标签贴纸检验规范
- 格式:doc
- 大小:71.50 KB
- 文档页数:1
ISSUEIEPARTMENT制订单位:品保部ISSUEDATE发行日期:20PP.12.272)检验时间:3〜5s3)检验角度:平面呈90 °,上下左右转动在45°之内4)视力:裸视或矫正视力在1.0以上且无色盲5)检验设备:①游标卡尺②菲林5.3包装检查内容:5.3.1核对物料、料号、验收入库单、<<样品承认书 >>四者品名规格是否一致;5.3.2外包装是否完好、整洁干净、无脏污、潮湿现象,均有产品标识和日期管控;5.3.4包装方式与承认要求必须相符,每版数量必须为整数且数量相同,每批只允许一个尾数,不同批次物料应分开放置;5.3.5不可出现混料或错料现象;5.3.6每批产品/材料必须有出货检验合格报告,报告内容与产品不符一律拒收。
5.4外观检查内容:5.4.1检查产品材质外形是否是承样一致;5.4.2检查印刷颜色与内容是否与承样一致,不可有多项、少项、易脱落或错漏现象;5.4.3产品表面不可有折皱、破裂、粘有杂物、模糊无法识别现象。
5.5结构尺寸检查内容:5.5.1每批抽检材料测量常规和重要尺寸数量不小于20PCS5.5.2用游标卡尺测试长宽高是否符合标准要求;5.6粘性检查(首样确认时必须抽测)5.6.1将材料平贴于对应产品上,检测是否容易脱落。
5.6.2将标签或贴纸平整的贴在对应产品表面,安排高温烘烤试验。
试验条件:温度60C,时间4耳待试验完毕后,检查标签是否是有变形、起泡、翘起及褶皱等。
5.7耐酒精擦拭试验用棉签攒取95%勺酒精,来回擦拭标签或贴纸表面丝印的文字20次,结束后看丝印是否有脱落、模糊不清甚至消失。
6. 相关文件:6.1《进料检验管理程序》6.2《供应商管理程序》6.3《不合格品控制程序》7. 相关表单:7.1『进料检验报告』7.2『进料异常回馈单』。
标签标贴质量检验标准1.前言1、1由于不干胶标签就是一个小众行业,缺乏相应的国家与行业标准,为了保证公司的生产以及检验过程中,员工自检与检验人员专检产品时有相应的依据迫切需要一套质量标准。
1、2从企业本身质量管理及内控的角度来瞧,为保证公司产品标准的一致性,以及客户要求得到满足,特制定本质量标准。
2.范围适用于我公司生产的空白不干胶标签以及带印刷不干胶标签的过程以及成品的检验判定。
本标准适用于没有专门客户要求情况下,公司生产的产品的内部控制标准依据。
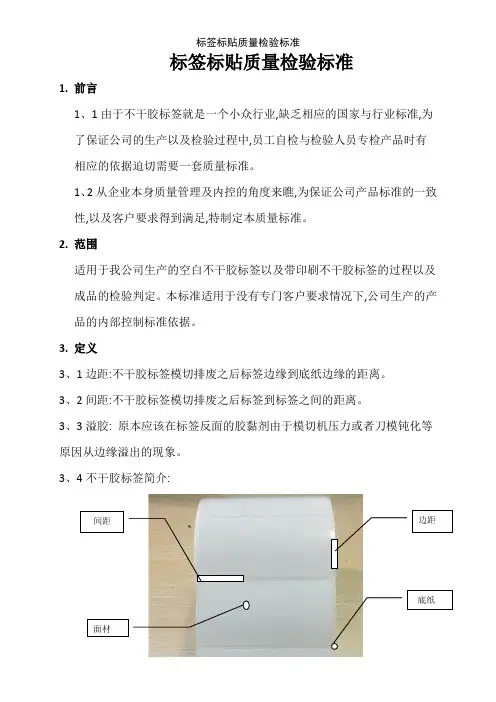
3.定义3、1边距:不干胶标签模切排废之后标签边缘到底纸边缘的距离。
3、2间距:不干胶标签模切排废之后标签到标签之间的距离。
3、3溢胶: 原本应该在标签反面的胶黏剂由于模切机压力或者刀模钝化等原因从边缘溢出的现象。
3、4不干胶标签简介:间距边距底纸面材4、适用场合4、1 本标准适用于过程的自检,主要针对生产操作人员,在工序操作如调机换料首检时的判断预防;4、2 本标准适用于过程巡检人员,作为对生产过程中各工序首检巡检过程中的判断依据;4、3 本标准用于成品检验人员对产成品检查验收的以及出货检验判定依据。
