汽车散热器钎焊工艺
- 格式:doc
- 大小:30.00 KB
- 文档页数:4

基于汽车散热器钎焊问题探索与研究摘要:本文主要分析了汽车散热器钎焊中钎料成份、钎焊温度、钎剂成份等对钎焊质量的互相作用、互相影响情况,本文是一些个人的见解,可与同行共同探讨。
关键词:汽车—散热器;钎接工艺Abstract: this paper mainly analyzes the car radiator brazing joint in composition, soldering temperature, solder ingredients on the soldering quality interact with each other, and influence each other, this paper are some personal opinions, but with counterparts to discuss.Keywords:-auto radiator; Qian meet process中图分类号:F407.471文献标识码:A 文章编号:一、前言在60年代中期,就已成功地将钎焊工艺应用于汽车紫铜/黄铜散热器的生产中,其工艺稳定性的研究一直进行着。
紫铜及其合金的钎焊是易于实现的,但是从冶金学的角度上看,它却是一种相当复杂的工艺。
稳定的钎接工艺取决于下列7个因素,即被钎焊材料、钎料成份、钎焊温度、钎焊温度的持续时间、钎料的搅动程度、钎剂成份、钎焊保护气。
这7个因素互相影响、互相作用、从而决定了钎焊工艺的效果。
本文的主要内容是分析并了解它们相互作用的重要性。
二、钎焊工艺分析与研究首先对钎焊接头本身进行研究,试验结果表明块状钎料试样对钎接性能影响不大。
通过钎接的破坏性试验可清楚地看出,裂纹出现在钎料和基材的连接表面之间,也就是裂纹出现或穿过在钎焊时形成的无钎料块的反应区内。
试验工作主要集中在102号紫铜(无氧铜、含铜99.95%)和260号铜合金(铜锌合金、70%Cu 一30%Zn)两种材料。

散热器的焊接方法
散热器的焊接方法主要有以下几种:
1. 氩弧焊:这是一种常用的焊接方法,通过惰性气体氩气保护焊接区域,使焊缝质量更高。
氩弧焊适用于焊接薄板和不锈钢等材料。
2. 电焊:也称为电弧焊,是通过电弧产生的热量将金属连接在一起的方法。
电焊适用于焊接较厚的散热器材料,但焊缝外观可能不如氩弧焊美观。
3. 钎焊:钎焊是通过加热钎料使其熔化,并将散热器的连接部位润湿和连接的方法。
钎焊常用于连接不同材料的散热器,如铝和铜。
4. 激光焊:激光焊是一种高精度的焊接方法,利用激光束的高热量将材料连接在一起。
激光焊可以实现小变形和高效率的焊接,但设备成本较高。
在选择焊接方法时,需要考虑散热器的材料、厚度、焊接要求以及生产成本等因素。
无论使用哪种焊接方法,都需要确保焊接操作的安全性,并遵循相关的操作规程和标准。
需要注意的是,以上内容仅为一般性介绍,具体的焊接方法和参数应根据散热器的材质、结构和使用要求进行选择和确定。
在进行散热器的焊接时,建议遵循相关的焊接工艺规范和标准,并由经过专业培训的焊接操作人员进行施工。

(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910255343.5(22)申请日 2019.04.01(71)申请人 安徽双桦热交换系统有限公司地址 245000 安徽省黄山市屯溪区九龙园区呈祥路1号(72)发明人 杨骏 程瑞成 陶伟平 (74)专利代理机构 深圳市科吉华烽知识产权事务所(普通合伙) 44248代理人 吴肖敏(51)Int.Cl.B23K 3/08(2006.01)B23K 1/008(2006.01)(54)发明名称基于汽车散热器钎焊工艺的NB连续式钎焊炉温度场模型(57)摘要本发明提供基于汽车散热器钎焊工艺的NB 连续式钎焊炉温度场模型,在产品材料、结构、钎焊剂浓度、炉内氛围良好、产品烘架固定的情况下,只针对三个变量变量(网带速度、钎焊各区温度、产品间的间隙)对炉中钎焊过程进行分析,根据炉中钎焊过程的换热情况和数值模拟的可行性,做出一定假设,建立炉中钎焊三维瞬态热分析模型,对散热器钎焊过程的温度场进行模拟。
本发明通过建立钎焊炉温度场模型通过钎焊各区温度分布,对炉中钎焊信息分析,寻找出最佳的钎焊加热制度,采用炉温测试仪对钎焊温度进行测量,模拟热循环曲线与测量热循环曲线基本吻合,确定该有限元模型的正确性,通过模拟方法初步确定了钎焊工艺参数。
