钢结构检测及抽检复检项目表
- 格式:doc
- 大小:30.50 KB
- 文档页数:1

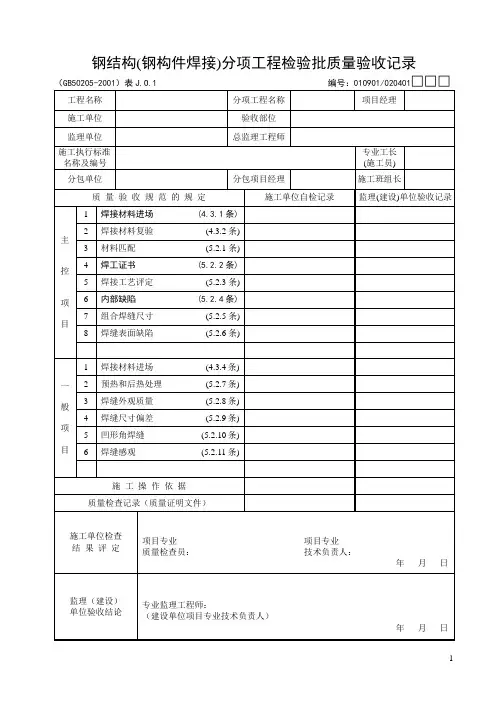
钢结构(钢构件焊接)分项工程检验批质量验收记录(GB50205-2001)表J.O.1编号:010901/020401□□□010901/020401□□□说明强制性条文4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.2.1焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
5.2.2 焊工必须经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查数量:全数检查。
检验方法:检查焊工合格证及其认可范围、有效期。
5.2.3施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告。
5.2.4 设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2、《建筑钢结构焊接技术规程》JGJ81的规定。

钢结构工程原材料需复检的项目模板一:一、项目背景本工程是钢结构工程,为确保钢结构工程的品质和安全性,对原材料进行复检是必要的。
二、复检目的1. 确认原材料符合相关标准和规范;2. 验证原材料的物理和化学性能;3. 预防原材料存在的问题对工程质量和安全性的影响。
三、复检范围及要求1. 钢材:复检主要包括钢锭、钢板、钢管等钢材的质量检验与控制。
(1) 钢锭:检验外观质量、净度、化学成份、机械性能等。
(2) 钢板:检验外观质量、尺寸误差、化学成份、力学性能等。
(3) 钢管:检验外观质量、尺寸偏差、化学成份、力学性能等。
2. 建造钢筋:复检主要包括钢筋的外观质量、尺寸偏差、化学成份、力学性能等检验。
3. 其他材料:根据具体工程需要,对其他钢结构工程原材料进行相应的复检。
四、复检计划及流程1. 制定复检计划,明确复检项目、抽样方法、抽样数量及检测标准。
2. 下发复检计划,并组织实施复检工作。
3. 抽取符合要求的原材料进行复检,确保样品的代表性。
4. 根据复检结果,及时处理不符合标准的原材料,避免使用不合格材料。
五、复检报告1. 复检报告应包括原材料的抽样情况、检测结果及结果判定。
2. 报告应详细记录原材料的检验参数、测试方法和测试结果。
3. 若有不符合要求的情况,应进行追踪调查,并提出相关问题的整改意见。
六、附件1. 复检计划2. 复检报告七、法律名词及注释1. 相关标准和规范:指与钢结构工程有关的国家标准、行业标准和工程规范等。