5、质量检验标准项目5、1 外观质量检验标准5、1、1外观项目就是判定不干胶标签的基础性项目,由于其可测量性不佳拿捏尺度不好管控,这里做个详细解释,便于检验人员进行判定。
5、1、2外观检验的一般条件就是被检品距40W白炽灯1米左右的距离,眼睛距产品25厘米左右,目视4S左右的检查时间。
5、1、3 外观检验的严格程度就是根据客户具体要求来决定的,一般来说普通用于生产过程标识只要内容完整无歧义都可以接收,有打印要求的要严格控制,用于产品包装表面以及产品表面要高度重视。
常见外观检验项目:5、2尺寸检查标准5、2、1由于一般卷装不干胶标签有打印需求,以及近年来增加的自动剥标需求,标签相关尺寸必须进行控制,否则打印位置会出现跑位,自动剥标无法剥离,无法满足客户的使用要求。
不干胶标签粘贴检验规范公司制定了不干胶标贴检验规范,旨在规范产品验收标准,确保采购的包材符合公司需求,防止批次不合格品流入公司或下一道工序。
该检验规范适用于公司产品用所有不干胶贴纸的样品、进货、库存及使用现场的检验。
同时,引用了多个规范性文件作为参考。
在术语和定义方面,初粘性指物体和压敏胶粘带粘性面之间以微小压力发生短暂接触时,胶粘带对物体的粘附作用;剥离强度指在规定的剥离条件下,使胶接试样分离时单位宽度所能承受的负荷。
抽样计划方面,尺寸检验按MIL-STD-105E一般检验水准第Ⅰ套方案进行抽样,外观按第Ⅱ套方案进行抽样,性能检验按每批次抽检3~5件进行,允收品质水准AQL为CR=0.65,Re=1、MA=1.5、MI=4.0.不符合项均按主要缺陷(MA)进行,尺寸检验不符合项按次要缺陷MI进行。
相关抽样标准或判定标准,也可视具体产品的品质状况或客户要求等做修正。
外观方面,要求表面光滑、端正、平整,无毛刺、褶皱、破损,无麻点及污渍杂质。
印刷文字和图案应清晰、准确,无错印、漏印,无油墨污染。
产品表面一般允许有未损伤材质,需特定的视觉才能发现的划痕、压伤。
印刷颜色应基本符合要求。
图文烫印完整,清晰牢固,无虚烫、糊版、脏版和砂眼。
上光涂层涂布基本均匀,光亮度一致,光泽好,无条纹、起皱现象。
压光表面光亮度一致,光泽度高。
外观检验标准中,属于严重缺陷CR的不符合项有图文脱落、错印、漏印、印刷不全、重印、色泽不均、色差明显超过上下限管制范围。
属于主要缺陷MA的不符合项有图文模糊,文字字体、大小、颜色深浅度与标准不一致,贴纸表面明显的脏污、拖墨(不可擦拭干净),图文套印误差:主要位置大于0.2mm,次要位置大于0.25mm。
7.6.1 测试所用的载体应按照实际使用时所使用的载体进行标贴。
7.6.2 将贴有标签的载体放入温度为-20℃的冰箱中,并冷冻4小时后取出。
7.6.3 在室温下静置5分钟后,将载体放入温度为55℃的高温箱中,烘烤4小时。

公司名称深圳市灏展照明科技有限公司文件名称标签、贴纸类材料检验标准ArrayKOG CHINISSUE DEPARTMENT制订单位:品保部ISSUE DATE发行日期:2013.12.27不允许打印/复印,没盖管制印章为非受控文件文件名称标签、贴纸类材料检验标准KOG CHIN4. 7丝印不良:字体模糊、残缺、歪斜、偏位等不良现象。
