互换性与技术测量前三章习题答案
- 格式:pdf
- 大小:51.83 KB
- 文档页数:9

《互换性与技术测量(第六版)》习题参考答案绪言0-1题:写出R10中从250~3150的优先数。
解:公比q10= ,由R10逐个取数,优先数系如下:250,315,400,500,630,800,1000,1250,1600,2000,2500,31500-2题:写出R10/3中从0.012~100的优先数系的派生数系。
= 3;由R10中的每逢3个取一个数,优先数系如下:解:公比q10/30.012, 0.025, 0.050, 0.100, 0.200, 0.400, 0.800,1.600, 3.150, 6.300, 12.50, 25.00, 50.00, 100.00。
0-3题:写出R10/5中从0.08~25的优先数系的派生数系。
解:公比q=5;由R10中的每逢5个取一个数,优先数系如下:10/50.80, 0.25, 0.80, 2.50, 8.00, 25.0第一章圆柱公差与配合1-1题 1.1-2题(1)为间隙配合,孔与轴配合的公差带代号为:φ2088d H(3)为过盈配合,孔与轴配合的公差带代号为:φ5567r H1-3题 (1)为基孔制的间隙配合φ+ 0 - H8最大间隙:Xmax=+0.131㎜ 最小间隙:Xmin=+0.065㎜配合公差为:f T =0.066㎜r 6φ+ 0 - H7 +0.060+0.041最大过盈:Ymax=-0.060㎜ 最小过盈:Ymin=-0.011㎜ 配合公差为:f T =0.049㎜+ 0 - H8孔、轴公差:h T =0.039㎜,s T =0.025㎜; 配合的极限:Xmax=+0.089㎜,Xmin=+0.025㎜(2)为基轴制的过渡配合 (5)为基孔制的过盈配合1-4题φ+ 0 - 孔、轴公差:h T =0.021㎜, s T =0.013㎜; 配合的极限:Xmax=+0.019㎜,Ymax=-0.015㎜ 配合的公差:f T =0.034㎜φ+ 0 - H7 u 6+0.235+0.210孔、轴公差:h T =0.040㎜,s T =0.025㎜; 配合的极限:Ymax=-0.235㎜,Ymin=-0.17㎜ 配合的公差:f T =0.065㎜;(1)φ600.1740.10000.01996D h ++- (2)φ50018.0002.0025.0067+++k H (5)φ800.0910.12100.01976U h --- 1-5题 (1)Ф2588f H 或Ф2588h F (2) Ф4067u H 或Ф4067h U (3) Ф6078k H 或Ф4078h K (1-6题)孔与轴的线胀大系数之差:△6105.11=⨯=α/℃, 降温-70℃导致的间隙减少量:△X = -0.040 mm设计结果:①Ф5078e H (基孔制);②Ф5078f F (非基准制,X m ax 和 X m in 相同)。

课后题第一章习题第一章圆柱公差与配合(9学时)基本要求:公差配合基本术语及定义,公差带图示法。
圆柱体结合的特点。
公差与配合国家标准的体系和结构,标准公差,基本偏差,公差带与配合。
公差与配合的选用:基孔制与基轴制的选择,公差等级的选择,配合的选择,不同基准制的应用。
公差与配合在图纸上的标注。
1.计算出表中的极限尺寸,上.下偏差和公差,并按国家标准的规定标注基本尺寸和上下偏差(单位为mm)。
2.已知下列三对孔,轴相配合。
要求:(1)分别计算三对配合的最大与最小间隙(Xmax ,Xmin)或过盈(Ymax,Ymin)及配合公差。
(2)分别绘出公差带图,并说明它们的配合类别。
① 孔:Φ20033.00+ 轴:Φ20065.0098.0-- ② 孔:Φ35007.0018.0+- 轴:Φ350016.0- ③ 孔:Φ55030.00+ 轴:Φ55060.0041.0++3. 下列配合中,查表1——7,表1——10,表1——11确定孔与轴的最大与最小间隙或过盈以及配合公差,画出公差带图,并指出它们属于哪种基准制和哪类配合?(1)Φ50H8/f7 (2)Φ80G10/h10 (3)Φ30K7/h6 (4)Φ140H8/r8 (5)Φ180H7/u6 (6)Φ18M6/h54.将下列基孔(轴)制配合,改换成配合性质相同的基轴(孔)制配合,并查表1——8,表1——10,表1——11,确定改换后的极限偏差。
