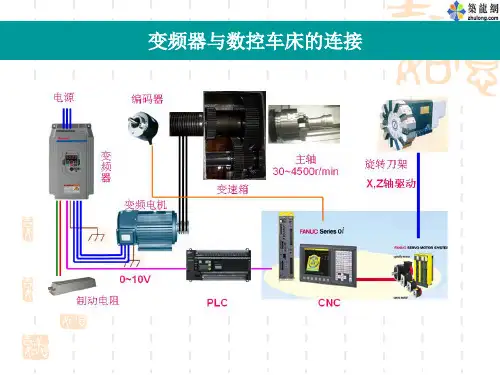
变频器与数控车床的连接
- 格式:ppt
- 大小:10.96 MB
- 文档页数:58
数控机床变频改造解决方案一数控机床说明数控机床的主运动是主轴通过卡盘或顶尖带动工件的旋转运动,是电动机带动齿轮箱来传动和调速的。
在机械加工过程中,需要经常对主轴的旋转有不同的运行速度要求,操作人员通过手柄组合的多个位置来控制离合器的分与合,得到齿轮的多种组合,从而得到多档的转速,操作不方便,维修量也比较大,实践证明,调速用的电磁离合器损坏率较高。
原有机床的主轴传动的这一特点已经不能适应经济的快速发展对数控机床的需求,目前,数控机床配套使用变频器对主轴进行调速控制越来越普遍和实用。
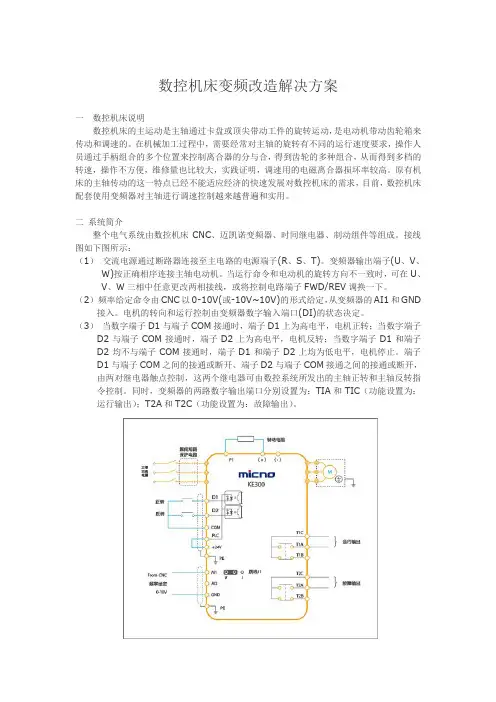
二系统简介整个电气系统由数控机床CNC、迈凯诺变频器、时间继电器、制动组件等组成。
接线图如下图所示:(1)交流电源通过断路器连接至主电路的电源端子(R、S、T)。
变频器输出端子(U、V、W)按正确相序连接主轴电动机。
当运行命令和电动机的旋转方向不一致时,可在U、V、W三相中任意更改两相接线,或将控制电路端子FWD/REV调换一下。
(2)频率给定命令由CNC以0-10V(或-10V~10V)的形式给定,从变频器的AI1和GND 接入。
电机的转向和运行控制由变频器数字输入端口(DI)的状态决定。
(3)当数字端子D1与端子COM接通时,端子D1上为高电平,电机正转;当数字端子D2与端子COM接通时,端子D2上为高电平,电机反转;当数字端子D1和端子D2均不与端子COM接通时,端子D1和端子D2上均为低电平,电机停止。
端子D1与端子COM之间的接通或断开、端子D2与端子COM接通之间的接通或断开,由两对继电器触点控制,这两个继电器可由数控系统所发出的主轴正转和主轴反转指令控制。
同时,变频器的两路数字输出端口分别设置为:TIA和TIC(功能设置为:运行输出);T2A和T2C(功能设置为:故障输出)。
三方案优势(1)主轴变频调速的范围很宽,KE300开环矢量变频器能在0-300Hz范围内实现无级调速,能充分满足主轴对调速范围的要求。
变频器在数控机床控制中的应用随着科技的发展和企业对生产效率要求的不断提高,数控机床作为现代化生产的代表,将越来越广泛地应用于各种制造领域。
而作为数控机床的重要部件之一,变频器在数控机床控制中的应用也日益受到关注和重视。
一、变频器的工作原理变频器是电机控制的电子器件,它通过调节交流电源输入电压的频率和大小来控制电机的转速和运行方向。
变频器主要由整流器、滤波器、逆变器和控制单元组成,其中,整流器将交流电压变为直流电压,滤波器可以滤掉高频噪音,逆变器将直流电压转化为高频交流电压并输出给电机,控制单元则负责控制变频器的运行参数和保护电机的安全运行。
二、变频器在数控机床中的应用1. 控制主轴转速数控机床的主轴是数控机床加工的重要组成部分,它的高低速度直接影响到加工成品的质量和加工效率。
而通过变频器可以精确地控制主轴的转速,使得数控机床可以在不同的加工工艺条件下达到最佳的加工效果,因此在数控机床中,变频器通常被用来控制主轴的转速。
2. 节能降耗传统的变速方式采用机械变速或者液压变速,虽然也可以实现调整主轴的转速,但是无论是机械变速还是液压变速,都存在着一定的能量损耗,这种能量损耗对于工厂的能耗和生产成本会造成不小的影响。
而采用变频器来调节主轴转速,则可以达到节能降耗的目的。
3. 提高运行精度数控机床加工时需要完成数控程序的准确控制,而程序中不同的加工过程可能需要不同的转速,如果采用传统的机械变速或者液压变速控制,则难以达到精确的调控效果,而通过变频器可以精确地控制主轴的转速,从而提高机床的加工精度。
4. 增强运行稳定性传统的机械变速或者液压变速方式容易受到机械部件的磨损和液压系统的影响,从而影响到数控机床的运行稳定性。
而采用变频器可以避免这种问题,因为变频器的运行可以通过控制单元对变频器进行智能化的监测和控制,从而确保机床的正常稳定运行。
三、变频器在数控机床中的发展趋势随着技术的发展和市场的需求,对数控机床的加工效率、加工精度和运行稳定性提出了更高的要求,而变频器作为现代电气控制技术的代表之一,在数控机床中的应用也将不断取得新的进展和发展。