4.8色差:颜色与图纸、样板不符;4.9异色点(斑点):产品表面出现的异色点。
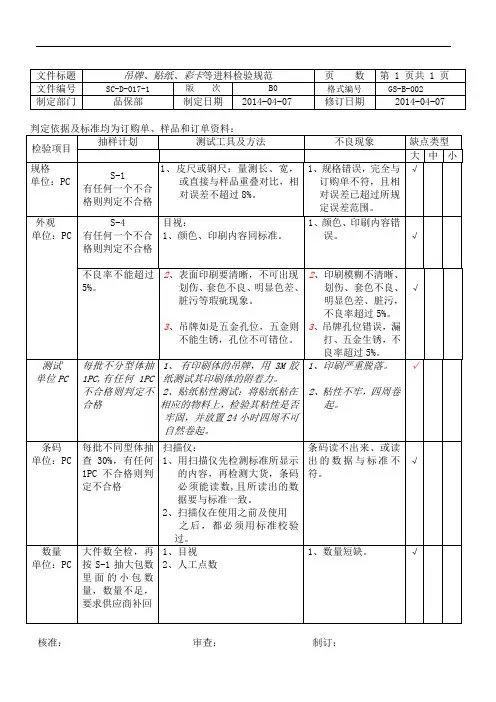
5. 作业內容:5.1 抽检检验方案5.1.1 本标准适用与GB/T2828.1-2003 —般检验水平II 正常一次抽样方案,允许水准 (AQL ) : CRI:0.01, MAJ : 0.25, MIN : 1.0 进行抽样检验,进料数量在 20PCS 或以下采用全检方式,另有规定的除外。
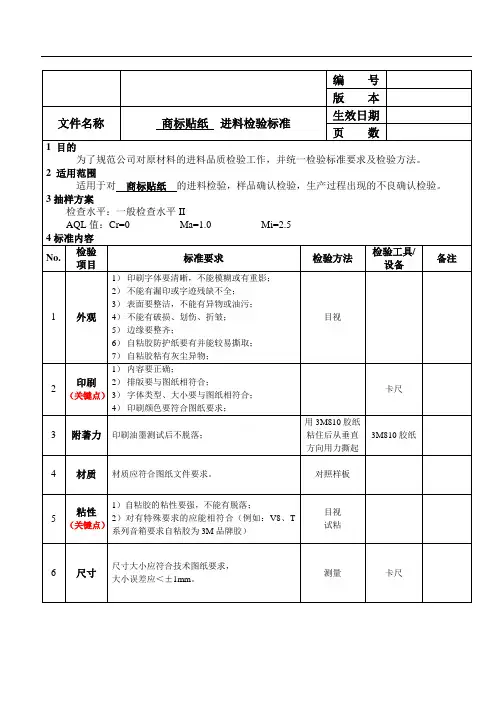
5.1.2缺陷分类A 类致命缺陷B 类严重缺陷C 类轻微缺陷5.1.2.1 致命缺陷(CRI ):能导致危及生命或造成安全状态的缺陷(产品的极重要质 量特性不符合规定).1.目的:为了规范IQC 标签、贴纸类材料来料检验标准,提高来料与过程应用及产品质量,确 保IQC 进料、制程控制和出货检验标准符合客户的品质要求。
2.适用范围:2.1 IQC 标签、贴纸类材料来料检验; 2.2过程控制之产品检验;2.3 QA 出货产品外观检验均适用之。
3.权责及权限:3.1 3.2 品保部负责标准的建立、执行和维护; 生产部负责标准的执行;检验中如有疑问及争执,应立即通知品保工程师或主管修改或解析本标准。
4.术语定义:3.34.1破裂:由于内应力或机器、外力作用而在表面形成的裂纹。
4.2油迹:产品表面残留的油污。
4.3翘曲及变形:成型时由于受力不均或其它应力而造成的变形。
4.4 污点:表面形成的可擦除或不可擦除的赃污。
4.5 碰伤/划伤:由于碰撞或擦过而造成产品表面有明显可见的缺损、伤痕、凹坑。
4.6 折痕(皱折):表面出现一条痕迹、起皱的现象。

符等。
产品防护目视产品无间隔保护,产品挤压。
√出货报告目视来料无出货检验报告√
外观材质
目视材质与样品不一致者的不可以。
√
目视颜色或硬度与样品不一致者的不可以。
√
本体
目视本体有缺损、折皱、变形现象的不可以√
目视
有不可擦掉的油渍、污渍面积直径超过2mm的不可以,
小于2mm的可以。
√目视
表面的斑点最大直径不能超过1mm,数量不超过3个且
两点之间距离小于2cm的不接受。
√目视
表面划伤长度不能超过3mm及宽度不能超过,数量不超
过3条,不能伤及丝印且两线之间最小距离小于2cm的
不接受。
√丝印
目视
3M胶测试丝印文字易脱落√
丝印错误、漏印或无法辨认的不可以。
√
丝印模糊或重影,但可辨认的,严重的不行,标准依具
体情况而定。
√酒精擦拭丝印经过究竟擦拭后,有脱落、模糊不清、消失√
结构尺寸目视卷尺
尺寸不符合规格,影响生产作业的不可以。
√
尺寸不符合规格,但不影响生产作业。
严重的不行,标
准依具体情况而定。
√
粘性实装目视平贴产品上粘性不够易脱落√高温试验目视高温烘烤试验后出现变形、起泡、翘起或褶皱√
6. 相关文件:
《进料检验管理程序》
《供应商管理程序》
《不合格品控制程序》7. 相关表单:
『进料检验报告』
『进料异常回馈单』。
