西门子数控系统第三方电机的调试方法
- 格式:doc
- 大小:22.50 KB
- 文档页数:2
目录第一章电机优化 (3)1.S120驱动感应电机的优化 (3)1.1 正确配置电机 (3)1.2 优化过程: (3)2.S120 驱动第三方伺服电机时的优化 (4)a.电机数据计算P340 (5)b.电机数据静态辨识P1910 (5)c.速度环动态特性的优化 (5)d.电机数据动态辨识P1959 + P1960 (5)第二章 S120的基本定位 (6)前言 (6)一、激活基本定位功能 (6)二、基本定位_点动(JOG): (8)三、基本定位_回零(Homing / Reference): (9)四、基本定位_限位(Limit): (12)五、基本定位_程序步(Traversing Blocks) (13)六、手动数据输入(MDI) (14)第三章通讯 (17)一、使用PG/PC 的串口与S120通讯 (17)1.1 设置步骤: (17)1.2 S120地址的设定: (18)二、S120与TP170直接通讯 (18)2.1硬件准备与网络连接 (18)2.2 网络地址的设定: (19)2.3 ProTool 项目配置 (19)2.4 建立标签 (20)三、S120、TP170B与S7 200 (22)3.1 硬件准备及网络连接: (22)3.2 网络地址的设定 (22)3.3 建立变量 (24)四、通过DP总线实现S7-300与SINAMICS S120 通讯 (26)4.1 DP总线通讯功能简述 (26)4.2 DP通讯步骤 (26)4.2.1 DP 地址设定 (26)4.2.2 DP 报文设置 (27)五、通过Slave to Slave 方式实现各从站之间通讯 (38)5.1在 Step 7中项目组态 (39)5.2 从站参数配置 (39)5.3 激活Slave to Slave 功能 (41)5.4 在Step 7中使用SFC14,15读写7# 站数据 (41)第一章电机优化从V2.4版本起,Sinamics S120开放了对电机的优化功能,可优化的电机包括普通感应电机和同步伺服电机,无论是对Siemens 电机还是对第三方电机都可达到最优的控制特性。
S120(CU310-2PM240-2)驱动第三方多极永磁同步电机案例分享S120驱动第三方多极永磁同步众所周知,伺服电机的驱动,一般都用自身同一品牌的驱动器进行控制,电机参数性能匹配度会很好,如果用第三方驱动器进行控制,可能会有很多麻烦;随着近些年永磁同步电机的发展,永磁同步电机的驱动控制,同样面临这样问题,而西门子S120驱动器,以其强大的控制功能、开放的参数体系,能够方便地驱动第三方永磁同步电机,充分地发挥永磁同步电机固有性能,实现传动与控制的完美结合。
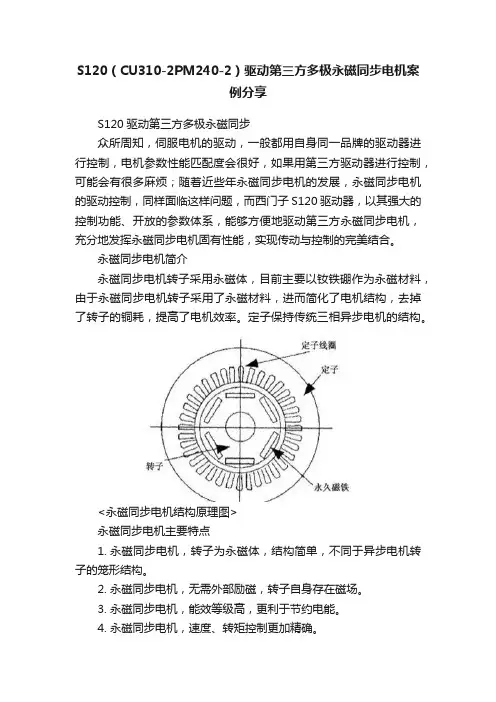
永磁同步电机简介永磁同步电机转子采用永磁体,目前主要以钕铁硼作为永磁材料,由于永磁同步电机转子采用了永磁材料,进而简化了电机结构,去掉了转子的铜耗,提高了电机效率。
定子保持传统三相异步电机的结构。
<永磁同步电机结构原理图>永磁同步电机主要特点1.永磁同步电机,转子为永磁体,结构简单,不同于异步电机转子的笼形结构。
2.永磁同步电机,无需外部励磁,转子自身存在磁场。
3.永磁同步电机,能效等级高,更利于节约电能。
4.永磁同步电机,速度、转矩控制更加精确。
5.永磁同步电机,多极结构,可以实现低速大扭矩输出,直接驱动机械负载,省了减速箱。
S120驱动第三方永磁同步曳引机应用案例杭州智泊科技有限公司,主要从事立体车库电控部分的系统集成;在江西南昌的一个智能立体停车库项目中,采用西门子的S120驱动器以及第三方多极永磁同步曳引机;此次用户将同步曳引机用于立体车库,是客户首次创新应用方案,项目顺利完工并验收,得益于西门子S120开放的软件功能,精准的自学习优化功能,实现驱动第三方永磁同步电机,最终实现车盘升降平稳,停层精度高,使得车辆能够安全、舒适进出车库,用户体验非常好。
<现场同步曳引机及电控柜照片>驱动系统配置及方案优势同步驱动系统由CU310-2控制单元和PM240-2功率单元构成,这种配置是一个性价比非常高的方案。