2. 复检:对已经经过初次检验的原材料进行第二次检验,以确保其符合相关标准和规范。
3. 代表性:样品所具备的特性和性能能够代表原材料的整体质量。
模板二:一、项目背景本工程为钢结构工程,为了保证工程的安全和质量,需要对原材料进行复检,以确保其满足相关要求。
二、复检目的1. 验证原材料的质量和性能是否符合国家标准和规范;2. 发现和排除原材料存在的问题,确保工程质量和安全性;3. 确保原材料的可靠性和稳定性,提高工程的可持续性。
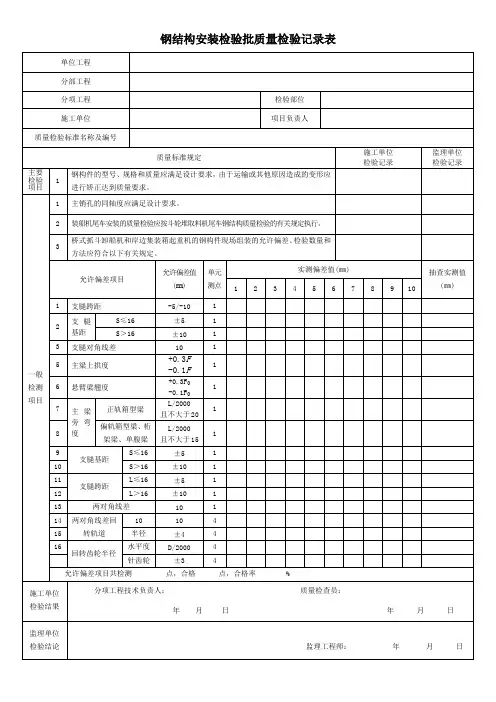
钢结构分部分项检验批参考表格1. 简介钢结构工程作为一种新型的结构体系,逐渐成为建筑领域的热门。
在工程施工中,钢结构分部分项检验重要不可少。
本文档将分享一个钢结构分部分项检验批参考表格,帮助工程人员更好地进行钢结构分部分项检验。
2. 参考表格2.1 钢结构表面质量检验项目具体要求表面瑕疵不允许出现棱角、毛刺、锈斑、剥落、麻面等缺陷漏涂表面漏涂不得超过3%的表面积表面平整度水平方向平整度不得超过5mm,垂直方向平整度不得超过10mm涂层厚度涂料透明保护层厚度不得低于40um防腐保护层厚度1ηp (zinc): 不低于100um; zinc-aluzinc: 不低于130um; aluminized zinc: 不低于40um; hot-dip galvanized steel: 不低于100um2.2 钢结构尺寸允许偏差检验项目具体要求高度和宽度高度和宽度的允许偏差应符合设计要求翼缘厚度翼缘厚度偏差不应大于0.3mm腹板厚度腹板厚度偏差不应大于0.5mm腹板宽度腹板宽度偏差不应大于1mm弯曲度弯曲度应符合工程要求,现场允许进行外形调整2.3 焊接质量检验项目具体要求焊缝质量焊缝质量应符合国家规定,钢结构焊缝标准应符合GB50205-2001 焊道宽度焊道宽度应符合设计要求焊缝凸起高度钢结构表面上焊接的凸起部分不得超过1mm焊缝缺陷焊缝不得存在各种缺陷,如裂纹、夹渣、气泡、明显的缺陷等2.4 螺栓连接检验项目具体要求ISO 898-2消防应按螺栓标准螺栓预紧力钢结构螺栓连接预紧力应达到设计值80%防松螺母防松扭矩力矩应为1.2倍正常扭矩螺栓露头螺栓露头不得超出板面,通常不超过1mm伸缩限制装置伸缩限制装置应符合设计要求,防止螺栓因远离设计位置而卡住3.本文档列出了含钢结构分部分项检验批参考表格,针对几个重要的检验点进行了说明。
虽然该表格只属于一种参考表格,还有其他的表格也是值得关注的。
在实施施工阶段时,应依据建筑结构设计图纸、图集、施工方案和标准化技术规范以及有关检验规范、验收标准执行,从而严格避免施工缺陷干扰建筑建设目标,也为工程师和施工人员提供了实用信息。