标签类检验标准(包括不干胶)1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于本公司采购的各种标签类装潢印刷品。
3、质量标准和检验方法:3.1各种标签应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
3.2 外观要求与检验方法:3.2.1 表面:标贴表面轻度刮伤(不影响印刷面)宽≤0.1mm,长≤10mm的允许有少于2条;无明显变形和残缺等异常现象;卷状标贴卷面应平整,机器贴标的卷状标贴底纸不得出现连续断裂现象;表面气泡≤0.5mm。
3.2.2 文字图案:要求与公司样稿相符,文字、图案必须清晰、正确,无缺印、缺字、笔划不全的情形,小于5号字不误字意;无明显位置偏移、歪斜、重影;无明显印刷套色不准、模糊等缺陷;烫印文字和图案不花白,不变色,不脱落。
3.2.3 色泽:必须符合确认的标准样品,并在封样的上限/标准/下限范围内。
3.2.4 洁净度:标贴外观整洁,无明显色条、斑点、脏污等异物沾染,点的直径≤0.2mm,黑点不得超过1个,其它白点不得超过2个(不在同一区域内),污点面积≤0.2mm2,且每张不超过1个。
3.2.5 松紧度:成卷标签松紧适中,不得出现膜间滑动。
3.2.6 烫印:烫印砂眼面积≤0.1mm2且每张不超过1个;平整度不能有明显锯齿或毛边,套印允许有≤0.2mm的误差。
3.2.7外包装: 外装纸箱不得脏及破损并内衬塑料袋用胶带“工”字形封箱,并附出厂检验报告单。
外观检验以目测为主,于正常光源下,30cm距离处正视观察。
3.3功能(物理机械性能)要求与检测方法:3.3.1 粘离试验:透明(或表面上光油)标签印刷部位不得有粘离脱落现象。
检验方法: 以3M600履盖印刷(烫色)部位,抚平,来回压抚10次使履盖部位无气泡,然后以45度角瞬间撕去,无印刷(烫色)脱落现象。
轻微脱落不影响整体识别可接受。
(烫金银处要缓慢撕开)3.3.2耐产品试验:内容物涂抹后不得有脱落现象。
商标贴纸质量检验规范摘要:商标贴纸作为一种常见的商标标识形式,其质量的好坏直接关系到商品的品牌形象和消费者的购买信任。
为了确保商标贴纸的质量,本文将介绍商标贴纸质量检验的规范,包括商标贴纸的外观检验、粘性检验、耐环境检验等方面,以指导质量检验工作的实施。
一、引言商标贴纸的质量直接关系到商标的辨识度和商品的品牌形象,因此质量检验是确保商标贴纸合格的重要环节。
本文将介绍商标贴纸质量检验的规范和标准,以保证商标贴纸的质量和可靠性。
二、商标贴纸外观检验1. 商标贴纸的尺寸检验:根据标准尺寸要求,测量商标贴纸的长度、宽度和厚度。
2. 商标贴纸的颜色检验:使用标准色卡对商标贴纸的颜色进行比对,确保商标贴纸的颜色与标准一致。
3. 商标贴纸的印刷质量检验:检查商标贴纸上的文字、图案和商标印刷质量,确保清晰度和准确性。
4. 商标贴纸的边缘处理检验:检查商标贴纸的边缘是否完整,无毛刺、破损等缺陷。
三、商标贴纸粘性检验1. 商标贴纸的粘性持久性检验:将商标贴纸贴在适当的材料上,经过一定时间后,检查商标贴纸的粘性是否持久,无脱落现象。