•PM240-2功率单元基于SINAMICS 平台研发,与S120系统完全兼容;•PM240-2内置制动单元,只需要外配制动电阻,即可实现车盘下移时的能量消耗;•CU310-2是S120单轴传动的控制单元,软件资源丰富,参数开放,方便与第三方电机匹配;•CU310-2控制单元,集成各种优化算法,比如电流环、速度环等等,更适合高效发挥电机的性能。

西门子PLC程序的调试可以分为模拟调试和现场调试两个调试过程,首先对PLC外部接线作仔细检查很重要。
外部接线没有问题,为了安全考虑,最好将主电路断开。
用先编写好的试验程序对外部接线做扫描通电检查来查找接线故障。
当确认接线无误后再连接主电路,将模拟调试好的程序送入用户存储器进行调试,直到各部分的功能都正常,并能协调一致地完成整体的控制功能为止。
技成学习机箱1.程序的模拟调试如果程序中某些定时器或计数器的设定值过大,为了缩短调试时间,可以在调试时将它们减小,模拟调试结束后再写入它们的实际设定值。
在设计和模拟调试程序的同时,可以设计、制作控制台或控制柜,PLC之外的其他硬件的安装、接线工作也可以同时进行。
将设计好的程序写入PLC后,首先逐条仔细检查,并改正写入时出现的错误。
用户程序一般先在实验室模拟调试,实际的输入信号可以用钮子开关和按钮来模拟,各输出量的通/断状态用PLC上有关的发光二极管来显示,一般不用接PLC实际的负载(如接触器、电磁阀等)。
可以根据功能表图,在适当的时候用开关或按钮来模拟实际的反馈信号,如限位开关触点的接通和断开。
对于顺序控制程序,调试程序的主要任务是检查程序的运行是否符合功能表图的规定,即在某一转换条件实现时,是否发生步的活动状态的正确变化,即该转换所有的前级步是否变为不活动步,所有的后续步是否变为活动步,以及各步被驱动的负载是否发生相应的变化。
在调试时应充分考虑各种可能的情况,对系统各种不同的工作方式、有选择序列的功能表图中的每一条支路、各种可能的进展路线,都应逐一检查,不能遗漏。
发现问题后应及时修改梯形图和PLC中的程序,直到在各种可能的情况下输入量与输出量之间的关系完全符合要求。
2.程序的现场调试完成上述的工作后,将PLC安装在控制现场进行联机总调试,在调试过程中将暴露出系统中可能存在的传感器、执行器和硬接线等方面的问题,以及PLC的外部接线图和梯形图程序设计中的问题,应对出现的问题及时加以解决。
PLC与通用型西门子变频器MM420参数调试方法PLC(可编程逻辑控制器)是一种电子设备,常用于自动化系统中的工业控制。
而通用型西门子变频器MM420是一种用于驱动电机的设备,通过调节电机的转速和输出功率,实现对工业生产中的电机运行状态的控制。
在实际应用中,PLC和通用型西门子变频器MM420通常需要进行参数调试,以确保他们能够正常工作。
下面将介绍PLC与通用型西门子变频器MM420参数调试的方法和步骤。
1.确定参数调试的目标和要求:在进行PLC和通用型西门子变频器MM420参数调试之前,首先要明确调试的目标和要求。
例如,确定需要调节的电机转速范围、输出功率、运行模式等。
2.连接PLC与变频器:使用合适的电缆和连接器,将PLC与通用型西门子变频器MM420连接起来。
确保连接的可靠性和稳定性。
3.编写PLC程序:使用相应的PLC编程软件,根据实际需求编写控制程序。
程序中要包括与通用型西门子变频器MM420通信的相关指令。
4.配置参数:进入通用型西门子变频器MM420的配置界面,根据实际需求配置相关参数。
这些参数包括电流限制、频率限制、起停方式、运行模式等。
5.调试参数:根据实际需求,逐个调试通用型西门子变频器MM420的参数。
调试参数包括起始频率、最大频率、加速时间、减速时间、电流限制等。
7.运行调试:将控制程序运行起来,观察通用型西门子变频器MM420的运行状态。
通过调节相应的参数,观察电机的转速和输出功率是否符合要求。
如果不符合要求,可以根据实际情况进行调整。
8.稳定性测试:当调试的参数满足要求后,进行一段时间的稳定性测试,观察PLC和通用型西门子变频器MM420的运行情况,确认系统的可靠性和稳定性。
总结:PLC与通用型西门子变频器MM420参数调试方法主要包括确定目标和要求、连接PLC与变频器、编写PLC程序、配置参数、调试参数、联机调试、运行调试和稳定性测试等步骤。
