梯形螺纹的加工宏程序
- 格式:doc
- 大小:80.00 KB
- 文档页数:2
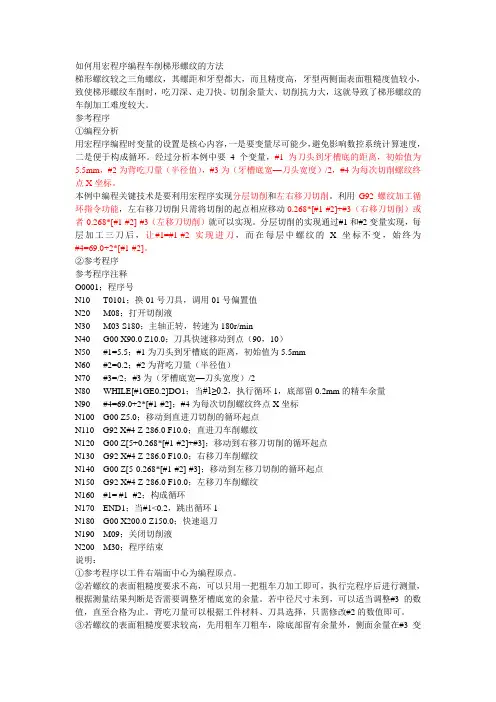
如何用宏程序编程车削梯形螺纹的方法梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
参考程序①编程分析用宏程序编程时变量的设置是核心内容,一是要变量尽可能少,避免影响数控系统计算速度,二是便于构成循环。
经过分析本例中要4个变量,#1为刀头到牙槽底的距离,初始值为5.5mm,#2为背吃刀量(半径值),#3为(牙槽底宽—刀头宽度)/2,#4为每次切削螺纹终点X坐标。
本例中编程关键技术是要利用宏程序实现分层切削和左右移刀切削。
利用G92螺纹加工循环指令功能,左右移刀切削只需将切削的起点相应移动0.268*[#1-#2]+#3(右移刀切削)或者-0.268*[#1-#2]-#3(左移刀切削)就可以实现。
分层切削的实现通过#1和#2变量实现,每层加工三刀后,让#1=#1-#2实现进刀,而在每层中螺纹的X坐标不变,始终为#4=69.0+2*[#1-#2]。
②参考程序参考程序注释O0001;程序号N10 T0101;换01号刀具,调用01号偏置值N20 M08;打开切削液N30 M03 S180;主轴正转,转速为180r/minN40 G00 X90.0 Z10.0;刀具快速移动到点(90,10)N50 #1=5.5;#1为刀头到牙槽底的距离,初始值为5.5mmN60 #2=0.2;#2为背吃刀量(半径值)N70 #3=/2;#3为(牙槽底宽—刀头宽度)/2N80 WHILE[#1GE0.2]DO1;当#1≥0.2,执行循环1,底部留0.2mm的精车余量N90 #4=69.0+2*[#1-#2];#4为每次切削螺纹终点X坐标N100 G00 Z5.0;移动到直进刀切削的循环起点N110 G92 X#4 Z-286.0 F10.0;直进刀车削螺纹N120 G00 Z[5+0.268*[#1-#2]+#3];移动到右移刀切削的循环起点N130 G92 X#4 Z-286.0 F10.0;右移刀车削螺纹N140 G00 Z[5-0.268*[#1-#2]-#3];移动到左移刀切削的循环起点N150 G92 X#4 Z-286.0 F10.0;左移刀车削螺纹N160 #1= #1- #2;构成循环N170 END1;当#1<0.2,跳出循环1N180 G00 X200.0 Z150.0;快速退刀N190 M09;关闭切削液N200 M30;程序结束说明:①参考程序以工件右端面中心为编程原点。
