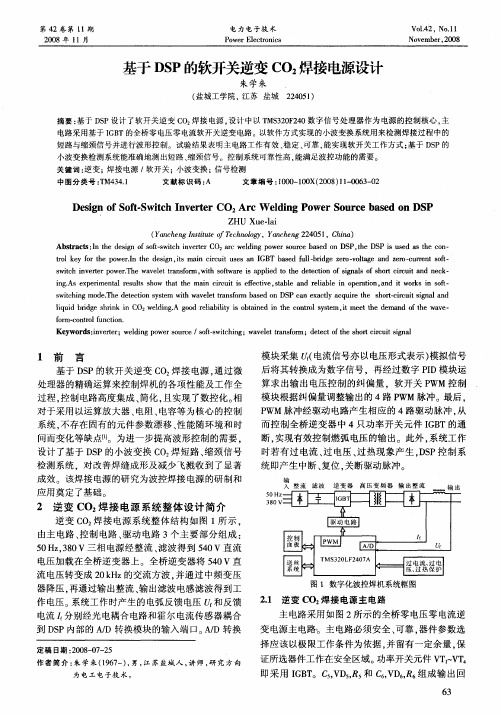
C O 2焊短路过渡过程控制策略及实施方案探析(一)王 伟,曹 阳,朱六妹(华中科技大学焊接研究所,湖北武汉430074)摘要:在分析C O 2焊飞溅产生及焊缝成型机理的基础上,从非电器因素和电器因素2个角度出发,探讨了C O 2焊短路过渡过程控制的策略、原理及特点,提出了恒频短路过渡智能控制方法的实施方案,该方案能有效抑制飞溅,改善焊缝成型,并具有控制简单、易于实现等特点,对逆变式C O 2气保焊机的研制具有一定的参考作用。
关键词:C O 2焊短路过渡;控制策略;实施方案;精细波形控制;恒频短路过渡中图分类号:TG 43415 文献标识码:A 文章编号:1001-2303(2001)03-0008-05The controlling tactics and implementing method in the CO 2short 2circuit arc w elding process(part 1)W ANG Wei ,C AO Y ang ,ZH U Liu 2mei(Welding Research Institute ,Huazhong University of Science and T echnology ,Wuhan 430074,China )Abstract :This article analyzes the reas ons of large spatter and bad bead forming of C O 2short 2circuit arc welding .From the basic of N on 2electrical and electrical factors ,it discusses varied controlling tactics in the C O 2short 2circuit arc welding process and presents the implementing method of intelligent control of constant trans fer frequency.This method can well reduce the spatter ,improve the bead form and be easy to control and manipulate.It might be valuable for the developing of C O 2inverter power s ource.K ey w ords :C O 2short 2circuit arc welding ;controlling tactics ;implementing method ;precise waveform controlling ;constant trans fer controlling1 前言C O 2短路过渡焊接被广泛应用于低碳钢、低合金钢的中、薄板焊接中,具有高效、节能,低氢、低成本、变形小以及可以进行全位置焊接等优点,是一种易于实现自动化的焊接方法。
找电源工作--------上电源英才网引言随着工业和科学技术的发展,用户对电能质量的要求越来越高。
包括市电在内的所有原始电能可能满足不了用户的要求,必须经过处理后才能使用,逆变技术在这种处理中起到了重要的作用。
传统的逆变技术多为模拟控制或模拟与数字相结合的控制系统,其缺点为1)控制电路的元器件比较多,体积庞大,结构复杂;2)灵活性不够,硬件电路一旦设计完成,控制策略就不能改变;3)调试比较麻烦,由于元器件特性的差异,致使电源一致性差,且模拟器件的工作点漂移,会导致系统参数的漂移,从而给调试带来不便。
因此,传统的逆变器在许多场合已不适应新的要求。
随着高速、廉价的数字信号处理器(DSP——Digital Signal Processor)的问世,于是便出现了数字电源(DPS——Digital Power Supply)。
其优点有1)数字化更容易实现数字芯片的处理和控制,避免模拟信号传递的畸变、失真,减少杂散信号的干扰;2)便于系统调试;3)如果将网络通迅和电源软件调试技术相结合,可实现远程遥感、遥测、遥调。
这些使得逆变电源数字化控制成为今后的发展趋势。
本文采用TI公司专门为电机及电力电子领域设计的TMS320LF2407型DSP作为控制器,介绍数字化周波逆变器的硬件设计和软件设计。
TMS320LF2407的结构特点TMS320LF2407具有高速信号处理和数字化控制功能所必需的结构特点。
将其优化的外设单元和高性能的DSP内核相结合,可以为各种类型电机提供高速和全变速的先进控制技术。
其主要特点为1)其系统运行主频达30MHz,使得指令周期缩短到33ns,绝大部份指令均可在单周期内完成,提高了控制器的实时能力。
2)2个事件管理器模块EVA和EVB,每个包括2个16位通用定时器;8个16位的脉宽调制(PWM)通道。
它们能够实现三相反相器控制;PWM的对称和非对称波形;当外部引脚PDPINTx出现低电平时快速关闭PWM通道;可编程的PWM死区控制以防止上下桥臂同时输入触发脉冲;16通道A/D转换器等功能。