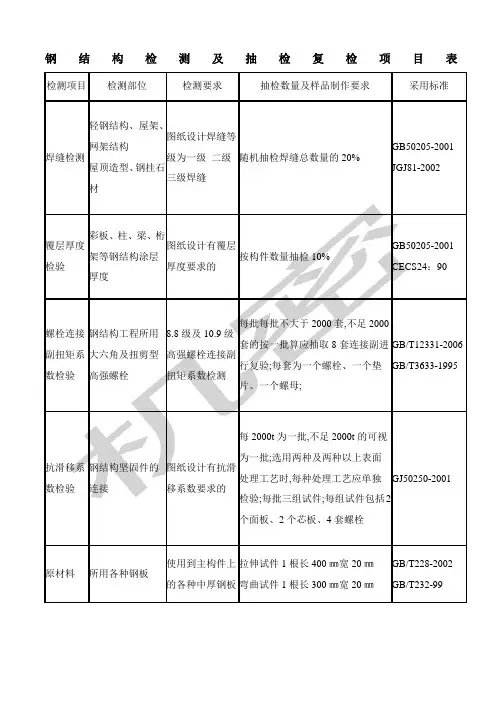
钢结构工程复试及检验项目1 六大角头高强度螺栓连接副扭矩系数、螺栓楔负载或芯部硬度(l/d≤3)、螺母保证载荷、垫圈硬度(1)同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100mm时,长度相差≤15mm时;螺栓长度>100mm时,长度相差≤20mm,可视为同一长度)、机械加工、热处理工艺及表面处理工艺的螺栓为同一批;(2)同一性能等级、材料、炉号、规格、机械加工、热处理工艺及表面处理工艺的螺母及垫圈分别为同批;(3)分别由同批螺栓、螺母及垫圈组成的连接副为一批。
每批高强度螺栓连接副的最大数量为3000套,连接副扭矩系数每批抽样取样的数量为8套,螺栓楔负载、螺母保证荷载及硬度试验的事件数量为每种8个2 防火涂料粘结强度、抗压强度(厚型)(1)组成一批的钢结构防火涂料应为同一批材料、同一工艺条件下生产的产品。
(2)每使用100t或不足100t薄涂型防火涂料应抽检一次粘结强度;(3)每使用500t或不足500t厚涂型防火涂料应抽检一次粘结强度和抗压强度3 高强度螺栓连接摩擦面抗滑移系数(1)抗滑移系数检验应以钢结构制作检验批为单位,由制作厂和安装单位分别进行,每一检验批3套试件;单项工程的构件摩擦面选用2种及2种以上表面处理工艺时,则每种表面处理工艺需检验;(2)制造批可按分部工程划分规定的工程量每2000t为一批,不足2000t 可视为一批;(3)抗滑移系数检验用的试件由制作厂加工,试件与所代表的构件应为同一材质、同一摩擦面处理工艺、同批制作,在同一环境条件下存放,并在相同条件下同批发运4 超声波探伤对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比;对工厂制作焊缝,应按每条焊缝计算百分比。
一级焊缝,探伤比例为100%;二级焊缝探伤比例为不小于20%。
5 焊缝表面缺陷的检测每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查一处,总抽查数不应少于10处。
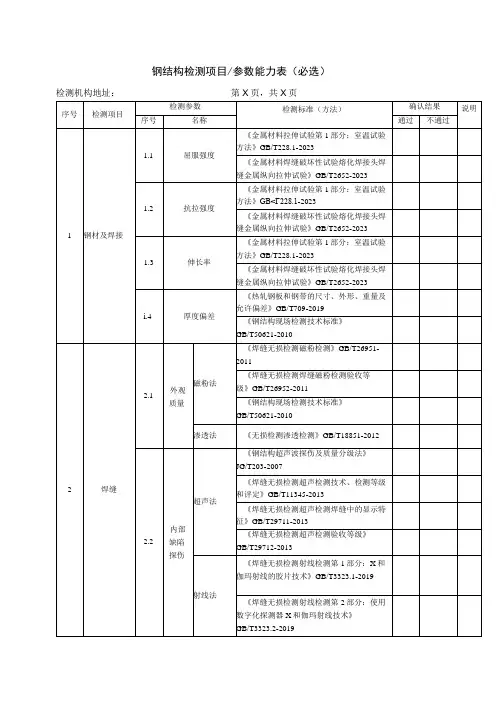
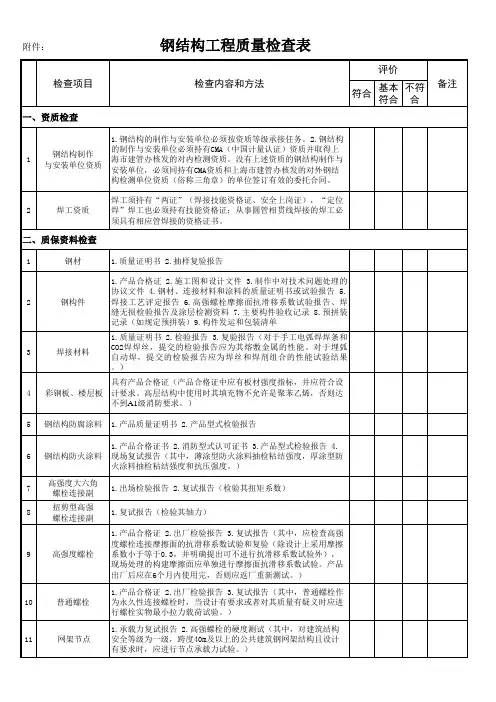
钢结构工程质量检查表一、原材料质量检查1、钢材检查钢材的品种、规格、性能是否符合设计文件和国家标准的要求。
查看钢材的质量证明书,包括化学成分、力学性能等检测报告。
对钢材进行外观检查,观察是否有裂缝、分层、锈蚀等缺陷。