浅谈变频器在数控机床中的使用摘要在数控机床上,变频器主要用于交流电动机的控制,它不但起了节能和调速的作用,而且它的软启动能够保护附属电气设备,避免直接启动给机械设备造成冲击,从而引起机械故障。
因此变频器是理想的调速和控制装置。
本文就变频器在数控机床上的应用及它在使用和维护中常见的问题进行阐述。
关键词变频器数控机床调速节能维护中图分类号:tg659 文献标识码:a1 关于变频器变频器是利用电力半导体器件的通断作用将把电压、频率固定不变的交流电变换成电压、频率可以改变的交流电的电能控制装置。
作为能够改变输出频率的设备,变频器其主电路由整流器件、直流部分和逆变器件(igbt)三部分组成。
基本结构示意图如图1:整流器件作为变频器与三相交流电相连的部分,把三相交流电变成直流电。
直流部分是变频器的信号控制部分。
直流电部分取出所需的电压,带动驱动电路、检测电路和cpu控制器。
驱动电路用来实现逆变器件的驱动,检测电路用来实现对温度、电流和电压的检测,cpu控制器实现判断和控制功能。
而逆变器将直流电变换为所要求频率的交流电。
通过逆变器的驱动电路实现对逆变器的驱动,从变频器输出的电就变成了电压为380v,频率可调的交流电,从而驱动电机完成预想的控制工作。
2 变频器在数控机床上的应用数控机床要求主轴调速范围宽,能实现无级调速,在主轴正、反向转动时可进行自动加、减速控制,并且加、减速时间要短,要求恒功率范围宽。
变频器可以通过改变输出交流电的频率,达到对交流电机进行速度调节的目的。
机床采用变频器控制,启动时随著电机的加速相应提高频率和电压,起动电流一般被限制在150%额定电流以下。
而采用工频电源直接起动时,起动电流为额定电流的6至7倍,将对电网及负载造成很大的冲击,影响了周边电器的工作,增加了机械传动部件的磨损,降低了设备的寿命。
另外电机的转矩会随速度降低而减小,使用变频器控制电机后,将改善电机低速时转矩不足的状况,在额定频率下变频器能进行恒转矩调速。
变频器在数控机床主轴上的应用1 引言数字控制机床,简称数控机床(nc,numerical control),是三十年来综合应用集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,在机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点。
本文主要介绍安邦信g9系列变频器在数控机床上的优越性。
2 数控机床简介数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比,是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视,并得到了迅速的发展。
主轴是车床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量都有着很重要的作用。
经济型数控车床大多数是不能自动变速的,需要变速时,只能把机床停止,然后手动变速。
而全功能数控车床的主传动系统大多采用无级变速。
无级变速系统主要有伺服主轴系统和直流主轴系统两种,一般采用直流或交流主轴电机。
通过皮带传动带动主轴旋转,或通过皮带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。
由于主轴电机调速范围广,又可无级调速,使得主轴箱的结构大为简化。
3 数控车床的主要参数及对变频器功能需求主要的参数和性能指标:(1) 3.0kw数控车床电动机参数:额定功率:3.0kw;额定频率:50hz;额定电压:380v;额定电流:7.8a;额定转速:970r/min;机械传动比:1:1.5;加工材料:45#钢;实际测试性能指标:主轴转速:200r/min(变频器运行频率15hz左右)的进刀性能及速度。
(2) 5.5kw数控车床电动机参数:额定功率:5.5kw;额定频率:50hz;额定电压:380v;额定电流:13a;额定转速:1400r/min;机械传动比:1:1.5;加工材料:45#钢;实际测试性能指标:主轴转速:200r/min(变频器运行频率9~10hz);主轴转速:450r/min(变频器运行频率22hz左右)的进刀性能及速度。
数控机床主轴驱动变频控制一、前言数控机床是传统机床向智能化方向发展的结果,其操作简单、精度高、效率高等特点,使得其在现代制造业中大有用处。
数控机床中的主轴驱动控制是其中的一个重要环节,其精度和可靠性对整个机床的操作效果有着至关重要的作用。