通过逐步调试,确保PLC和通用型西门子变频器MM420的参数和运行状态符合实际要求,从而实现工业生产过程的自动化控制。
LXM32M适配第三方电机调试方法及步骤第一步:了解第三方电机的技术参数和接口信息在开始调试第三方电机之前,首先需要了解该电机的技术参数,例如额定电压、额定电流、额定功率等信息,这些参数将对后续的调试工作产生重要的影响。
同时还需要了解电机的接口信息,包括接线方式、通信协议等。
第二步:准备适配模块和连接线为了将第三方电机接入到LXM32M驱动器上,需要准备一个适配模块。
适配模块可以将第三方电机和LXM32M驱动器之间的接口连接起来,并进行信号转换和适配。
此外,还需要准备相应的连接线,将适配模块和LXM32M驱动器以及第三方电机进行连接。
第三步:安装并配置适配模块根据适配模块的使用说明,将适配模块安装到LXM32M驱动器上,并将适配模块与LXM32M驱动器的接口进行连接。
然后,根据适配模块的配置要求,进行适配模块的配置工作。
配置包括设置适配模块的通信协议类型、波特率、节点号等。
第四步:连接第三方电机将适配模块和第三方电机之间的接口进行连接。
这里需要根据第三方电机的接口信息来确定正确的接线方式。
通常情况下,接线包括电源接线、动力接线和控制接线。
根据接线方式正确连接各个引脚即可。
第五步:进行调试电机功能连接完成后,可以开始进行第三方电机的调试工作。
首先,需要对电机进行基础功能的测试,包括电机正转、反转、加速减速等。
在进行测试的过程中,可以通过观察电机的转动情况和相关指示灯的状态来判断电机的工作是否正常。
第六步:进行高级功能的调试在基础功能调试完成后,可以进一步进行高级功能的调试。
例如,调试电机的位置控制功能、速度控制功能、力矩控制功能等。
在进行高级功能调试时,通常需要借助LXM32M驱动器的相关软件工具,并按照工具的操作步骤进行相应设置和参数调整。
第七步:优化电机性能在完成基础功能和高级功能的调试后,可以根据实际需求对电机的性能进行优化。
例如,调整电机的加速度和减速度参数、调整位置控制的PID参数等。
通过优化电机的性能可以提高电机的运行效果和稳定性。
上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接(1 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z 轴对应A2口,2-AXIS(2 设备总线,直流母线等是否正确可靠连接。
(3 3相电源进线连接是否可靠,U,V,W是否对应。
(4 SIMA TIC线的连接(IM361接OUT口,NCK接X111口(5 MPI线的连接(两头ON中间OFF(6 MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF(7 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电(1 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
(2 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
(3 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:(1将NC启动开关S3→“1”:(2启动NC,如NC已启动,按复位按钮S1:(3待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。
2、PLC总清步骤:(1将PLC启动开关S4→“2”;=>PS灯会亮。

【关键字】系统毕业设计院系名称2014 年06 月03 日目录2.2.4 LCD显示区 (10)2.2.5 系统接口布置区 (11)3 电气及机械元件的选型................................ 错误!未定义书签。
3.1 主轴变频电机及其变频器、编码器的选择............ 错误!未定义书签。
3.1.1主轴变频电机的选择 (16)3.1.2主轴变频器的选择........................... 错误!未定义书签。