2、焊接材料核实焊接材料的型号、规格与设计要求及钢材的匹配性。
检查焊接材料的质量证明书,确认其化学成分、机械性能等符合标准。
检查焊接材料的存储条件,是否防潮、防锈、防变质。
3、连接紧固件确认高强度螺栓、普通螺栓等连接紧固件的规格、型号、性能等级符合设计要求。
检查螺栓、螺母、垫圈的外观质量,不应有裂纹、损伤等缺陷。
查看高强度螺栓的扭矩系数和预拉力的复验报告。
4、涂装材料核查涂装材料的品种、规格、性能是否符合设计和施工要求。
检查涂装材料的质量证明文件,包括附着力、耐候性等检测报告。
观察涂装材料的包装、储存是否符合规定。
二、构件制作质量检查1、切割与下料检查切割面的平整度、粗糙度,是否有裂纹、夹渣等缺陷。
核实构件的尺寸偏差,包括长度、宽度、高度等。
检查坡口的加工质量,角度、钝边等应符合焊接要求。
2、矫正与成型观察构件的矫正效果,弯曲、扭曲等变形应符合规范要求。
检查成型构件的弧度、曲率等是否与设计相符。
3、制孔检查螺栓孔的孔径、孔距、孔位偏差是否在允许范围内。
查看孔壁的表面质量,不应有毛刺、裂纹等。
4、焊接质量目视检查焊缝的外观质量,包括焊缝形状、尺寸、表面缺陷等。
对焊缝进行无损检测,如超声波探伤、射线探伤等,检测结果应符合要求。
检查焊接工艺评定报告和焊工的资格证书。
三、构件安装质量检查1、基础与支承面检查基础的轴线、标高、平整度是否符合设计要求。
查看支承面的位置、标高、水平度以及垫板的设置情况。
2、构件的拼装与连接核实构件的拼装精度,包括节点的对中、轴线偏差等。
检查高强度螺栓的连接质量,包括初拧、终拧扭矩,螺栓的穿入方向等。
观察普通螺栓的连接是否牢固,螺栓露出螺母的长度是否符合要求。
3、钢柱与钢梁的安装测量钢柱的垂直度、轴线偏差以及标高偏差。
钢结构资质检查表
钢结构资质检查表是一种用于检查钢结构施工过程中各项工作是否符合相关标准和要求的表格。
它通常包括以下几个方面的内容:
1.钢材质量检查:包括钢材的外观检查、尺寸和重量检查、化学成分检查等内容,以确保所使用的钢材符合相关标准和要求。
2.钢结构制作检查:包括零部件制作过程中的加工、焊接、抛光等工艺检查,以及组装过程中的尺寸、间距、角度等方面的检查,以保证钢结构的制作质量和准确度。
3.防腐防火涂层检查:包括钢结构表面处理、涂层材料和涂层施工过程中的质量检查,以确保钢结构能够满足防腐防火要求。
4.安装质量检查:包括吊装、定位、固定等方面的检查,以确保钢结构在安装过程中符合安全要求,能够承受设计荷载。
5.验收报告填写:根据检查结果填写相关的验收报告,反映钢结构的实际质量和符合程度。
钢结构资质检查表的使用能够有效地提高钢结构施工的质量和安全性,保障工程
的正常进行和使用,防止事故的发生。