本篇文档将主要介绍数控机床主轴驱动变频控制相关知识。
二、数控机床主轴驱动变频控制的原理数控机床的主轴驱动控制系统主要是由相关电气元件组成的变频器控制系统。
变频器就是将市电通过整流、滤波、逆变后输出一定的频率、电压并控制电机转速的电子装置。
在数控机床的主轴驱动系统中,变频器通过对电机控制进行电压和频率的调整,来实现主轴的旋转,进而控制其转速和输出功率。
变频器输出的频率、电压均可调整,因此可以通过控制变频器的输出,来实现对主轴的速度调节。
电气控制系统通过实时监测机床运行状态、主轴运行状态、机床速度、主轴转速等信息,根据预先设定的运转条件,通过控制变频器输出的电压、频率实现对机床的工作状态并实现对主轴的速度调节。
三、数控机床主轴驱动变频控制的优点与传统机床的主轴驱动方式相比,数控机床主轴驱动变频控制有诸多优点,主要体现在以下几个方面:1.可调性强:通过对变频器的控制,可以实现精确的主轴转速调节,可以满足不同需求的工件加工。
2.精度高:由于采用了电气控制系统,可以实现主轴转速的精确控制,进而实现加工精度的提高。
3.效率高:数控机床主轴驱动变频控制由于能够实现电气控制,减少了机械传动过程中的机械损耗,因此其效率远高于传统机床主轴驱动方式。
4.运转平稳:变频器可以调节输出电压和频率,可以进一步实现对主轴转速的控制,从而实现机床运转的平稳。
四、数控机床主轴驱动变频控制的应用数控机床主轴驱动变频控制技术的应用相当广泛,可以应用于各种数控机床类型,包括数控车床、数控加工中心、数控铣床等。
特别是在高速、高精度、高效率的加工应用中,其优势更加明显。
五、数控机床主轴驱动变频控制的维护和保养为了确保数控机床主轴驱动变频控制系统的长期稳定运行,必须进行日常的维护和保养。
浅析变频器在数控机床主轴上的运用发布时间:2022-04-28T07:51:06.411Z 来源:《工程管理前沿》2022年第1月第1期作者:谭伟梁羽刘刚[导读] 数控机床在实际的运行过程中,主轴发挥着非常重要的作用谭伟梁羽刘刚沈阳飞机工业(集团)有限公司沈阳 110850 摘要:数控机床在实际的运行过程中,主轴发挥着非常重要的作用,无论是刀具安装还是工件旋转都与主轴息息相关。
变频器应用于数控机床主轴上,能够更加科学、严格的对主轴的运转进行控制,进一步提升数控机床主轴的运转精度,提升零部件加工质量。
关键词:变频器;数控机床主轴;应用数控机床主轴上应用变频器,不仅能够增强主轴控制效果,还能保证调控的准确度,因此,数控机床主轴的控制工作领域中应重点关注变频器的使用,保证参数的合理性、连接的科学度,不断提升变频器的应用有效性、可靠性,发挥不同技术的价值和作用。
下文对变频器在数控机床主轴上的应用展开了分析。
1 完善变频器应用的控制模式数控机床主轴上应用变频器,应确保控制模式的完善性,首先,在机床主轴运作的过程中,如果加工程序存在“换挡数控程序”的有关指令,采用指令译码的形式,将译码信息传输到PMC处理,之后执行主轴的换挡调速操作,借助PMC 输出信号,对外部执行元件进行控制,例如:按照PMC输出的信号,系统可自动化选择不同的换挡控制模式,可通过液压拔叉离合设备对齿轮拨动实现换挡目的,或是借助控制电磁离合器的形式达到自动化换挡的目标。
其次,完成换挡操作之后,传感器将所有的数据信息、换挡就位信号传输到PMC 系统中,按照各个档位的信号特点针对性的进行CNC 控制地址的编码处理,结合指令的速度信息、档位信息、数控参数信息、档速信息等,准确将控制电压计算出来,传输到变频器设备,使得变频器能够高效化的控制数控机床主轴速度。
2 重点设置系统参数数控机床主轴上应用,变频器要想确保性能有所提升,就应准确选取与设定控制面板参数信息,使其在较为复杂的电控系统中,灵活性控制,一般情况下,数控机床主轴上使用变频器,能够确保启动与停止操作的稳定性,实现无极调速的目的,拓宽调速的范围和广度,使得主轴在运行期间实现长时间稳定性的运行目的,操作较为便利,后续维护工作较少,输出的所有数据信息都能符合性能标准需求,但是如果不能准确设置参数,将会影响主轴的运行控制效果,因此,在使用变频器的过程中,应重点关注参数的科学化设置。
数控机床中运用变频器在机械制造业中,用普通机床加工复杂的零部件或具有较高精确度的批量产品时,需要熟练的技术工人手工操作来完成,这种效率低下的传统加工方式已无法满足现代制造业的需求。
随着计算机技术的飞速发展,先进的加工中心和数控机床应运而生,逐渐成为主流的工具机床。