3.1.3主轴编码器的选择........................... 错误!未定义书签。
3.2 进给伺服机构及其驱动系统的选择.................. 错误!未定义书签。
3.2.1进给伺服机构的选择......................... 错误!未定义书签。
3.2.2交流伺服电机及其驱动器的选择............... 错误!未定义书签。
3.3 刀架的选用...................................... 错误!未定义书签。
3.3.1刀架的工作原理............................. 错误!未定义书签。
3.3.2刀架的动作顺序............................. 错误!未定义书签。
3.3.3刀架的选用................................. 错误!未定义书签。
3.4 接触器、继电器的选择............................ 错误!未定义书签。
3.4.1接触器的选择............................... 错误!未定义书签。
3.4.2继电器的选择............................... 错误!未定义书签。
3.5 变压器的选择 (29)3.5.1三相380~220V变压器的选择 (29)3.5.2开关电源的选择 (30)3.5.3单相380~220V变压器的选择 (31)3.6 空气开关的选择 (31)3.6.1空气开关的工作原理 (31)3.6.2空气开关的选用 (31)4 电气及机械元件的安装 (33)4.1 电气总图介绍 (33)4.2 驱动系统的安装 (34)4.2.1进给伺服电机强电的安装 (34)4.2.2进给伺服控制检测系统的安装 (36)4.2.3 X、Z轴正负限位的安装 (39)4.3 主轴系统的安装 (40)4.3.1主轴强电及控制系统的安装 (40)4.3.2主轴编码器的安装 (42)4.4 刀架系统的安装 (43)4.4.1刀架强电系统的安装 (43)4.4.2刀架控制系统的安装 (44)4.5 冷却与润滑系统的安装 (46)4.6 手摇脉冲发生器的安装 (47)4.7 开关电源及其他控制系统的安装 (49)4.7.1开关电源的安装 (49)4.7.2开、关机控制系统的安装 (50)4.8 安装接线过程中的注意事项 (52)5 数控系统的简单上电调试 (53)5.1 数控系统初次上电时的注意事项 (53)5.2 刀架的调试 (53)5.3 进给伺服电机的手动调试 (53)5.4 机床参数的调试 (53)5.4.1机床显示面板亮度的调整 (53)5.4.2 NC参数设置 (54)结论................................................. 错误!未定义书签。
教师教案教学内容(板书)教学步骤、方法时间3.1系统初次上电与系统总清1.初次上电前检查全部系统连线完成后需要做一些必要的检查,内容如下:(1)参照系统接线图,检查系统连线是否正确。
(2)工业以太网/PROFINET/PROFIBUS/Drive-CLiQ线缆不得混用。
(3)检查驱动器进线电源模块和电机模块的直流母线是否可靠连接(直流母线上的所有螺钉必须牢固旋紧)。
(4)确保信号电缆屏蔽两端都与机架或机壳连通。
(5)信号线与动力线尽可能分开布置,避免相互干扰。
(6)信号线不要太靠近类似电机或变压器等外部强的电磁场,如果信号线无法与其它电缆分开,则应走屏蔽穿线管进行线路隔离。
(7)检查系统供电回路有无短路;如果使用多个24VDC电源,应检查每个电源回路是否连通。
2.系统NC与PLC总清840Dsl数控系统初次上电时,需要对系统进行NC及PLC总清,具体的操作位置位于NCU。
在总清前确保系统已经安装CF卡及已安装NCK系统。
如图所示,NCU前面板下端活动夹盖上翻后,可见CF 卡槽及七段显示数码管。
NCU及CF卡学生了解总清方法即可,不建议进行实际操作!1h教学内容(板书)教学步骤、方法时间(1)系统总清目的为了能顺利进行调试,在NCU首次调试时必须对NC及PLC进行总清,以达到整个系统规定的初始状态。