2. 商标贴纸的粘附力检验:将商标贴纸粘贴在适当的表面上,用特定的力量进行拉伸或剥离,检验商标贴纸的粘附力是否满足要求。
四、商标贴纸耐环境检验1. 商标贴纸的耐光性检验:将商标贴纸暴露在UV光源下,检查商标贴纸的颜色是否变化或退色。
2. 商标贴纸的耐热性检验:将商标贴纸暴露在高温环境下,检查商标贴纸的粘性是否下降或出现变形、起泡等现象。
3. 商标贴纸的耐湿性检验:将商标贴纸浸泡在一定温度的水中,检查商标贴纸的粘性是否下降或出现脱落现象。
五、商标贴纸质量文档与记录商标贴纸的质量文档应包括商标贴纸的材料检测报告、外观尺寸检验记录、粘性检验记录、耐环境检验记录等。
这些文档应保存并随产品一同提供。
结论:商标贴纸作为商品的重要组成部分,其质量检验规范的实施对于确保商标贴纸的质量和可靠性至关重要。
本文介绍的商标贴纸质量检验规范,包括外观检验、粘性检验、耐环境检验等方面的内容,旨在指导质量检验工作的实施并最终提升商标贴纸的质量和消费者的购买信任。
标签标贴质量检验标准1.前言1.1由于不干胶标签是一个小众行业,缺乏相应的国家和行业标准,为了保证公司的生产以及检验过程中,员工自检和检验人员专检产品时有相应的依据迫切需要一套质量标准。
1.2从企业本身质量管理及内控的角度来看,为保证公司产品标准的一致性,以及客户要求得到满足,特制定本质量标准。
2.范围适用于我公司生产的空白不干胶标签以及带印刷不干胶标签的过程以及成品的检验判定。
本标准适用于没有专门客户要求情况下,公司生产的产品的内部控制标准依据。
3.定义3.1边距:不干胶标签模切排废之后标签边缘到底纸边缘的距离。
3.2间距:不干胶标签模切排废之后标签到标签之间的距离。
3.3溢胶:原本应该在标签反面的胶黏剂由于模切机压力或者刀模钝化等原因从边缘溢出的现象。
3.4不干胶标签简介:间距边距底纸面材4. 适用场合4.1 本标准适用于过程的自检,主要针对生产操作人员,在工序操作如调机换料首检时的判断预防;4.2 本标准适用于过程巡检人员,作为对生产过程中各工序首检巡检过程中的判断依据;4.3 本标准用于成品检验人员对产成品检查验收的以及出货检验判定依据。
5.质量检验标准项目5.1 外观质量检验标准5.1.1外观项目是判定不干胶标签的基础性项目,由于其可测量性不佳拿捏尺度不好管控,这里做个详细解释,便于检验人员进行判定。
5.1.2外观检验的一般条件是被检品距40W白炽灯1米左右的距离,眼睛距产品25厘米左右,目视4S左右的检查时间。
5.1.3 外观检验的严格程度是根据客户具体要求来决定的,一般来说普通用于生产过程标识只要内容完整无歧义都可以接收,有打印要求的要严格控制,用于产品包装表面以及产品表面要高度重视。
常见外观检验项目:项目标准关重度5.2尺寸检查标准5.2.1由于一般卷装不干胶标签有打印需求,以及近年来增加的自动剥标需求,标签相关尺寸必须进行控制,否则打印位置会出现跑位,自动剥标无法剥离,无法满足客户的使用要求。
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】标签类检验标准(包括不干胶)1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于本公司采购的各种标签类装潢印刷品。