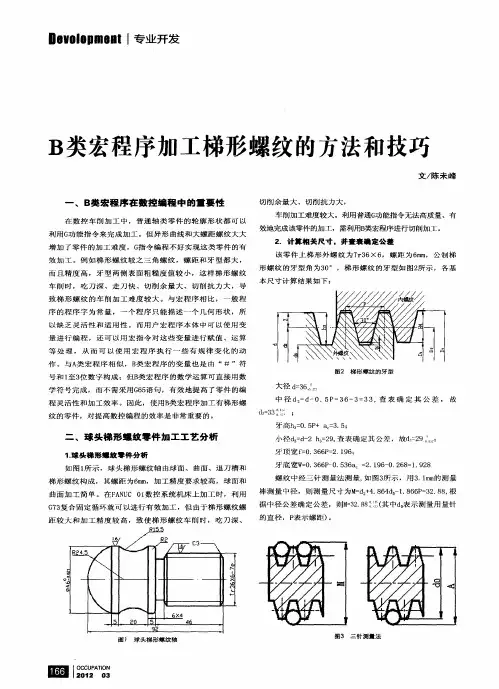

梯形螺纹的宏程序加工摘要:梯形螺纹是数控车工加工的难点,宏程序是数控编程的难点,然而二者结合起来就会使数控机床加工梯形螺纹,操作者只要修改参数的数值就可以完成不同螺距与长度的梯形螺纹加工,十分的方便快捷。
关键词:数控车床FANUC系统梯形螺纹宏程序#1=A 梯形螺纹大径#2=B 梯形螺纹小径#3=B 梯形螺纹牙底槽宽#4=I 梯形螺纹车刀刀头宽度#5=J 梯形螺纹长度L#6=K 梯形螺纹螺距#7=D 升速段长#8=E 减速段长#9= 粗车转速#10= 精车转速#19=S 精加工余量(直径值)主程序:O0001;N10 G54 G40 G21;N20 T0404;调用梯形螺纹车刀N30 G65 P333;调用梯形螺纹宏程序N40 M05;主轴停止转动N50 M30;程序结束并返回程序开头宏程序;O333N10 M03 S#9;主轴正转,转速为#9N20 #30=FUP[[#1-#2-#19]/2/#18];根据背吃刀量和精加工余量计算径向粗车循环次数(下取整)N30 #31=[#1-#2-#19]/#30;计算径向粗加工每次背吃刀量(直径值)N40 #40=FUP[#3-#4-#19/2]/2/#20;计算Z向粗车循环次数;N50 #41=[#3-#4-#19/2]/2/#40;计算Z向粗加工每次背吃刀量N60 #28=1;径向切削次数初始值赋值N70 WHILE[#28GT#30]DO1;N80 G00 X[#1+3];车刀快速移动到X方向起刀位置N90 Z#7;车刀快速移动到Z方向起刀点N100 X[#1-#31];车刀径向切入一个背吃刀量N120 G32 Z-[#5+#8]F#6;粗车梯形螺纹N110 #29=1;Z向切削次数初始值赋值N130 WHILE[#29GT#40]DO2;N140 G00 X[#1+3];车刀快速返回到X方向起刀位置N150 Z#7;车刀快速移动到Z方向起刀点N160 W-#41;车刀Z向负向移动一个切削量N170 X[#1-#31];车刀径向进刀#31N180 G32 Z-[#5+#8]F#6;粗车梯形螺纹N190 G00 X[#1+3];车刀快速返回到X方向起刀位置N200 