(1)Φ60H9/d9 (2)Φ30H8/f7 (3)Φ50K7/h6 (4)Φ30S7/h6 (5)Φ50H7/u65.有下列三组孔与轴相配合,根据给定的数值,试分别确定它们的公差等级,并选用适当的配合。
(1)配合的基本尺寸=25mm ,X max =+0.086mm ,X min =+0.020mm (2)配合的基本尺寸=40mm ,Y max =-0.076mm ,Y min =-0.035mm (3)配合的基本尺寸=60mm ,Y max =-0.032mm ,Y min =+0.046mm6.根据结构的要求,图1——1所示为黄铜套与玻璃透镜间的工作温度t=-50℃时,应有0.009—0.075mm 的间隙量。
《互换性与测量技术基础》第三版周兆元李翔英主编教材课后习题答案第一章习题及答案1-1什么叫互换性?它在机械制造中有何重要意义?是否只适用于大批量生产?答:同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中去,并达到使用要求,这种特性就叫互换性。
互换性给产品的设计、制造和使用维修都带来了很大方便。
它不仅适用于大批量生产,也适用于单件小批生产,互换性已经成为现代机械制造企业中一个普遍遵守的原则。
1-2完全互换和不完全互换有何区别?各用于什么场合?答:互换程度不同:完全互换是同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中而满足使用要求;不完全互换是同一规格的零部件,需要经过挑选、调整或修配,再装配到机器中去才能使用要求。
当使用要求和零件制造水平、经济效益没有矛盾,即机器部件装配精度不高,各零件制造公差较大时,可采用完全互换进行零件生产;反之,当机器部件装配精度要求较高或很高,零件制造公差较小时,采用不完全互换。
1-5下面两列数据属于哪种系列?公比为多少?(1)电动机转速:375,750,1500,3000,、、、(2)摇臂钻床的主参数(钻孔直径):25,40,63,80,100,125等(12答:(1)此系列为派生系列:R40/12,公比为(2)此系列为复合系列,前三个数为R5系列,后三位为R10系列。
补充题:写出1~100之内的派生系列R20/3和R10/2的优先数常用值。
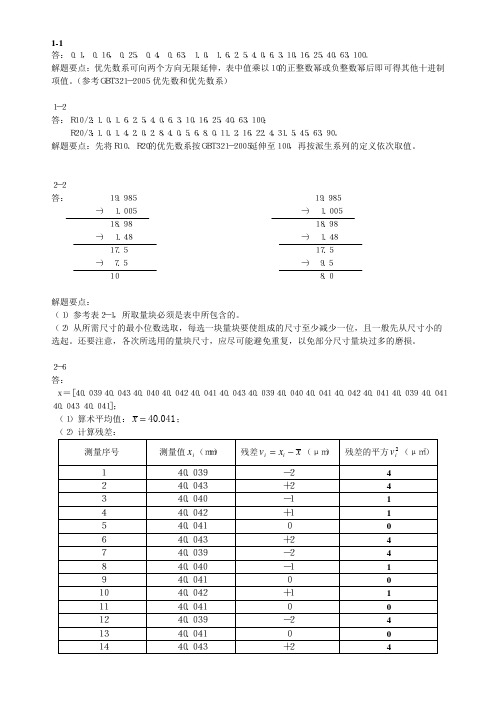
答:R20/3:1.00,1.40,2.00,2.80,4.00,5.60,8.00,11.2,16.0,22.4,31.5,45.0,63.0,90.0R10/2:1.00,1.60,2.50,4.00,6.30,10.0,16.0,25.0,40.0,63.0,100第二章习题及答案2-5(略)2-9试从83块一套的量块中,同时组合下列尺寸:48.98mm,29.875mm,10.56mm。
答:48.98=(1.48+7.5+40)29.875=(1.005+1.37+7.5+20)10.56=(1.06+9.5)提示:组合量块数量最多不超过4块,数量越少越好(因误差越小)。

《互换性与技术测量基础,主编:胡凤兰》课后习题答案 P39 第1章课后作业1.1(1)正确。
原因:一般情况下,实际尺寸越接近基本尺寸说明制造的误差越小。
(2)错误。
原因:规定的是公差带的宽度,不是位置,没有正负。
(3)错误。
原因:配合是由孔、轴的配合性质、装配等综合因素决定,不是由零件的加工精度决定。
但在通常情况下,加工精度高,可在一定程度上提高配合精度。
(4)正确。
原因:过渡配合必须保证最大过盈量和最小间隙的要求。
(5)错误。
原因:可能是过渡配合,配合公差是孔、轴公差之和。