3、质量标准和检验方法:3.1各种标签应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
3.2 外观要求与检验方法:3.2.1 表面:标贴表面轻度刮伤(不影响印刷面)宽≤0.1mm,长≤10mm的允许有少于2条;无明显变形和残缺等异常现象;卷状标贴卷面应平整,机器贴标的卷状标贴底纸不得出现连续断裂现象;表面气泡≤0.5mm。
3.2.2 文字图案:要求与公司样稿相符,文字、图案必须清晰、正确,无缺印、缺字、笔划不全的情形,小于5号字不误字意;无明显位置偏移、歪斜、重影;无明显印刷套色不准、模糊等缺陷;烫印文字和图案不花白,不变色,不脱落。
3.2.3 色泽:必须符合确认的标准样品,并在封样的上限/标准/下限范围内。
3.2.4 洁净度:标贴外观整洁,无明显色条、斑点、脏污等异物沾染,点的直径≤0.2mm,黑点不得超过1个,其它白点不得超过2个(不在同一区域内),污点面积≤0.2mm2,且每张不超过1个。
3.2.5 松紧度:成卷标签松紧适中,不得出现膜间滑动。
3.2.6 烫印:烫印砂眼面积≤0.1mm2且每张不超过1个;平整度不能有明显锯齿或毛边,套印允许有≤0.2mm的误差。
3.2.7外包装:外装纸箱不得脏及破损并内衬塑料袋用胶带“工”字形封箱,并附出厂检验报告单。
外观检验以目测为主,于正常光源下,30cm距离处正视观察。
3.3功能(物理机械性能)要求与检测方法:3.3.1 粘离试验:透明(或表面上光油)标签印刷部位不得有粘离脱落现象。
检验方法: 以3M600履盖印刷(烫色)部位,抚平,来回压抚10次使履盖部位无气泡,然后以45度角瞬间撕去,无印刷(烫色)脱落现象。
标签检验验收标准及设计要求1 范围本标准适用于本公司标签制品的采购、检验、生产使用与仓储等环节的质量控制。
2 规范性引用文件下列文件中的条款通过本规程的引用而成为本规程的条款,凡是不注版本日期的引用文件,其最新版本适用于本规程。
GB/T2828.1-2003计数抽样检验程序按接收质量限(AQL)检索的逐批检验抽样计划3 分类根据材料的不同,标签可分为普通纸质标签、塑料标签。
4 贮运条件4.1 运输条件标签运输应使用清洁卫生的运输工具,避免受到雨淋、曝晒、受潮和污染。
4.2 贮存条件须室内贮存,不得露天堆放,避免受外物污染,应放置于干燥、通风的环境中,避免日光照射,堆放时距地面高度大于150mm,须避免受潮、过热。
5 检验项目及技术要求表1:标签检验项目及技术要求1/62/6标签设计的技术要求:1、颜色必须具有明确的色标号要求。
过渡色注明起始色标。
2、文字及图案用布沾汽油擦拭15秒(15次),不得褪色。
3、标签贴在被贴基面上,用烤灯在60度的温度下照射4小时,不得出现明显鼓包、褶皱或开胶现象。
也不能出现翘边及卷曲现象。
3/66 检验方法6.1 包装材料与包装质量检查每一箱,要求对不符合要求的外包装单位分类摆放,根据抽样方案分别随机抽取样本,在光线充足的地方目测查看标签包装形态与质量是否符合标准要求。