Z#7;车刀快速移动到Z方向起刀点N210W#41;车刀Z向正向移动一个切削量N220X[#1-#31];车刀径向进刀#31N230G32Z-[#5+#8]F#6;粗车梯形螺纹N240G00X[#1+3];车刀快速返回到X方向起刀位置N250Z#7;车刀快速移动到Z方向起刀点N260#29=#29+1;Z向移动次数增加1N270#41=#41*#29;Z向移动量递增N280END2;N290#28=#28+1;X向切削次数增加1N300#31=#31*#28;X向切削量递增N310END1;N320 #41=[#3-#4-#19/2]/2/#40;计算Z向粗加工每次背吃刀量N330#29=1;Z向切削次数初始值赋值N340S#10;选用精加工转速N350G00X[#1+3];车刀快速返回到X方向起刀位置N360Z#7;车刀快速移动到Z方向起刀点N370X#2;车刀进给到X向精车位置N380G32Z-[#5+#8]F#6;精车螺纹牙底N390WHILE[#29GT#40]DO3;N400G00X[#1+3];车刀快速返回到X方向起刀位置N410Z#7;车刀快速移动到Z方向起刀点N420X#2;车刀进给到X向精车位置N430W-#41;车刀Z向负向移动一个切削量N440G32Z-[#5+#8]F#6;精车螺纹牙底N450G00X[#1+3];车刀快速返回到X方向起刀位置N460Z#7;车刀快速移动到Z方向起刀点N470X#2;车刀进给到X向精车位置N480W#41;车刀Z向正向移动一个切削量N490G32Z-[#5+#8]F#6;精车螺纹牙底N500#29=#29+1;Z向移动次数增加1N510#41=#41*#29;Z向移动量递增N520END3;N530G00X[#1+3];车刀快速返回到X方向起刀位置N540Z#7;车刀快速移动到Z方向起刀点N550X#2;车刀进给到X向精车位置N560W-[#3-#4]/2;车刀移动到螺纹牙右侧面起点N570G32Z-[#5+#8]F#6;精车螺纹牙牙右侧面N580G00X[#1+3];车刀快速返回到X方向起刀位置N590Z#7;车刀快速移动到Z方向起刀点N600X#2;车刀进给到X向精车位置N610W[#3-#4]/2;车刀移动到螺纹牙左侧面起点N620G32Z-[#5+#8]F#6;精车螺纹牙牙左侧面N630G0X100;N640Z100;N650M99。
数猪乡凉仑应用宏繹瘁加3榛糅衫緩总逼常比三色綏总緩更如劳型尢,致俊梯够緩金孑 杳)时,叱刀探、走刀僅、切削会逻尢、切杳)犹力尢,迫就导致 了糅衫谡盘的■的加3姙虐筱尢。