权利要求书3页 说明书6页 附图2页CN 109940242 A 2019.06.28C N 109940242A权 利 要 求 书1/3页CN 109940242 A1.基于汽车散热器钎焊工艺的NB连续式钎焊炉温度场模型,包括以下步骤:S1 选取钎焊炉:钎焊炉选用连续式钎焊炉钎焊段分为6个区,约11.7米,布置上下两层电加热管,共144根。
炉内通低温氮气保护产品钎焊气氛,采用网带运料方式端进端出;S2 钎焊炉炉内传热分析:钎焊炉内部的热工过程非常复杂,主要包括电加热管通电后释放热量、高温热量通过辐射传递热量、气体流动换热三个过程,其中传热过程是基本的,而炉内加热管放热和气体流动是通过传热工况来影响生产率的;其中,产品外表面热量的传递过程主要以辐射热交换和对流热交换的方式进行,产品内部(不能直接接收到辐射热对流热)是非稳态导热;电加热管通过加热后释放的高温热量,分三部份分配出去:(1)以辐射和对流方式传给芯体;(2)以辐射和对流方式传给炉壁;(3)尾气带走部分;其中炉壁的热量分配:(1)以辐射方式传给芯体;(2)炉壁散热;芯体得到的热量:炉膛内部炉气通过对流和辐射的方式传给芯体和炉壁通过辐射传给芯体的热量和。

汽车热交换器钎焊工艺钎焊技术:是采用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔化的温度(使母材仍保持为固态),利用液态钎料的润湿作用填充接头间隙,与母材相互扩散实现被焊工件连接的一种方法。
铝合金比强度高、导热性好、耐腐蚀、易成形,是制造热交换器的理想材料。
为减轻重量,提高换热效率,轿车空调热交换器普遍采用管带式、平流式和层叠式等全铝热交换器。
铝热交换器生产的关键技术是钎焊,无腐蚀性钎焊方法有钎剂炉中钎焊(以下简称钎焊)和真空钎焊,钎焊主要用于管带式和平流式冷凝器的大规模钎焊。
1 钎焊炉钎焊炉有连续隧道炉和分批式单室炉两种类型,保护气氛可采用静态或强迫对流方式,国内引进的钎焊炉都是静态气氛隧道炉。
隧道炉一般由钎剂涂敷装置(喷淋室)、干燥室(烘干炉)、钎焊室、水冷罩室、空冷室几部分组成。
钎剂涂敷装置依靠传送带运输,对热交换器喷涂钎剂悬浮液,然后吹除多余的液体。
干燥室在200℃左右烘干钎剂。
钎焊室为整体不锈钢马弗结构,马弗进口端固定,出口端浮动,不锈钢网带从马弗内穿过,马弗内为氮气保护环境,工件在马弗内完成钎焊。
氮气从工件升温到钎焊温度的那一段进入马弗,向钎焊室进出口方向排出,同时钎焊室进出口处用大流量氮气隔离车间气氛。
马弗上下布置电加热元件,分区PID控制,四周为绝热层和外部钢壳。
水冷罩室和空冷室位于钎焊室的尾部,钎焊后的热交换器先后经过水冷罩室和空冷室,被冷却至室温。
2 钎焊用材料2.1钎剂钎焊熔剂(钎剂)是钎焊过程中用的熔剂,与钎料配合使用,是保证钎焊过程顺利进行和获得致密接头不可缺少的。
钎剂的作用是清除熔融钎料和母材表面的氧化物,保护钎料及母材表面不被继续氧化,改善钎料对母材的润湿性能,促进界面活化,使其能顺利地实现钎焊过程。
钎剂与钎料的合理选用对钎焊接头的质量起关键作用。
钎剂(钎剂最早是加拿大Alcan铝业有限公司的注册商标)是通用分子式为K1-3AlF4-6的氟铝酸钾盐的混合物,其中可能存在一个结晶水。

汽车热交换器钎焊工艺钎焊技术:是采用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔化的温度(使母材仍保持为固态),利用液态钎料的润湿作用填充接头间隙,与母材相互扩散实现被焊工件连接的一种方法。
铝合金比强度高、导热性好、耐腐蚀、易成形,是制造热交换器的理想材料。
为减轻重量,提高换热效率,轿车空调热交换器普遍采用管带式、平流式和层叠式等全铝热交换器。
铝热交换器生产的关键技术是钎焊,无腐蚀性钎焊方法有钎剂炉中钎焊(以下简称钎焊)和真空钎焊,钎焊主要用于管带式和平流式冷凝器的大规模钎焊。
1 钎焊炉钎焊炉有连续隧道炉和分批式单室炉两种类型,保护气氛可采用静态或强迫对流方式,国内引进的钎焊炉都是静态气氛隧道炉。
隧道炉一般由钎剂涂敷装置(喷淋室)、干燥室(烘干炉)、钎焊室、水冷罩室、空冷室几部分组成。
钎剂涂敷装置依靠传送带运输,对热交换器喷涂钎剂悬浮液,然后吹除多余的液体。
干燥室在200℃左右烘干钎剂。