6.2 材质要求6.2.1 材料、制作工艺验证根据抽样方案随机抽取样本,在光线充足的地方目测观察样本与标准品,看材质与工艺是否符合标准要求。
6.2.2 密度使用精度为0.001g的天平测量标签质量m,根据公式ρ=m/(L*h)计算纸张密度。
式中,ρ—密度(g/m2);m—质量(g);L—宽度(mm);h—高度(mm),计算样品的算术平均值,精确至整数位。
6.3 外观要求根据抽样方案随机抽取样品,在光线充足的地方目测观察,确定图文信息是否符合设计要求,并结合精度为1mm的直尺对比观察其表面缺陷与图文质量,判断外观质量是否符合标准要求。
ISSUE D E PARTMENT 制订单位:品保部ISSUE DATE发行日期:BY 核准REVIEWED BY审查PREPARED BY制订项次修订页次版次修订内容摘要修订日期1 1/5-5/5 A01 初版发行目的:为了规范IQC 标签、贴纸类材料来料检验标准,提高来料与过程应用及产品质量,确保IQC进料、制程控制和出货检验标准符合客户的品质要求。
2.适用范围:IQC标签、贴纸类材料来料检验;过程控制之产品检验;QA出货产品外观检验均适用之。
...3.权责及权限:品保部负责标准的建立、执行和维护;生产部负责标准的执行;检验中如有疑问及争执,应立即通知品保工程师或主管修改或解析本标准。
4.术语定义:破裂:由于内应力或机器、外力作用而在表面形成的裂纹。
油迹:产品表面残留的油污。
翘曲及变形:成型时由于受力不均或其它应力而造成的变形。
污点:表面形成的可擦除或不可擦除的赃污。
碰伤/划伤:由于碰撞或擦过而造成产品表面有明显可见的缺损、伤痕、凹坑。
折痕(皱折):表面出现一条痕迹、起皱的现象。
4. 7 丝印不良:字体模糊、残缺、歪斜、偏位等不良现象。
色差:颜色与图纸、样板不符;异色点(斑点):产品表面出现的异色点。
5.作业內容:抽检检验方案本标准适用与GB/一般检验水平II正常一次抽样方案,允许水准(AQL):CRI:,MAJ:,MIN:进行抽样检验,进料数量在20PCS或以下采用全检方式,另有规定的除外。
缺陷分类A类致命缺陷B类严重缺陷C类轻微缺陷致命缺陷(CRI):能导致危及生命或造成安全状态的缺陷(产品的极重要质量特性不符合规定).严重缺陷(MAJ):不构成致命缺陷但可能导致功能失误或降低原有使用功能的缺陷(产品的重要质量特性不符合规定)。
轻微缺陷(MIN):对产品的使用性能没有影响或只有轻微影响的缺陷(产品的一般质量特性不符合规定)检验条件:1)目视检验距离: 35 ± 5cm2)检验时间:3~5s3)检验角度:平面呈90°,上下左右转动在45°之内4)视力:裸视或矫正视力在以上且无色盲5)检验设备:①游标卡尺②菲林包装检查内容:核对物料、料号、验收入库单、<<样品承认书>>四者品名规格是否一致;外包装是否完好、整洁干净、无脏污、潮湿现象,均有产品标识和日期管控;包装方式与承认要求必须相符,每版数量必须为整数且数量相同,每批只允许一个尾数,不同批次物料应分开放置;不可出现混料或错料现象;每批产品/材料必须有出货检验合格报告,报告内容与产品不符一律拒收。