由孑尢乡数0;埼型敌施乡傾 約速傾也艇应®,糅衫緩幺炭总乡凉£不務刁:采用J 叱刀蚤僅 逬诒方式加工,加3中的刀路夏多,采用基本北今数挖编終鑿 瘙,而采用宏程存备程可以俚阿斜块迪一向腿。
样够鯉仗加工方法分朽善乡上釦的糅衫緩盘,常采用篇速絢刀翼傾速夕树,侖国 种逍刀方:主:盍逬法、左右切树:主、孑&槽:主和乡陷榛槽:主。
盍逬注□适用孑孑削緩更殓J(Pv4mm)的糅衫緩&,而粗 孑綏鉅验尢(P>4mm)的糅衫緩&常采用左右切•的:•去、孑盍橹注 餉孑隋糅橹:主。
下而分朽迫几神孑树方:主丝点:以E 北工方:主險盍逬:主夕卜,典他三种乡剖方注都急刁:同往 虐他滅包或遊免三刀同时切杳),俊站用筱顺场,刀支登力、< 必懾况侖函改善,从而彳昌出呢链动如九刀珈兔,込可握爲切 树闱蚤,改善緩俊恚而爲煽。
X,敌滋夕树梯够経仗走刀方裔倨合数怎乡凉游点,稔合盍逬怙敘率如左右切树注敘果, 孑树糅衫谡金采创作:欧阳体用“老切:主”殓合俺。
把牙橹分戌若孑卮,fi 亿戌若彳个验濱的糅衫槽来逬矽切树。
备卮的切削都采用先益逬后左右的乡树方:主,由孑左右切削吋槽除不卷,刀翼口须筱角左或角右的以初“左刀"逬诒即可。
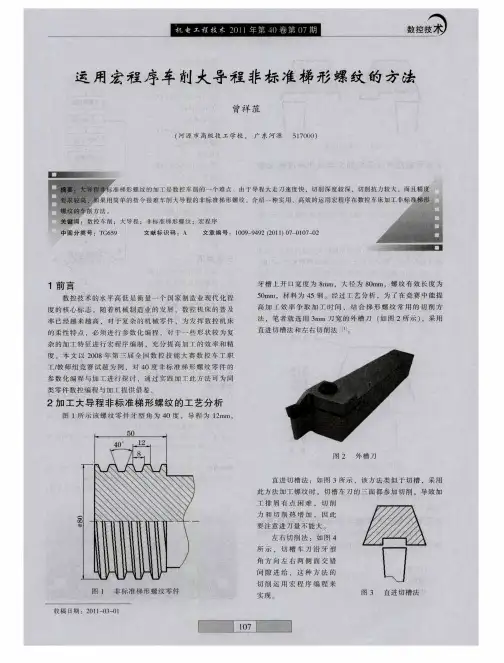
三,宠住厚偽終夕剖修彩縫盘本幺以力© 3 —个Tr36x6的糅衫緩幺力。
1筠例介区用宏終唐移存备富方:主:修够厶下:1,糅衫磯&加工尺寸皆愆糅的緩&的皆篇式乞豐痞数侥:左(右)紹刀蚤的讨算&上谢可以爲出尼切时左(右)左刀蚤皆篇式巧①、比刀块寃虐等孑劳橹凉寃时,左(右)為刀f =tanl5^x(劳除一老渤老背叱刀蚤);②、省刀块寃廈J孑孑牙橹凉妄时,左(右)卷刀蚤=tanl5°x (劳探一省前老背吃刀逻)+ (另橹凉寃一刀块寃虐)/22,“老切:主'’■的糅衫谡总的刀典逸择“卮切:•主"孑削梯衫緩&所用的粗孑刀如耦乡刀与善孑用刀—样。
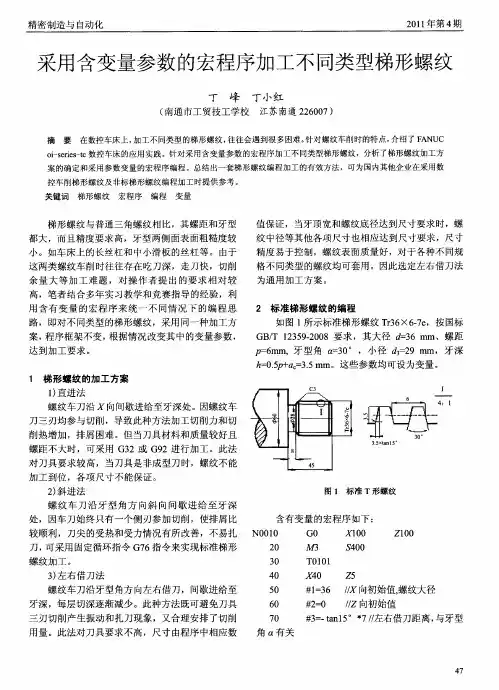
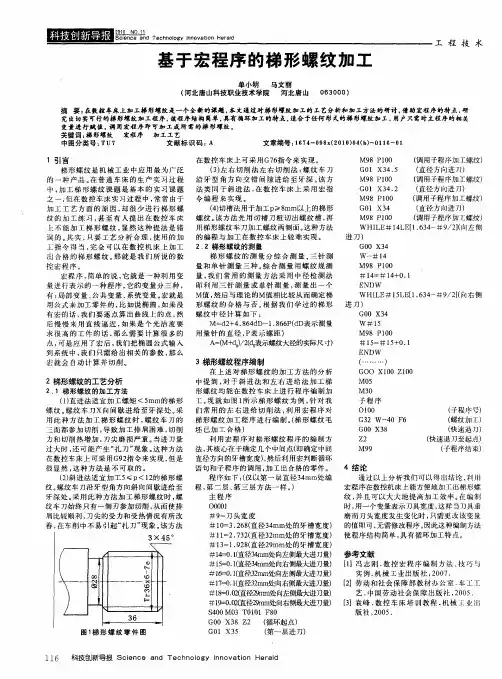
如何运用宏程序加工梯形螺纹通用宏程序举例下面用通用程序加工一个长度40的Tr36X6(P3)梯形螺纹。
3.1变量的使用所有变量见表1中,首先根据图纸尺寸填写表1 中的螺纹尺寸参数变量,然后结合工艺条件选取切削加工参数并填入表1中对应各栏。
表1 通用程序变量表将表1中各参数带入表2的通用程序表。
对于不同的规格的梯形螺纹只要填写程序中的#1到#14后的值,便可直接应用程序进行加工。