钎焊室为整体不锈钢马弗结构,马弗进口端固定,出口端浮动,不锈钢网带从马弗内穿过,马弗内为氮气保护环境,工件在马弗内完成钎焊。
氮气从工件升温到钎焊温度的那一段进入马弗,向钎焊室进出口方向排出,同时钎焊室进出口处用大流量氮气隔离车间气氛。
马弗上下布置电加热元件,分区PID控制,四周为绝热层和外部钢壳。
水冷罩室和空冷室位于钎焊室的尾部,钎焊后的热交换器先后经过水冷罩室和空冷室,被冷却至室温。
2 钎焊用材料2.1钎剂钎焊熔剂(钎剂)是钎焊过程中用的熔剂,与钎料配合使用,是保证钎焊过程顺利进行和获得致密接头不可缺少的。
钎剂的作用是清除熔融钎料和母材表面的氧化物,保护钎料及母材表面不被继续氧化,改善钎料对母材的润湿性能,促进界面活化,使其能顺利地实现钎焊过程。
钎剂与钎料的合理选用对钎焊接头的质量起关键作用。
钎剂(钎剂最早是加拿大Alcan铝业有限公司的注册商标)是通用分子式为K1-3AlF4-6的氟铝酸钾盐的混合物,其中可能存在一个结晶水。
汽车散热器钎焊工艺作者:张培泽来源:《科技创新与应用》2018年第30期摘要:为了顺应整个汽车制造工业的发展趋势,散热器作为汽车冷却系统中非常重要的部件之一,其工作效率也应当不断提升,并向着轻型化方向发展。
钎焊在汽车散热器大规模批量生产中有良好的适用性,如何保障钎焊成品质量是业内人士高度重视的一项课题。
文章即在概述汽车散热器构成的基础之上,对钎焊工艺进行研究,并以实验方式指导对钎焊工艺的合理优化,望能够更好的保障汽车散热器的散热性能符合要求,提高钎焊制造合格率。
关键词:汽车;散热器;钎焊;工艺中图分类号:TG454 文献标志码:A 文章编号:2095-2945(2018)30-0099-02Abstract: In order to comply with the development trend of the whole automobile manufacturing industry, as one of the most important parts of the automobile cooling system, the working efficiency of the radiator should be improved continuously, and develop toward the light type direction. Brazing has good applicability in mass production of automobile radiator. How to ensure the quality of brazing finished product is a highly valued topic in the industry. On the basis of summarizing the composition of automobile radiator, this paper studies the brazing technology,and guides the reasonable optimization of brazing process by experiment, so as to guarantee the heat dissipation performance of automobile radiator to meet the requirements and improve brazing qualified rate.Keywords: automobile; radiator; brazing; process当前社会经济快速发展背景下,汽车制造产业的发展速度是非常迅猛的,对汽车制造质量以及产品性能的要求也更为严格与具体。

汽车散热器加工工艺流程英文回答:The manufacturing process of a car radiator involves several steps to ensure its efficient cooling performance. Firstly, the raw materials, such as aluminum and copper, are carefully selected and inspected for quality. These materials are then cut into specific sizes