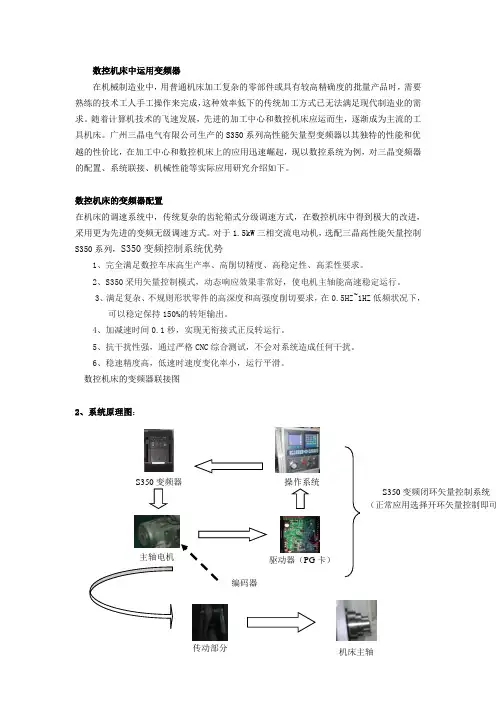
广州三晶电气有限公司生产的S350系列高性能矢量型变频器以其独特的性能和优越的性价比,在加工中心和数控机床上的应用迅速崛起,现以数控系统为例,对三晶变频器的配置、系统联接、机械性能等实际应用研究介绍如下。
数控机床的变频器配置在机床的调速系统中,传统复杂的齿轮箱式分级调速方式,在数控机床中得到极大的改进,采用更为先进的变频无级调速方式。
对于1.5kW三相交流电动机,选配三晶高性能矢量控制S350系列,S350变频控制系统优势1、完全满足数控车床高生产率、高削切精度、高稳定性、高柔性要求。
2、S350采用矢量控制模式,动态响应效果非常好,使电机主轴能高速稳定运行。
3、满足复杂、不规则形状零件的高深度和高强度削切要求,在0.5HZ~1HZ低频状况下,可以稳定保持150%的转矩输出。
4、加减速时间0.1秒,实现无衔接式正反转运行。
5、抗干扰性强,通过严格CNC综合测试,不会对系统造成任何干扰。
6、稳速精度高,低速时速度变化率小,运行平滑。
数控机床的变频器联接图2、系统原理图:S350变频器操作系统主轴电机驱动器(PG卡)传动部分机床主轴S350变频控制主要操作步骤及参数设置表1、电机与负载脱离,启动变频器,进行电机参数自学习(需正确输入电机铭牌参数)。
2、选择无感矢量控制模式(SVC),然后正确输入系统所需各项参数。
3、具体参数设置如下表:三晶S350高性能矢量变频器S350系列是由广州三晶电气有限公司推出的新一代高性能矢量变频器,有如下特点:■采用最新高速电机控制专用芯片DSP,确保矢量控制快速响应■硬件电路模块化设计,确保电路稳定高效运行■外观设计结合欧洲汽车设计理念,线条流畅,外形美观■结构采用独立风道设计,风扇可自由拆卸,散热性好■无PG矢量控制、有PG矢量控制、转矩控制、V/F控制均可选择■强大的输入输出多功能可编程端子,调速脉冲输入,两路模拟量输出■独特的“挖土机”自适应控制特性,对运行期间电机转矩上限自动限制,有效抑制过流频繁跳闸■宽电压输入,输出电压自动稳压(AVR),瞬间掉电不停机,适应能力更强■内置先进的 PID 算法,响应快、适应性强、调试简单; 16 段速控制,简易PLC 实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求■内置国际标准的 MODBUS RTU ASCII 通讯协议,用户可通过PC/PLC控制上位机等实现变频器485通讯组网集中控制三晶变频器S350 机床专用---高端品牌变频器领先者三晶变频器在机床应用的主要特点:1、低频力矩大、输出平稳2、高性能矢量控制3、转矩动态响应快、稳速精度高4、减速停车速度快5、抗干扰能力强。
数控机床主轴调速和变频器机床的主轴是用来产生切削主运动的轴,要带动刀具(铣床、磨床等)旋转,或者带动工件(车床)旋转,主轴在机床中非常重要,决定了机床的加工能力和加工精度。
三相异步电机产生的旋转动力通过齿轮变速箱传递到主轴上,一般情况下,主电机产生的旋转运动不一定能够刚好匹配主轴旋转的需求,需要根据加工的对象调整切削参数(其中最重要的切削参数就是主轴转速)。
这时就需要变速装置。
主轴调速可以分为两个方面:机械变速和电气变速。
机械变速就是通过齿轮箱进行变速,而电气变速就是通过变频器来实现主轴变速。
变频器就通过改变交流电的频率,来实现调节主电机的转速。
西门子变频器图1 西门子V10变频器外观由电机的基本原理,可以得到以下公式:n=60f(1-s)/pn—电机的转速(r/min);s—转差率(%);f—频率(Hz);p—磁极对数。
这个公式简单地说,在0~50Hz之间,电源频率越高,转速越快,但是交流电的幅值和相位容易改变,频率却不好改变,所以需要变频器作为转换装置,来改变交流电的频率。
变频器的作用可以通俗地解释为:先通过元器件将标准50Hz交流电整流变成直流电,然后按照设定的要求,再将直流电变为指定频率(0~50之间)的交流电。
在这个过程中,因为需要将直流电变为交流电,改变电流的方向,所以这个过程存在发热,而且变频器的承载功率越大,发热也就越大,在电气柜中,要注意合理设计空气流道,注意通风散热,【注】:交流电三要素是幅值、相位和频率。
以上就简要地介绍了变频器的工作原理,下图是典型变频器的接线原理图,其中16号端子是用来输入0~10V的模拟量,用来指定频率大小,0V代表0Hz,10V代表50Hz,15号端子代表对地信号。