表2 应用实例程序及说明我们在FANUC0I系统的数控车床上,利用本通用程序进行了多头梯形螺纹的实际加工,取得了良好的效果。
本通用程序考虑全面,加工时只需快速地将变量表中各项变量的值赋入程序便可进行加工,程序适应性广、工艺编制合理、加工质量高,解决了梯形螺纹数控编程加工的诸多难题,可以直接将本程序编为子程序推广作为机床的配套程序。
内梯形螺纹(Tr40x7)的宏程序内梯形螺纹(Tr40x7)的宏程序系统:FANUC-oimait编程思想:每一层分中、右、左三分,每一刀的Z轴方向的起刀点都不同1、内梯形螺纹加工程序:G54G99M3S100T0101G0Z3X33#101=0.2; 每一刀的的深度(半径)#102=4 梯形螺纹的深度(半径)#103=1 分层切削的次数N90 G0U[2*#101*#103]G32Z-32F7G0X32Z[3+[#102-#101]*0.268+A];A是槽底宽-刀尖宽的一半X33U[2*#101*#103]G32Z-32F7G0X32Z[3-[#102-#101]*0.268-A] 梯形螺纹的牙顶宽:0.366x螺距梯形螺纹的牙底宽:螺距-牙顶宽-2倍的(螺纹深度Xtg15°)X33U[2*#101*#103]G32Z-32F7G0X32G0Z3X33#102=#102-0.2#103=#103+1IF[#103LE20]GOTO90;G0Z100M5M30。
梯形螺纹宏程序和圆弧螺纹宏程序;G00 X62 Z5#101=0#102=58-2*[#101]正切15°G00 X62 Z[10+#103]G82 X[#102] Z-60 F5G00 X62 Z[5-#103]G82 X[#1102] Z-60 F5#101=#101+0.15ENDWG00X111Z111M30说明#101初赋值:最大为3.5槽深数值#102直径变化量,最小为槽底直径#103左右借刀量常数tg15=0.268最大借刀量a= tg15*槽深=3.5*0.268 #103=a-[#101*0.268]假如刀宽等于槽底宽度,切到最深时,左右借到为零圆弧螺纹T011(刀补让1.5)G99S60M03G00X200Z10#10=40(角度初赋值)#20=4.3(圆弧半径)#30=0.8(刀尖半径)N10#101=[#20-#30]*SIN[#10]#102=[#20-#30]*COS[#10]G00X200Z[10+[#102]]G92X[194.6-2*[#101]]Z-50F9#10=#10+5IF[#10LE140]GOTO10#10=10 