and shapes using precision cutting machines. After that, the fins and tubes are formed separately.Next, the fins are attached to the tubes through a process called brazing. This involves heating the fins and tubes to a specific temperature and applying a filler material, such as solder or flux, to create a strong bond between them. Brazing not only ensures a secure attachment but also allows for efficient heat transfer between thefins and tubes.Once the fins and tubes are securely bonded, they areassembled into a core. The core is then tested for any leaks or defects using pressure testing equipment. This ensures that the radiator will function properly and effectively dissipate heat.After passing the testing phase, the core is then connected to the header tanks. The header tanks are responsible for holding the coolant and allowing for its circulation through the radiator. The tanks are usually made of plastic or aluminum and are attached to the core through welding or adhesive bonding.Finally, the radiator undergoes a thorough inspection to ensure its quality and performance. This includes checking for any visible defects, such as dents or scratches, as well as testing its cooling efficiency under different operating conditions.中文回答:汽车散热器的加工工艺流程包括几个步骤,以确保其高效的散热性能。

汽车散热器钎焊工艺分析******************摘要:伴随着社会的发展,大众的生活水平发生了翻天覆地的变化,大众的吃穿住行也在悄悄的发生变化。
尤其是伴随着交通道路的逐步完善,汽车逐步演变成大家主流的代步工具。
因此注意汽车的安全系数和可靠性,汽车热管散热器对于现况拥有至关重要的影响。
因而,本篇文章主要是对汽车热管散热器的焊接工艺展开了简短的分析与讨论,期待能够引起大众的高度重视与支持,也能为有关行业给予参照。
关键词:汽车、散热器、钎焊引言:事实上,在20世际60年代中期,在我国钎焊技术性取得成功与车辆红铜和紫铜散热器相结合,并且对加工工艺稳定性的研究一直在开展。
从金属材料学的角度来看,汽车散热器钎焊技术是一个难以达到且繁杂的过程。
钎焊加工工艺要更平稳,必须钎料成份、被焊接的材料、钎焊温度、温度持续时间、钎料成分以及钎焊气体保护七个要素。
本文关键研究汽车散热器的钎焊技术,期望为汽车散热器钎焊工艺提出参考。
一、汽车散热器的构成散热器是汽车发动机冷却系统最主要的构件之一。
汽车发动机运作过程中产生的没有用的发热量必须通过散热器排出来。
现阶段,在科技的大力支持下,汽车发动机冷却系统所使用的散热器按工作模式可以分为直流式散热器和横流式散热器。
散热器设在汽车的上水室,排水管道设在下水室。
在汽车发动机出口,高温热水根据散热器供水管道路引入上水室内,最后从排水管排出,被吸入水泵内外排。