典型变频器的连接图2 变频器外部电路连接CW代表了正转信号,CCW代表了反转信号,L1、L2、L3是由电气柜输入的三相电源,U、V、W是输出到电机的三相电。
其中,15号Al+,16号Al-、CW、CCW都是连接到数控系统主机上,由数控系统按照程序要求进行控制。
数控车床的选用与安装数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,约占数控机床总数的25%。
数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
是机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机。
数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视并得到了迅速的发展。
数控车床、车削中心,是一种高精度、高效率的自动化机床。
它具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹。
具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。
合理选用数控车床,应遵循如下原则:一. 选用原则1. 前期准备确定典型零件的工艺要求、加工工件的批量,拟定数控车床应具有的功能是做好前期准备,合理选用数控车床的前提条件满足典型零件的工艺要求典型零件的工艺要求主要是零件的结构尺寸、加工范围和精度要求。
根据精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求来选择数控车床的控制精度。
根据可靠性来选择,可靠性是提高产品质量和生产效率的保证。
数控机床的可靠性是指机床在规定条件下执行其功能时,长时间稳定运行而不出故障。
即平均无故障时间长,即使出了故障,短时间内能恢复,重新投入使用。
选择结构合理、制造精良,并已批量生产的机床。
一般,用户越多,数控系统的可靠性越高。
2.机床附件及刀具选购机床随机附件、备件及其供应能力、刀具,对已投产数控车床、车削中心来说是十分重要的。
选择机床,需仔细考虑刀具和附件的配套性。
3.注重控制系统的同一性生产厂家一般选择同一厂商的产品,至少应选购同一厂商的控制系统,这给维修工作带来极大的便利。
教学单位,由于需要学生见多识广,选用不同的系统,配备各种仿真软件是明智的选择。
摘要摘要:20世纪人类社会最伟大的科技成果是计算机的发明与应用,数控技术被认为是20世纪制造业最神奇、最具有成果的进展。
自从1952年美国第l台数控车床问世至今已经历了50多个年头,特别是近lO年来,数控技术有了巨大进步,数控车床向着高速化、高精度化发展,复合加工、新结构车床大量出现。
中国是一个传统的机械制造大国,但其装备水平落后,特别是一些老的机械制造厂大多还是比较旧的车床,这些旧的数控车床不能满足现代客户的加工要求,如:加工精度,小批量生产等。
解决这个问题有两种途径:一是购买新的数控车床;二是在旧的车床基础上进行数控化改造。
本设计是针对普通车床C6140进行数控化改造,其现实意义在于寻找一种可行的、有推广价值的设备改造方法,对传统机械制造行业的技术装备进行技术提升,以解决目前设备老化所带来的问题。
同时介绍可编程控制器(PLC)的原理、组成以及编程,具体在C6140车床改造中的应用,对PLC在数控系统控制下所完成的控制功能作简单阐述, 并介绍了可编程控制器(PLC)应用于车床控制系统的控制原理;系统设计方法;输入、输出点数确定;程序设计及手动操作梯形图设计,并给出了PLC的控制电路接线图和梯形图。
因此,本系统采用经验设计法为主的设计方法,取得了良好的效果。
关键词 : 车床;可编程控制器PLC;梯形图AbstractAbstract: The 20th century, human society's greatest scientific and technological achievements are the invention and application of computer, numerical control technology is considered the 20th century the most magical manufacturing,the most fruitful progress.Since 