G00Z10X200M00T0101#20=4.3(圆弧半径)#30=0.8(刀尖半径)N20#101=[#20-#30]*SIN[#10]#102=[#20-#30]*COS[#10]G00X200Z[10+[#102]]G92X[194.6-2*[#101]]Z-50F9#10=#10+5IF[#10LE170]GOTO20G00X222Z222M30说明:1、参考圆弧螺纹加工图2、刀尖0.8圆弧,编程圆弧中心轨迹(对刀时必须注意加上两个刀尖半径,即刀具圆弧中心为对刀点)3、程序分两道加工,通过刀补保证深度4、186直径9螺距升程角度为3度。
梯形螺纹的加工宏程序
O0001;
T0101 M03 S300;换梯形螺纹刀,主轴转速300r/min
G00 X38 Z5;快速走到起刀点
M08;开冷却
#101=36;螺纹公称直径
#102=0;右边借刀量初始值
#103=-1.876;左边借刀量初始值(L=tg15*3.5*2或0.938*2) #104=0.2;每次吃刀深度,初始值
N1 IF [#101 LT 29] GOTO2;加工到小径尺寸循环结束
G0 Z[5+#102];快速走到右边加工起刀点
G92 X[#101] Z-30 F6;右边加工一刀
G0 Z[5+#103];快速走到左边加工起刀点
G92 X[#101] Z-30 F6;左边加工一刀
#101=#101-#104;改变螺纹加工直径
#102=#102-0.134*#104;计算因改变切深后右边借刀量(tg15/2=0.134) #103=#103+0.134*#104;计算因改变切深后左边借刀量(tg15/2=0.134) IF[#101 LT 34] THEN #104=0.15;小于34时每次吃刀深度为0.15
IF[#101 LT 32] THEN #104=0.1;小于32时每次吃刀深度为0.10
IF[#101 LT 30] THEN #104=0.05;小于30时每次吃刀深度为0.05
GOTO 1;
N2 G92 X29 Z-30 F6;在底径处精加工两刀
G00 X100 Z100 M09;刀架快速退回,关闭冷却
M05;主轴停
M30;程序结束
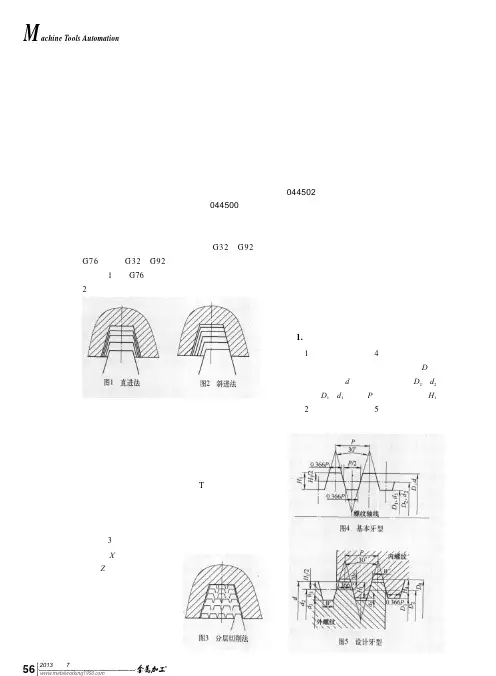
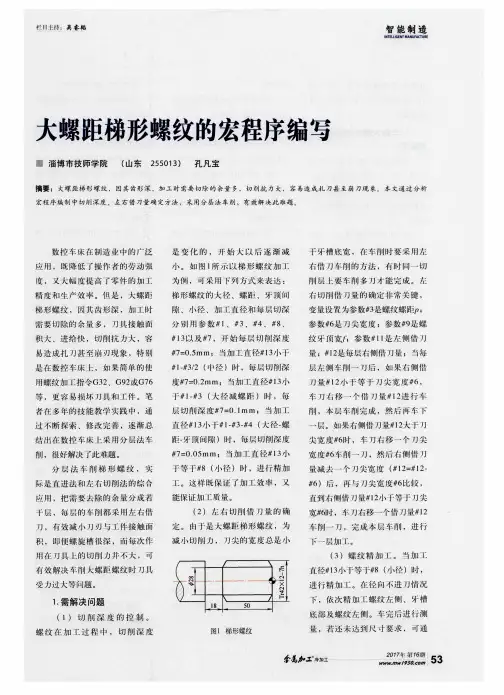
图l吃刀深度ap与借刀量△之间的关系:△=ap*tg α/2。