1.2(1)①28,②孔,③下偏差为零,④正值,⑤轴,⑥上偏差为零,⑦负值(2)①基孔制,②基轴制,③基孔制,④定值刀具、量具的规格和数量(3)①20,②01,③18,④5到12级(4)①间隙,②过盈,③过渡,④间隙1.3基本尺寸 最大极限尺寸 最小极限尺寸 上偏差 下偏差 公差 孔0500032012..++φ 12φ 05012.φ 03212.φ +0.050 +0.032 0.018 轴0720053060..++φ 60φ 07260.φ 05360.φ +0.072 +0.053 0.019 孔0410060030..--φ 30φ 95929.φ 94029.φ -0.041 -0.060 0.021 轴0050034050..+-φ 50φ 00550.φ 96649.φ +0.005 -0.034 0.0391.4(1)50φ +0.039 0 0.039 -0.025 -0.064 0.039 +0.103 +0.025 +0.064 0.078 间隙(2)25φ -0.014 -0.035 0.021 0 +0.013 0.013 -0.014 -0.048 -0.031 0.034 过盈(3)80φ +0.005 -0.041 0.046 0 -0.030 0.030 +0.035 -0.041 -0.003 0.076 过渡1.5(1)020*******..--φ,(2)1000146060..--φ,(3)0180002050..++φ,(4)020*******..++φ,(5)1420080050..++φ,(6)0170042040..--φ,(7)0021030.-φ,(8)023080.±φ1.6(1)618h φ,(2)9120H φ,(3)750e φ,(4)865M φ1.7解:因要求最大间隙为+0.013,最大过盈为-0.021,所以需采用过渡配合在没有特殊要求的前提下,一般采用基孔制配合,并根据工艺等价的要求,孔的公差等级要低于轴1至2个公差等级。

《互换性与技术测量》(高教版)习题答案第三章光滑圆柱体结合的互换性及其检测3-1 判断下列说法是否正确?答:⑴公差是零件尺寸允许的最大偏差。
(×)⑵公差通常为正,在个别情况下也可以为负或零。
(×)⑶孔和轴的加工精度越高,则其配合精度也高。
(√)⑷配合公差总是大于孔或轴的尺寸公差。
(√)⑸过渡配合可能有间隙,也可能有过盈。
因此,过渡配合可以是间隙配合,也可以过盈配合。
(×)3-2 什么是基孔制配合与基轴制配合?为什么要规定基准制?广泛采用基孔制配合的原因何在?在什么情况下采用基轴制配合?答:基孔制配合:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成的一种配合制度称为基孔制配合。
基孔制的孔为基准孔,代号为H,并规定基准孔的基本偏差(即下偏差)为零。
基轴制配合:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成的一种配合制度称为基轴制配合。
基轴制的轴为基准轴,代号为h,并规定基准轴的基本偏差(即上偏差)为零。
按以下原则选用配合制:1)一般情况下,设计时优先选用基孔制。
2)有些情况下采用基轴制配合:零件采用外径不需加工的、具有一定精度等级的型材时,如型材直接用作轴;在同一基本尺寸的轴上装配几个具有不同性质的零件时,应选用基轴制配合;与标准件相配合的孔或轴,应以标准件为基准来确定配合制。
如滚动轴承的外圈与轴承座的配合即属于基轴制配合,又如定位销与孔的配合为基轴制的配合等。
3)非基准配合:在实际生产中的某些配合,如有充分的理由或特殊需要,允许采用非基准配合,即非基准孔和非基准轴的配合。
如G8/m7,F7/n6等。
3-3 更正下列标注的错误:答:⑴φ80121.0091.0--⇒φ80091.0121.0--⑵30021.000-⇒3000021.0-⑶φ6000⇒???-.0019⑷ 120011.0011.0+- ⇒ 120±0.011 ⑸ φ5087H f ⇒ φ5078f H ⑹ φ50f H 78 ⇒ φ5078f H ⑺ φ50H8039.00 ⇒ φ50H8(039.000+)3-4 下面三根轴哪根精度最高?哪根精度最低? 答:⑴ φ70105.0075.0++ T s1 = es - ei = 0.105-0.075 = 0.03 查表3-2 精度为IT7⑵ φ250015.0044.0-- T s2 = es - ei = -0.015-(-0.044)= 0.029 查表3-2 精度为IT6 ⑶ φ100022.0- T s3 = es - ei = 0-(-0.022)= 0.022 查表3-2 精度为IT8 轴φ250015.0044.0--精度最高 ,轴φ100022.0-精度最低。