1 952 the United States No.1 since the advent of CNC lathe has undergone more than 50 years,especially in the past 10 years,numerical control technology has been tremendous progress toward the high-speed CNC lathes,high precision.development, composite processing,the new structure machine tools have emerged.China is a traditional mechanical manufacturing power, but the level of its equipment behind,especially some old factories are mostly mechanical or older lathes,CNC lathe these old should not meet the modem customer process远g requirements,such as machining accuracy ,small mass production, etc.To solve this problem there is two ways:First, purchase a new CNC system;Second,at the old foundation on CNC lathe transformation. The C6140 is designed for CNC Lathe for the transformation, and its practical significance is to find a feasible and promote the value of the equipment modification method, the traditional machinery manufacturing industry, technology and equipment for technology upgrading in order to resolve the current caused by aging equipment problems. Programmable logic controller is also introduced (PLC) principles, composition and programming, specifically in the application of C6140 Lathe, numerical control system of the PLC under the control of the control functions performed by briefly explained and introduced programmable logic controller (PLC ) used lathe control system control theory; system design; input and output points to determine; programming and manual operation of the ladder design, and gives the control circuit wiring diagram of PLC and ladder. Therefore, the system design using experience-based design methods, and achieved good results.Keywords:Lathe; Programmable Logic Controller (PLC) ;Ladder数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品,即所谓的数字化装备,其技术范围覆盖很多领域:(1)机械制造技术;(2)信息处理、加工、传输技术;(3)自动控制技术;(4)伺服驱动技术;(5)传感器技术;(6)软件技术等。