西门子840D数控系统调试,编程和维修[课件]
- 格式:pdf
- 大小:6.68 MB
- 文档页数:32

附件
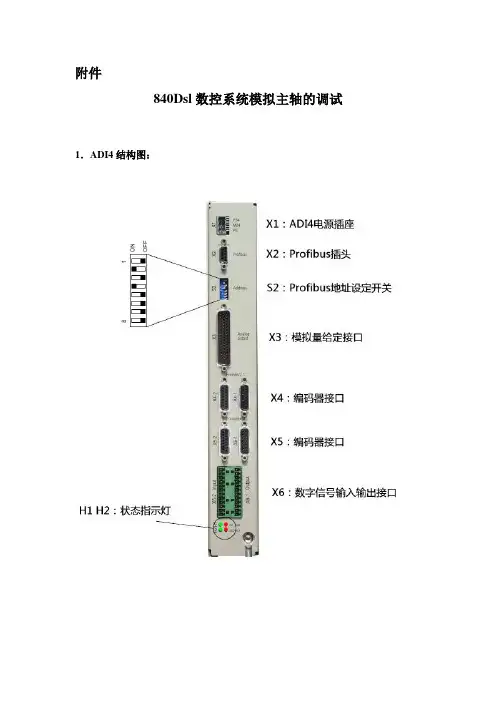
840Dsl数控系统模拟主轴的调试1.ADI4结构图:
1.1 DC24V电源插头X1
P24 +24V
M24 0V
PE 接地
1.2 Profibus插头X2
ADI4通Profibus总线与数控系统通讯,在802Dsl中,通过总线连接的还有I/O信号的PP板,因此在正常连接的时候除了要正规标准的制作Profibus总线插头外,还要注意插头的ON/OFF的位置,避免拨错位置,导致无法通讯。
1.3 Profibus地址设定开关S2
地址分配采用的是BCD码
若总线地址是17:将1、5开关置位。
如下图:
1.4 模拟量输出X3
1.5 数字输入信号接口X6-2
1.6 在STEP7的“hardware”中挂站编译并保存
1.7 参数设置
因为ADI4可以配置4个轴,根据机床的实际情况将13050的轴号与ADI4匹配,在“hardware”中将ADI4中的数值改成参数[13050]的“4340—4460”。
MD13060=3
MD13070=80FH
MD13080=4
重新上电,调试结束。

西门子数控系统调试,编程和维修概要作者:唐寅喜西门子数控系统调试,编程和维修概要概述西门子公司数控系统产品结构数控系统的基本构成第一讲西门子数控系统的基本构成一.西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
l 人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP (Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D 配MMC100.2,而为SINUMERIK840D配MMC103.※ PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块--PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
调试步骤及说明:1.将PCU硬盘旋钮旋至OPERATING位置,激活硬盘。
2.如系统未装HMI界面,通过USB将HMI界面安装软件传入系统,并安装. 3.进入HMI界面后,进入菜单-调试—--HMI---选择中文。
4.如驱动启动后,NCU状态灯显示为3(或者无法总清,有可能PC卡中未写入软件), PC卡为空卡,通过CardWare写入软件(电脑必须标配PC卡插槽,否则软件无法使用),然后安装对应版本的工具盘(PLC库文件)。
5.插入PC卡后,进行NCK和PLC总清,最上面两个绿灯亮后,总清完成。
6.接下来可以通过适配器将电脑连接NCU进行PLC编辑调试了.7.参数14504、14506、14508(分别对应14510、14512、14514的个数)可先设好以备PLC使用。
8.PLC初步调试后,开始配置驱动器,进入菜单—调试——-驱动配置—--选择功率模块(主轴为ARM,进给轴为SRM)。
激活轴参数30130和30200、30240、38000(螺距补偿最大点数,此参数一定要先设好,如果后设此参数的话,内存要重新分配,驱动数据和加工程序等会丢失)后NCK重启即可配置驱动数据,进入菜单—调试——-驱动数据-——电机控制器-——电机选择…9.各个轴动作后,如配的是西门子的迷你手轮,手轮摇时,界面轴+-交替变换,脉冲不正常时,可将手轮盒内前四个短接片断开试试(参见DoconCD)。
VB27000012可监控手轮脉冲。
10.轴自动优化,在调试---最佳化测试---自动控制设置,不带PLC,监控:激活,上限:200,下限:-200,上限和下限的数值在绝对位置两边,设置方式:速度控制器:标准设置,Z轴优化时抱闸要打开11.如何进入Windows 界面,开机后当画面出现840D POWERLINE右下角有V08—06—00-02这样的版本号时,马上按数字3,选择DESKTOP在对话框内输入NAME:AUDUSER、PASSWORD: SUNRISE 切换到OK 12.报警文本:系统F:\dh\mb。