在这一点上,汽车发动机冷却系统上水室和电焊焊接空隙的品质直接影响着汽车发动机冷却系统水循环系统的散热器和水内腔系统冷却循环水的流通性与压力,并且对汽车发动机的散热系统性能也有着较大影响。
二、钎焊工艺的参数1、工件烘干温度喷涂钎剂后,为了能够让工件表面干燥,除去钎剂中所含的多余的水份,与此同时除去被工作台面吸进水分,使产品干躁。
多余水份会浸蚀网带,危害钎剂的内部焊锡丝氛围,危害产品的钎焊品质。
依据产品的尺寸差异,设置的干躁温度也不尽相同,因此在进行产品生产前,必须通过试验不断调整温度,明确最理想的温度数值。
铝管带式汽车散热器钎焊原理:在铝元素中加入一定量的硅元素后形成的硅铝合金会随着硅元素含量的不同发生熔点变化,与其他的铝合金就会有熔点差。
铝硬钎焊就是利用这一熔点差来使其焊合在一块的方法。
下图所示为Al-Si合金状态图。
例如:纯铝的熔点是660℃,加入7%的硅后,铝合金(4343)的熔点降为600℃左右。
Al-Si合金图1 Al-Si合金状态图含硅量11.7%时形成硅铝共晶合金,此时的熔点最低,为577℃。
如图2所示,在母材A和B之间置入硅铝合金焊料C,当母材和焊料被同时加热至620℃时,焊料熔化,在焊剂的作用下,铝表面的氧化膜被去除。
熔化的焊料借助焊剂产生毛细管作用并流动,进入到两种母材的间隙处,其中的一部分硅扩散到母材中。
降至常温后固化,形成牢固的焊脚。
组装→涂焊剂→钎焊→冷却、固化图2 钎焊原理图焊后的连接强度可达到11.7kg/mm2。
钎焊工艺:铝钎焊的方法及工艺见表1。
焊剂作为破坏、去除铝表面氧化层的活性剂,配制有多种方法,其中方法I~IV以氯化物(NaCl、KCl、LiCl等)为主要成分,再添加少量的氟化物。
由于钎焊后残留的含氯化物焊剂具有腐蚀作用,必须进行后处理予以彻底去除。
第V种NOCOLOK法使用了非腐蚀性焊剂(K3AlF6-KAlF4),钎焊后不必清洗。
在这里,NOCOLOK是焊剂的商品名。
第VI种真空钎焊法不使用焊剂,靠焊料中镁元素的蒸发破坏氧化膜来进行焊接。
第VII种是在非活性气体氛围中进行焊接的V AW法,带焊料的零部件需在氨溶液中做前处理,氧化膜必须完全处理掉。
还有,氮气的纯度必须严格管理。
由于第V种NOCOLOK法过程易于控制,便于工业化大批量生产,焊后工件不须清洗处理,目前,大部分的制造商都选择了这种方法生产铝管带式散热器。
国内引进的生产线也以NOCOLOK法为主。
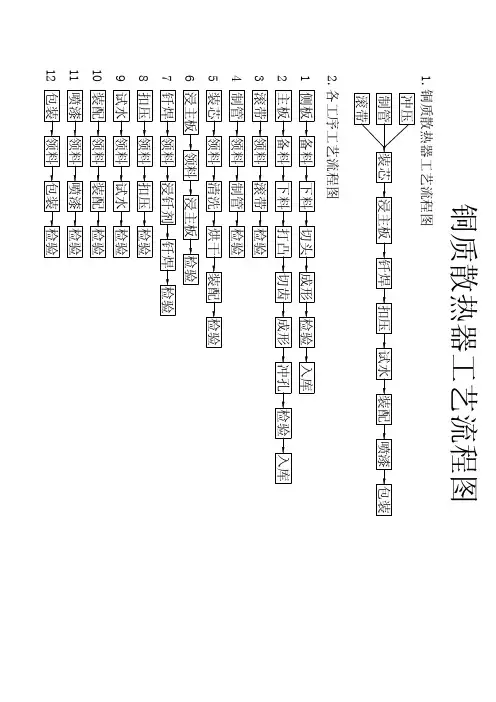
生产工艺:NOCOLOK法典型的铝管带式散热器生产工艺如下:高频焊管、滚带、主片和护板冲压、真空清洗零件、芯子组装、芯子钎焊、安装水室(敛缝)、安装附件和侧板、密封性检验、水箱盖安装、标签粘贴、包装。
汽车散热器钎焊工艺为了顺应整个汽车制造工业的发展趋势,散热器作为汽车冷却系统中非常重要的部件之一,其工作效率也应当不断提升,并向着轻型化方向发展。
钎焊在汽车散热器大规模批量生产中有良好的适用性,如何保障钎焊成品质量是业内人士高度重视的一项课题。
文章即在概述汽车散热器构成的基础之上,对钎焊工艺进行研究,并以实验方式指导对钎焊工艺的合理优化,望能够更好的保障汽车散热器的散热性能符合要求,提高钎焊制造合格率。
标签:汽车;散热器;钎焊;工艺Abstract:In order to comply with the development trend of the whole automobile manufacturing industry,as one of the most important parts of the automobile cooling system,the working efficiency of the radiator should be improved continuously,and develop toward the light type direction. Brazing has good applicability in mass production of automobile radiator. How to ensure the quality of brazing finished product is a highly valued topic in the industry. On the