互换性习题及答案互换性与测量技术基础习题第一章:绪论一、判断题(×)1.为了使零件具有完全互换性,必须使零件的几何尺寸完全一致。
(×)2.有了公差标准,就能保证零件的互换性。
(√)3.为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的公差范围内。
(√)4.完全互换的装配效率必定高于不完全互换。
二、选择题1.保证互换性生产的基础是(A)。
A.标准化B.生产现代化 C.大批量生产 D.协作化生产2.下列论述中正确的有(ADE)。
A.因为有了大批量生产,所以才有零件互换性,因为有互换性生产才制定公差制.B.具有互换性的零件,其几何参数应是绝对准确的。
C.在装配时,只要不需经过挑选就能装配,就称为有互换性。
D.一个零件经过调整后再进行装配,检验合格,也称为具有互换性的生产。
E.不完全互换不会降低使用性能,且经济效益较好。
三、填空题:1.根据零部件互换程度的不同,互换性可分(完全)互换和(不完全)互换。
2.互换性是指产品零部件在装配时要求:装配前(不经挑选),装配中(不需调整或修配),装配后(能满足功能要求)。
3.公差标准是对(几何量误差) 的限制性措施,( 采用相应的技术措施 )是贯彻公差与配合制的技术保证。
4.优先数系的基本系列有: ( R5 ) ( R10 ) ( R20 ) ( R40 )和R80,各系列的公比分别为: ( ) ( ) ( ) ( )和( )。
5.公差类型有(尺寸(角度))公差,(形状)公差,(位置)公差和(表面粗糙度)。
6.零件几何要求的允许误差称为(几何量公差),简称( 公差 )。
四、问答题:1.什么叫互换性?它在机械制造业中有何作用?答:*互换性是指制成的同一规格的零(部)件中,在装配时不作任何选择,附加调整或修配,能达到预定使用性能的要求。
*它在机械制造业中的作用反映在以下几个方面: (1)在设计方面,可简化设计程序,缩短设计周期,并便于用计算机辅助设计;(2)在制造方面,可保证优质高效生产;(3)在使用方面,使机器维修方便,可延长机器寿命。
互换性与技术测量习题答案(总37页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--《互换性与技术测量》习题答案,如某些题存在错误,请与万书亭联系(,),欢迎批评指正第1章绪论1-1.互换性在机器制造业中有什么作用和优越性?互换性原则已经成为提高生产水平和促进技术进步强有力的手段之一,主要体现在:1)对机械设计方面。
设计过程中,设计人员应尽量采用具有互换性的标准化零部件,这样将简化设计量,大大缩短设计周期,同时有利于实现计算机辅助设计。
2)对零部件加工方面。
零部件具有互换性,有利于实现专业化协作生产,这样产品单一,有利于提高产品质量和提高生产率,同时采用高效率的专业设备,实现生产过程的自动化。
3)在装配过程方面。
零部件具有互换性,有利于专业化分散生产,集中装配。
所以大大提高了生产率,同时实现自动化流水作业,大大降低工人的劳动强度。
4)对机器使用和维修方面。
当机器零件磨损或损坏后,可用相同规格的备件迅速替换,缩短修理时间,节约维修费用,保证机器工作的连续性和持久性,提高机器的使用率。
1-2.完全互换与不完全互换有何区别用于何种场合零件或部件在装配成机器或更换时,既不需要选择,也不需要辅助加工与修配就能装配成机器,并能满足预定的使用性能要求,这样的零部件属于完全互换,而需要经过适当选择才能装配成机器,属于不完全互换。
不完全互换应用于机器装配精度高的场合。
1-3.下面两列数据属于哪种系列公比q为多少(1)电动机转速有(单位为r/min):375,600,937,1500…。
(2)摇臂钻床的主参数(最大钻孔直径,单位为mm):25,31,40,50…。
答:1)属于R5系列,公比为2)属于R10系列,公比为.第2章测量技术基础2-1.量块的“等”和“级”是怎样划分的使用时有何不同量块按制造精度分为5级,即0、1、2、3和K级,其中0级精度最高,3级最低,K为校准级,用来校准0、1、2、3级量块。