实验:SINUMERIK 840D 系统调试(X,Y,SP1)实验目的:1.掌握840D系统结构及硬件设备功能及硬件设备接口连接2.PLC和NC调试3.主轴调试4.回参考点及手轮配置5.840D优化及试运行4.报警编辑实验设备:➢硬件●PC(内置CP5512卡)、PROFIBUS-DP总线一根、●SINUMERIK 840D(PCU50.3 , 电源模块, NCU572.5单双轴驱动模块各一个)、●伺服电机3台(内置编码器);X-1FT6044 Endat cable 6FX5002-5EQY-1FT6044 Incre cable 6FX5002-2CASP-1PH6064 Incre➢软件—●HMI adv (PCU50.3)●STEP 7 V5.4 SP3●840D TOOLBOX-V6.5;实验步骤:1.硬件设备及连线1.1硬件设备外部设置1)电源模块(55KW)电源正常时只有yellow灯处于常亮状态。
2)NCU-572.5●48端子与9短接;●63,64端子<==>PLC的Q54.0; Q54.1连接[地址54在STEP7-Config中设置];NS1&NS2必须短接—本实验系统:63- Q54.064- Q54.1外部四个开关左上(red)—I54.1右上(red)—I54.3左下(green)—I54.2右下(green)—I54.4PLC 时序控制编程:3)611U1.2硬件设备连线1)PC & PCU & NCU2)611U与Motor611U的A1接口(底部后侧)和-X411接口连接电机1;A2 ……………………-X412……………….2.[注]:接反会有电机过温报警。
2.实验先前准备工作2.1安装STEP 7S7软件存在光盘上,并附带一张授权软盘。
S7软件可在WINDOWS环境下安装。
找到软件根目录,双击“SETUP.EXE”文件即可。



实验:SINUMERIK 840D 系统调试(X,Y,SP1)实验目的:1.掌握840D系统结构及硬件设备功能及硬件设备接口连接2.PLC和NC调试3.主轴调试4.回参考点及手轮配置5.840D优化及试运行4.报警编辑实验设备:➢硬件●PC(内置CP5512卡)、PROFIBUS-DP总线一根、●SINUMERIK 840D(PCU50.3 , 电源模块, NCU572.5单双轴驱动模块各一个)、●伺服电机3台(内置编码器);X-1FT6044 Endat cable 6FX5002-5EQY-1FT6044 Incre cable 6FX5002-2CASP-1PH6064 Incre➢软件—●HMI adv (PCU50.3)●STEP 7 V5.4 SP3●840D TOOLBOX-V6.5;实验步骤:1.硬件设备及连线1.1硬件设备外部设置1)电源模块(55KW)电源正常时只有yellow灯处于常亮状态。
2)NCU-572.5●48端子与9短接;●63,64端子<==>PLC的Q54.0; Q54.1连接[地址54在STEP7-Config中设置];●NS1&NS2必须短接—本实验系统:63- Q54.064- Q54.1外部四个开关左上(red)—I54.1右上(red)—I54.3左下(green)—I54.2右下(green)—I54.4PLC 时序控制编程:3)611U1.2硬件设备连线1)PC & PCU & NCU2)611U与Motor611U的A1接口(底部后侧)和-X411接口连接电机1;A2 ……………………-X412……………….2.[注]:接反会有电机过温报警。
2.实验先前准备工作2.1安装STEP 7S7软件存在光盘上,并附带一张授权软盘。
S7软件可在WINDOWS环境下安装。
找到软件根目录,双击“SETUP.EXE”文件即可。
西门子840D数控系统调试上电之前的准备一:卸下Nck主板,检查Nck主板上的电池是否安装正确。
正确安装后,将Nck主板安装到NCU盒上。
2:外围线路的连接(1)每根轴的动力线,编码器反馈线是否正确安装(x411-轴1编码器,x422轴2编码器,动力线插口x轴对应a1口,z轴对应a2口,2-axis)(2)设备母线与直流母线连接是否正确可靠。
?(3) u、W、V进线连接是否可靠。
(4)simatic线的连接(im361接out口,nck接x111口)?(5)mpi线的连接(两头on中间off)(6)设置MCP面板的节点地址开关(810D面板的节点地址为14),机床控制面板后面的S3开关(1-8)依次设置为OFF ON OFF;840D面板的区段地址为6,机床控制面板后面的S3开关从左到右设置为onoff onoff onoff onoff(7)如果是pcu50,要将显示器后面的硬盘开关拨到on的位置。
上电之后先安装hmi软件。
软件拷贝到e盘三:上电(1)通电前,请断开CNC系统的热控制,拔下MCP和OPI面板上的24V电源,以避免因接线错误烧坏设备。
?(2)通电后,检查CNC系统的供电电压是否为380V、MCP和opi面板的电源是否为直流24v,且正负极性正确。
?(3)如果2正确,断电,合上热控,mcp和opi面板的直流电源插上,上电调试。
四:plc,nc总清1、nc总清步骤:(1)转动NC起动开关S3→ "1":(2)启动nc,如nc已启动,按复位按钮s1:(3) NC成功启动后,七段显示屏显示“6”或“B”,以及S3→ "0"; 此时,H1(左列)显示灯“+5V”显示绿色,NC一般清除执行完成。
也就是说,在S3设置为1位置后,按下复位按钮S1,在七段代码管显示“6”或“B”后,将S3设置为0位置。
清除NC 后,SRAM内存中的所有内容都被清除,所有机器数据都被预设为默认值。