basis of summarizing the composition of automobile radiator,this paper studies the brazing technology,and guides the reasonable optimization of brazing process by experiment,so as to guarantee the heat dissipation performance of automobile radiator to meet the requirements and improve brazing qualified rate.Keywords:automobile;radiator;brazing;process當前社会经济快速发展背景下,汽车制造产业的发展速度是非常迅猛的,对汽车制造质量以及产品性能的要求也更为严格与具体。
汽车在行驶过程中的动力来源为发动机,现阶段正朝着大功率方向发展。
而发动机动力性能提高的同时其产热量也会有一定程度上的改变。
若热量无法及时传送外排,就会在一定程度上影响发动机性能。
散热器作为汽车主体结构中最为关键的散热部分之一,可大量集中散发汽车发动机所产生热量。
换言之,散热器性能会直接对汽车发动机散热效果产生影响,并间接影响车辆动力性能、可靠性以及经济性。
1 汽车散热器构成在汽车发动机冷却系统中,散热器是非常重要的构成部件之一,发动机运行期间多余热量需要通过散热器散发。
当前技术条件支持下,汽车发动机冷却系统中所使用散热器可以根据运行模式分为直流型散热器以及横流型散热器这两大类型。
散热器进水管装设于上水室,出水管装设于下水室,自汽车发动机出水口流出高温热水通过散热器进水管流入上水室,并经散热器芯体冷却后进入下水室内,最终自出水管流出,并吸入水泵内外排。
从这一角度上来看,在汽车发动机冷却系统当中,水室以及主片焊缝质量将直接对散热器进水室以及出水室墙体承受来自发动机冷却系统循环水的流量以及压力大小,并以此种方式对汽车发动机冷却系统的散热性能产生重要影响。
2 散热器钎焊工艺烘干温度、钎焊温度、保温时间、散热器炉内含氧量、网带速度以及工件摆放密度均会在一定程度上对钎焊工艺质量产生影响。
采用ANSYS有限元分析软件对散热器水室与主片炉中钎焊工艺实施情况进行模拟,可确定加热炉各个区域所对应的温度最优值。
因此,可通过设定不同网带速度值的方式,对散热器钎焊焊接接头所呈现出的气密性以及显微金相组织情况进行观察与分析。
2.1 实验参数实验期间所设置基本参数情况如下:(1)钎焊一区设定温度590.0℃,钎焊二区设定温度595.0℃,钎焊三区设定温度605.0℃,钎焊四区设定温度610.0℃,钎焊五区设定温度615.0℃,钎焊六区设定温度610.0℃;(2)网带速度设定值分别为560.0mm/min,780.0mm/min,960.0mm/min;(3)钎剂喷淋浓度设定值为3.0%~6.0%;(4)钎剂涂覆浓度设定值为28.0%~33.0%;(5)氮气浓度设定值为99.98%;(6)氮气压力设定值为0.02MPa~0.03MPa;(7)烘干温度设定值为220.0℃;(8)含氧量设定值为0~70.0ppm;(9)摆放密度设定值为3.0件/m。
2.2 实验结果在网带速度取值过快的情况下,即便温度已经达到钎料熔点温度,但钎料熔化并不完全,仅集中于低熔点相区域,主要原因是受到保温时间过短的影响,母材与钎料接触不完全,无法集中扩散。
当网带速度取值为960.0mm/min时,钎缝为主要成分,Al-Si共晶组织呈均匀分布,外表为多边形。
同时,钎料与母材之间尚未形成α(A1)残余层,最直接原因为母材与钎料之间接触时间受到网带速度以及保温时间影响,并未有效扩散。
当网带速度取值为780.0mm/min时,钎缝组织中可见深色Al-Si共晶组织以及白色α(A1)白色晶粒,且该组织出现在母材与钎缝交接部位,并沿钎缝中心生长。
钎焊加工结束并自然冷却凝固期间,钎焊接缝部位金属沿反散热方向洁净,最终形成Al-Si共晶体。
当网带速度取值560.0mm/min时,母材与钎缝交界部位会出现溶蚀现象且比较明显,主要原因是受到网带速度影响,保温时间长,在高温状态下钎料表现出了非常理想的流动性能,且高温驱使钎料中Si元素向母材扩散,导致母材成分产生改变,降低固相温度,最终导致溶蚀问题的产生。