NC总清:删除用户数据;系统数据初始化;装载标准机床数据。
PLC总清:删除数据块及功能块;删除系统数据块SDB;清除诊断缓冲区MPI参数。
(2)NC和PLC总清相关部件说明1)在开机调试过程中,涉及到以下相关NCU操作及显示组件如图3-2所示,NCK(NC Realtime Kemal)是指西门子的数控实时操作核心系统。
◆LED灯:显示系统运行状态及故障信息◆数码显示管:NCU运行状态显示◆复位(RESET)键:NCU系统硬件重启◆SVC/NCK调试开关:可以进行NC总清◆PLC调试开关:可以进行PLC总清NCU操作面板2)NCK运行信息及处理方法NCU上LED灯显示信息说明见下表。

通过V-ASSISTANT调试西门子V90
(1)通过Mini USB线将电脑与伺服驱动器连接,打开V-ASSISTANT V1.05.03软
件,如设备连接成功,在软件界面中将显示驱动器型号。
如连接失败,检查电脑驱动或数据线是否完好后,重新启动软件;
(2)在“设置PROFINET”菜单中的“PN站名”输入设备名称,在“IP协议”中
输入设备IP;
(3)在“选择驱动”菜单中将“控制模式”更改为“基本定位器控制(EPOS)”,
重启驱动器并退出软件;
(4)驱动器重启成功后,选择“调试”菜单中的“测试电机”,在控制栏中点击
“伺服使能”,输入转速(为了保证安全,请输入低转速)后,点击
使电机正反转。
如电机能正确接受指令,关闭使能,如软件报错,请检查电机和编码器的连接电缆;
(5)在“调试”菜单中选择“优化驱动”,在“位置幅值”中填入“720”,在确认
部件运转不会有干涉的情况下,点击“启动一键自动优化”,随后点击“伺服使能”,设备将进入自动优化。
优化结束后,将弹出优化后的参数,点击“接受”,参数下载完成后,保存参数文件,退出软件完成调试。
西门子LMV5X控制器调试步骤一、调试前准备工作:确认接线无误,检查线路无误后,确认程控器电源接线正确,输入AC220V,确认后上电。
二、调试步骤User=用户Service=服务OEM=燃烧器/锅炉制造商在Service级和OEM级是有密码保护的。
Service级密码为“9876”OEM级密码为“START”按下面方式来进行设置LMV52的参数设定。
1 、密码登陆PW Login/输入密码2、设ID,建立新ID名,Updating / BurnerID /设定ID名。
3、选择点火方式Params&Display/BurnerControl/Configuration/ConfigGeneral/ FuelTrainGas/DirectIgnG (直接点火) Pilot Gp1(中间点火)Pilot Gp2(旁路点火)4、定义伺服电机按钮的指示灯在执行器内部,把执行器外壳打开可见,红按钮是用于定址的。
在还没有寻址的时候LED指示灯是常亮状态,定义方法Params &Display/Actuators/Addressing当选择要定义的执行器时,AZL5会提示我们去按执行器的红色按钮,按完按钮后AZL5再一次提示执行器地址设定成功。
寻址成功后执行器上的指示灯会连续闪烁。
指示灯不闪烁代表执行器寻址没有成功,没有成功就要重新设定,如果之前设定已经成功的执行器AZL5会提示该执行器已被使用,想要删除地址长按执行器上的红色按钮8~10秒,指示灯常亮地址被删除。
5、设定执行器的旋向Params&Display/Actuators/DirectionRot/Delete Curves(清除曲线)、1 AirActuator、2 GasActuat(Oil)、3 OilActuator、当要选定执行器要旋转的方向时AZL5会提示;standard(逆时针) reversed(顺时针)根据现场的需求来选择。
西门子数控系统系列机床调试方法探讨摘要:近年来,我国的制造业有了很大进展,并对数控机床设备的应用也越来越广泛,本文介绍数控机床的电气调试方法,改变系列产品的控制设备项目和功能,实现电气智能化制造技术。
关键词:数控系统;定义运行变量;PLC逻辑控制;设备项目管理引言随着制造业的不断发展和进步,数控机床因其高精度、高效率得到越来越广泛的应用。
数控系统在给加工带来便利的同时也对操作和维护人员提出了更高的要求,因为数控系统逐步向专业化、模块化方向发展。