根据上述结果显示:在汽车散热器钎焊加工过程中,当网带速度取值为560.0mm/min或960.0mm/min时,产品会出现较为明显的漏气现象,钎焊加工质量不合格,为避免漏气,保证产品质量,建议在钎焊加工过程中将网带速度控制为780.0mm/min。
2.3 实验结论以上实验在确定汽车散热器钎焊工艺钎焊温度的基礎之上,重点研究保温时间(由于保温时间无法确定,故以网带速度作为参考指标)对钎焊接缝组织性质的影响,对比在网带速度影响下,钎焊接缝金相组织呈现结果的差异性。
结果显示:当网带速度取值为960.0mm/min时,钎料与母材之间尚未形成α(A1)残余层,钎料呈现不完全熔现象;当网带速度取值为560.0mm/min时,母材与钎缝交界部位会出现溶蚀现象且比较明显,接缝周边母材溶蚀现象明显,且交接部位可能出现微量钎料流失现象;当网带速度取值为780.0mm/min时,所获得的钎焊接缝组织性质最佳,建议在钎焊加工过程中将网带速度控制为780.0mm/min。
3 散热器钎焊工艺优化针对汽车散热器钎焊加工后期出现的溶蚀问题以及未焊合问题等质量缺陷,应当基于对缺陷产生原因的深入分析,制定科学有效的措施,改进原方案中散热器炉钎焊加工的基本参数,从而在确保产品质量的基础之上,提高合格率以及生产效率,并促进生产成本的控制。
3.1 钎焊规范的合理选择在汽车散热器钎焊加工期间,烘干温度、钎焊温度、保温时间、散热器炉内含氧量、网带速度以及工件摆放密度等一系列参数存在相互制约与影响的关系。
确定散热器炉内含氧量、网带速度以及工件摆放密度等一系列参数后,对钎焊焊接参数的选择主要需要考虑保温时间以及钎焊温度这两项,而这两项参数之间可以选择的配合方式包括两类:第一是硬规范,即网带速度大,钎焊温度高。
本规范通畅适用于铝合金材料焊接加工,但受到温度影响,会增加钎料润湿性,加工期间流失可能性大,母材还可能因温度过高而出现溶蚀等质量问题,导致钎焊焊缝出现严重质量缺陷;第二是软规范,即网带速度小,钎焊温度低。
选择这种规范进行钎焊加工,整个加工期间温度平稳,焊接质量对焊接参数波动的敏感程度小,温度场分布平缓,钎料流失可能性低,但能耗大以及生产效率低仍然是本规范存在的主要问题。
3.2 钎焊方案优化根据前文中实验数据可见:在汽车散热器中,钎焊加工保温时间以及加热温度均会对钎焊接头质量产生非常重要的影响。
散热器水室与主片炉中钎焊后发生溶蚀等质量缺陷的可能性较大,还可能伴随产生钎料流失、未焊合等质量问题,必须在钎焊加工方案中加以优化。
原始方案中,钎焊一区设定温度590.0℃,钎焊二区设定温度595.0℃,钎焊三区设定温度605.0℃,钎焊四区设定温度610.0℃,钎焊五区设定温度615.0℃,钎焊六区设定温度610.0℃,网带速度设定为780.0mm/min;优化后A方案中,钎焊一区设定温度595.0℃,钎焊二区设定温度600.0℃,钎焊三区设定温度610.0℃,钎焊四区设定温度615.0℃,钎焊五区设定温度620.0℃,钎焊六区设定温度615.0℃,网带速度设定值为820.0mm/min;优化后B方案中,钎焊一区设定温度610.0℃,钎焊二区设定温度615.0℃,钎焊三区设定温度620.0℃,钎焊四区设定温度630.0℃,钎焊五区设定温度630.0℃,钎焊六区设定温度625.0℃,网带速度设定为1150.0mm/min。
在中央集中控制柜处输入优化后A方案所对应的相关工艺参数。
优化后A方案中,钎缝与母材界限明显,在钎缝与母材的边界处均匀的分布着白色的α(A1),存在明显的柱状晶体;优化后B方案中,钎缝出现部分未焊合,影响散热器水室的气密性。
综合以上实验数据得出结论为:优化后B方案所加工工件气密性较差,存在严重泄露,虽然生产效率高,但加工工件合格率低下,故不建议使用。
在保证钎缝质量的前提下网带速度为820.0mm/min 的生产效率高于网带速度780.0mm/min,因此,在实际生产中优先选用820.0mm/min的网带速度。
4 结束语本文即在概述汽车散热器构成的基础之上,对钎焊工艺进行研究,并以实验方式指导对钎焊工艺的合理优化,望能够更好的保障汽车散热器的散热性能符合要求,提高钎焊制造合格率。
通过对实验数据的综合分析得出结论:在保证钎缝质量的前提下网带速度为820.0mm/min 的生产效率高于网带速度780.0mm/min,因此,在实际生产中优先选用820.0mm/min的网带速度,以该参数确保钎焊加工的整体质量以及所成型散热器的合格率。