一旦数控机床在使用过程中出现问题,势必会带来比普通机床更长的停机时间和维修费用。
如何快速诊断并排除故障,减少停机时间,已成为在数控机床使用过程中被普遍关注的问题。
在处理数控系统故障时,有些有直观报警可以按照诊断手册提示去查找,有些故障没有报警,会让人觉得无从下手。
下面就分享几例典型西门子数控车床的故障处理过程。
1西门子数控系统概述西门子数控系统是一个集合数控分析、系统搜索和数字控制于一体的软件开发控制系统。
集成化控制系统与界面控制相互对接,实现系统控制做功循环、供应补偿以及温度控制,是一种与自动化程序相适应的新型软件操作技术。
随着技术水平的创新和发展,西门子控制系统的资源控制实现全自动化,且数字化连接测试程序,将实际操作系统分为不同的操作模块。
数字标准化模块设计,为现代西门子结构的优化发展带来了更加有效的软件开发保障。
2IF-ELSE-ENDIF语句指令西门子数控系统的系统变量和用户自定义变量,可以使用IF-ELSE-ENDIF语句,在程序中进行读/写操作。
系统运行变量时,根据程序运行状态计算出变量数值。
IF-ELSE-ENDIF语句指令用于条件选择二选一的情况。
若条件满足,则执行IF到ELSE之间的程序语句段。
若条件不满足,则跳转到ELSE之后,执行ELSE-ENDIF语句之间的程序语句段,M30程序结束。
3实时监控系统架构该架构由机床运行信息采集层、数据传输层、数据处理层和应用层构成。
西门子数控系统第三方电机的调试方法【摘要】数控转塔立式磨床配用了第三方的力矩伺服电机,数控系统对第三方产品的调试历来都是一个难题,本文说明了用西门子数控系统840DSL调试第三方伺服电机时的主要参数和步骤。
【关键词】第三方产品力矩伺服电机SINIMICS120驱动器1 SINIMICS120驱动器特点西门子数控系统840dsl和802dsl广泛使用SINIMICS S120驱动器,西门子S120驱动具有很多的优点,是一款非常好的驱动系统,主要用于高精度快速响应的场合。
S120有各种优异的特点:具有很多的功能,可进行伺服控制,矢量控制,V/F比例控制;S120具有强大的控制功能适用于单轴驱动和多轴驱动;配置过程简单,S120配用西门子数控系统,驱动组件通过电子铭牌即可识别,这给数控机床的调试提供了极大的方便;S120使用DRIVE-CLIQ串口进行通讯,稳定可靠;采用模块化的设计配置,升级性强,有良好的设计集成性,可以胜任所有的应用驱动。
正是因为S120具有广泛的适用性,特别是他对第三方产品的支持,给机床设计带来极大的便利,第三方产品(指电机)在机床设计中经常用到,这是因为有时要满足机床和客户的特殊要求,须要一些其他公司的产品,但由于它的参数及性能和西门子的标准产品相差很大,因此在调试中有一些特殊的问题和方法,相比而言西门子的标准电机在调试时就非常的方便,对840DSL和802dsl来说,使用S120的驱动和配用了DRIVE-CLIQ码盘的电机时,只要作一个拓扑操作即可完成驱动的基本配置,而对第三方产品则要设很多参数,S120调试可以用西门子的STARTER软件也可以在系统上进行调试,我们采用在系统上调试方法,顺利的完成了力矩电机的调试,该电机配用的立式磨床,电机运行良好.2 力矩电机技术参数3 主要调试步骤和主要参数设置正确的安装电机和编码器,因为这是第三方的电机,编码器是现场安装,使用海德汉公司的RCN229编码器(Endat2.2)。
案例分享:西门子S210伺服调试步骤
1. 确认电机及驱动器相关线缆接线完成。
2. 博图中添加新设备
3. 选择驱动,找到S210,选择与电机匹配的驱动器。
4. 通过在线访问,找到PC网卡,点击更新可访问设备。
5. 找到第三步中新加的驱动器,点击在线和诊断,点击功能,分配IP地址,然后就行IP地址分配。
6. 此时,该驱动器已经具备IP地址,那么在右侧找到该驱动器,点击从设备中上传(软件)。
7. 点开始搜索,选择目标设备,然后点从设备上传。
上传结束后,如果连接正确,则电机的相关参数即可读取上来。
8. 将设备在线,点击调试
9. 进入控制面板,激活控制权,设定转速(比如100),最后可通过向前点动或者向后点动,来测试电机是否正确,方向是否正确。
10.如果方向相反,则可通过参数设置,进入参数列表
11.点击参数视图,通过参数P 1821进行相序切换
12.调试完成后,右键驱动器,选择永久性保存RAM数据。
13. 数据保存结束后,将设备离线,然后选择从设备中上传(软件),将驱动器在线的参数上传到本地PC中。
西门子数控系统调试,编程和维修概要概述西门子公司数控系统产品结构数控系统的基本构成第一讲西门子数控系统的基本构成一.西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
l 人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP(Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.※ PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
参数调整——西门子数控系统机床参数的调整是使系统与机床的电气控制部分、伺服驱动部分(驱动单元与位置反馈回路)、机床机械部分以及外部设备连接、匹配的前提条件。
设置和优化有关的参数,是机床调试的重要工作之一。
虽然机床交付用户时已经过出厂调整和现场的安装、调整,但由于加工要求或者控制要求的改变,或者是环境条件的改变,还可能对机床提出一些新的要求,需在维修中加以解决。
因此,维修人员应对系统的生产厂家编制的软件和设定的数据有相当的了解,才能进行深入的维修。
以810/820系统为例,机床参数包括:(1)NC数据(NC—MD) NC数据是使系统与具体机床相匹配所设置的有关数据,其中包括:1)通用数据(NC-MDl~156):这些数据一般直接使用系统生产厂的出厂数据,机床厂、用户一般不做调整。
2)进给轴专用数据(NC-MD200*~396*)(*=轴号,可为0、1、2、3、4分别表示5个进给轴)。
在这些参数中,坐标轴的漂移补偿、传动间隙补偿、复合增益、位置环增益(Kv)、速度/加速度、夹紧允差以及与轮廓监控有关的数据,在维修中都有可能进行调整。
3)主轴专用数据(NC-MD4000-4590):这是对主轴在不同传动级(变速档)下的特性加以调整的参数,在维修中都有可能进行调整。
4)通用位参数(NC-MD5000~5050):这是设置系统操作和功能的参数,在维修时可以根据需要作某些改变。
5)主轴的专用位参数(NC-MD5200-5210):这是对主轴控制功能进行选择的参数,在维修时可以根据需要作某些改变。
6)通道专用位参数(NC-MD540*~558*)(﹡二通道号,可以是1、2;这是对系统功能的选择参数):在机床交付使用后,一般不再做调整。
7)进给轴专用位参数(NC-MD560*~576*)(*=轴号,同前;这是对主轴控制功能进行选择的参数):在维修时可以根据需要作某些改变。
8)螺距误差补偿数据(NC-MD6000~6249):这些数据用来进行螺距补偿,通常需要用激光干涉仪测出丝杠螺距误差曲线后才能进行调整,在机床精度恢复时,应作调整。
传动调试步骤1.电机及传动装置检查(略)2.电机基本参数设置序号P051键参数21恢复工厂P051键参数40参数修改权装置进线电压等级设置P078.01电枢供电电压400VP078.02励磁供电电压400V装置控制设置P081EMF励磁减弱0无弱磁P082励磁运行模式1励磁与主回路一起合闸P083速度实际值选择3速度反馈EMF电动机参数设置P100电枢电流139P101电枢电压400P102额定励磁 6.22P103电机最小励磁0脉冲编码器定义P140类型选择1P141脉冲数1024P142电压匹配1515VDCP143最高速度1350模拟量输出P750模拟量1输出K0179实际速度P753模拟量1规格化10P755模拟量2输出K0265实际励磁P758模拟量2规格化7.5开关量输出P771开关量输出1B0104运行P772开关量输出2B0106故障电流限幅不用设置,在电枢励磁电流自由化过程中,电流限幅不起作用。
以上设置完毕P051改为25(电流自由化)整流装置转换到O7.4几秒钟,然后进入状态O7.0或O7.1等待合闸及运行使能。
自由化完毕。
再有剩磁的情况下,需将电机抱死。
由于优化过程中由于励磁得电导致电机转动,采取装置分闸,剩磁放磁。
自由化参数P110电枢回路电阻电机参数或自由化结果P111电枢回路电感电机参数或自由化结果P112励磁回路电阻电机参数或自由化结果P155电枢电流调节器比例参数自由化然后手动完善P156电枢电流调节器积分参数自由化然后手动完善P255励磁电流调节器比例参数自由化然后手动完善P256励磁电流调节器积分参数自由化然后手动完善P826自然换相点调整自由化3.电机电枢手动优化前提:自由化结束前提:励磁回路不用上电参数设置P433附加给定源K401P500转矩给定源K170P082励磁运行模式0没有使用励磁P084电流控制方式2电流控制方式P158DI/DT25ms根据装置计算P160无转矩时间6ms2个波头P161翻桥触发脉冲11个触发脉冲通过改变P401的值打阶跃,通过调整P155,P156参数来手动优化电枢电流调节器。
西门子数控系统第三方电机的调试方法
【摘要】数控转塔立式磨床配用了第三方的力矩伺服电机,数控系统对第三方产品的调试历来都是一个难题,本文说明了用西门子数控系统840DSL调试第三方伺服电机时的主要参数和步骤。
【关键词】第三方产品力矩伺服电机SINIMICS120驱动器
1 SINIMICS120驱动器特点
西门子数控系统840dsl和802dsl广泛使用SINIMICS S120驱动器,西门子S120驱动具有很多的优点,是一款非常好的驱动系统,主要用于高精度快速响应的场合。
S120有各种优异的特点:具有很多的功能,可进行伺服控制,矢量控制,V/F比例控制;S120具有强大的控制功能适用于单轴驱动和多轴驱动;配置过程简单,S120配用西门子数控系统,驱动组件通过电子铭牌即可识别,这给数控机床的调试提供了极大的方便;S120使用DRIVE-CLIQ串口进行通讯,稳定可靠;采用模块化的设计配置,升级性强,有良好的设计集成性,可以胜任所有的应用驱动。
正是因为S120具有广泛的适用性,特别是他对第三方产品的支持,给机床设计带来极大的便利,第三方产品(指电机)在机床设计中经常用到,这是因为有时要满足机床和客户的特殊要求,须要一些其他公司的产品,但由于它的参数及性能和西门子的标准产品相差很大,因此在调试中有一些特殊的问题和方法,相比而言西门子的标准电机在调试时就非常的方便,对840DSL和802dsl来说,使用S120的驱动和配用了DRIVE-CLIQ码盘的电机时,只要作一个拓扑操作即可完成驱动的基本配置,而对第三方产品则要设很多参数,S120调试可以用西门子的STARTER软件也可以在系统上进行调试,我们采用在系统上调试方法,顺利的完成了力矩电机的调试,该电机配用的立式磨床,电机运行良好.
2 力矩电机技术参数
3 主要调试步骤和主要参数设置
正确的安装电机和编码器,因为这是第三方的电机,编码器是现场安装,使用海德汉公司的RCN229编码器(Endat2.2)。
在数控系统上作拓扑时,可以识别出来。
在完成拓扑操作后,正确的输入电机参数是非常重要的,第三方的产品和西门子公司的标准产品电机参数有很多不同,甚至学术名词也不完全相同,只有正确理解和输入电机参数,在后面的调试才能顺利进行,有一些参数是第三方电机没有的,对于这种情况我们可以参照西门子相同规格力矩电机的参数输入,也可
以取得较好的效果。
下面是我们根据电机参数输入系统的主要参数:
极点识别在第三方伺服电机的调试中是重要的一个环节,而西门子标准电机的极点不需要调试,三方电机的极点在系统上就可完成识别,选择一种合时的方法,输入识别电流后,启动识别过程,系统就把识别的结果自动输入到参数中,完成上述工作后,就基本完成了三方电机的调试,至此电机可以运动,而性能的优化则需要反复多次进行,才可以取得好的效果。
4 结语
伺服驱动第三方产品的兼容性一直是一个影响机床设计的问题,西门子S120驱动器具有很好的性能,特别是在与西门子数控系统配置使用时,能够很好的满足机床设计的要求与特点,并且具有调试方便的特点,给我们的工作带来很大的便利。
参考文献:
[1]西门子公司.SIMODRIVE 内装式扭矩电机.1FW6.
[2]西门子公司.840DSL_Machine_data_description.
[3]海德汉公司.RCN_226_228_EnDat2.2.。