焊接结构名词解释
- 格式:doc
- 大小:15.00 KB
- 文档页数:1

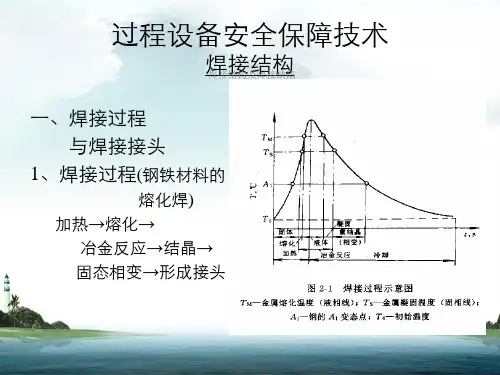
焊接结构基本知识1. 焊接结构的定义与分类焊接结构是指利用焊接工艺将金属材料或其他材料连接在一起形成的结构。
焊接结构广泛应用于建筑、机械、船舶、汽车等领域,其连接方式可以使结构更加牢固、耐用。
根据焊接结构的连接方式和材料特点,可以将焊接结构分为以下几类:1.熔化焊接结构:熔化焊接结构是通过将焊条、焊丝或焊剂加热至熔化状态,使其与基材相互融合,形成连接。
常见的熔化焊接方法有电弧焊、气焊、TIG焊等。
2.压力焊接结构:压力焊接结构是通过施加一定的压力,将接触面加热至一定温度,使其在压力作用下融合,形成连接。
常见的压力焊接方法有电阻焊、搅拌摩擦焊等。
3.化学焊接结构:化学焊接结构是利用化合物的化学反应使金属材料连接在一起形成结构,常见的化学焊接方法有焊锡焊接、铜焊接等。
4.固相焊接结构:固相焊接结构是通过加热使接触面降低至固相状态,然后施加一定的压力使接触面融合,形成连接。
常见的固相焊接方法有点焊、摩擦焊等。
2. 焊接结构的优缺点焊接结构具有以下优点:•强度高:焊接点的强度通常可以达到或接近母材的强度。
•刚性好:焊接结构的连接点刚度较大,能够承受较大的外部力矩和荷载。
•连接紧密:焊接结构在连接过程中,焊缝充满材料间的间隙,使连接更紧密,有助于提高结构的稳定性和密封性。
•节省材料:焊接结构与螺栓连接相比,不需要使用螺栓、螺母等连接件,可以节省材料和降低成本。
然而,焊接结构也存在一些缺点:•难以拆卸:焊接结构通常是永久性的连接方式,难以拆卸和维修。
•焊接变形:焊接过程中,由于局部加热和冷却引发的热应力会导致焊接结构变形,需要加以控制和修正。
•对材料要求高:焊接结构对材料的要求较高,需要选择合适的焊材和母材,以确保焊接结构的质量和强度。
•焊接接缝敏感:焊接接缝是焊接结构的弱点,容易产生裂纹和疲劳断裂,需要采取相应的措施加以强化和防护。
3. 焊接结构的设计原则在进行焊接结构设计时,应遵循以下原则:•合理布置焊缝:焊缝的布置应尽可能减少焊接应力集中和焊接变形,避免焊接接头过长或过密。
1.焊接温度场:指在焊接过程中,某一时刻所有空间各点温度的总计或分布。
2.焊接热循环:在焊接过程中,工件上的温度随着瞬时热源或移动热源的作用而发生变化,温度随时间由低而高,达到最大值后,又由高而低的变化称为焊接热循环。
3.温度应力(热应力):变形不受约束,则说明变形是温度变化的唯一反映;若这种变形受到约束,就会在物体内部产生应力,这种应力即为温度应力。
4.残余应力:当不均匀温度恢复到原始的均匀状态后残存在物体中的内应力。
5.自由变形(量、率):当金属物体的温度发生变化或发生相变没有受到外界的任何阻碍而自由进行,它的形状和尺寸的变形就称为自由变形。
自由变形的大小称之为自由变形量。
单位长度上的自由变形量称之为自由变形率。
6.外观变形(量、率):当物体的变形受到阻碍而不能完全自由变形时,所表现出来的部分变形称为外观变形或可见变形。
外观变形的大小称为外观变形量。
单位长度上的外观变形量称为外观变形率。
7.内部变形(量、率):当物体的变形受到阻碍而不能完全自由变形时,未表现出来的部分变形称为内部变形或可见变形。
内部变形的大小称为内部变形量。
单位长度上的内部变形量称为内部变形率。
8.高组配:焊缝金属强度比母材高强度高的接头匹配。
9.低组配:焊缝金属强度比母材高强度低的接头匹配。
10.工作焊缝:一种与被连接的元件是串联的焊缝,承担着传递全部载荷的作用,焊缝一旦开裂,结构就立即失效。
11.、12.联系焊缝:一种与被连接的元件是并联的焊缝,主要起元件之间相互联系的作用,焊缝一旦开裂,结构就不会立即失效。
13.焊接工艺评定:为验证所拟定的焊接工艺的正确性而进行的试验过程及结果的评价。
14.焊接工艺指导书:就是为验证试验所拟定的、经评定合格的、用于指导生产的焊接工艺文件。
15.生产过程:使原材料或半成品的形状和重量不断的按照人们的意图发生改变的过程。
或者定义为把原材料变成成品的直接和间接的劳动过程的总和。
16.工艺过程:是指直接改变毛坯的形状、尺寸、力学性能以及物理性能,使之成为半成品或成品的生产过程。
《焊接结构》课程设计说明一、课程基本信息课程名称:焊接结构学时:60授课对象:焊接专业学分:2课程性质:专业必修课二、课程定位《焊接结构》是焊接技术专业的一门主干专业课程,主要介绍焊接结构生产及现场管理方面的知识,要求具备一定的管理水平,又有较强的焊接结构现场生产实践性。
本课程采用“项目导向、任务驱动”理论实践一体化的教学方法,不单独开设实验课程,强调围绕企业生产为主,积累经验,学会在生产现场进行独立分析、创新设计各种焊接辅助设备,主要内容包括:引导项目:焊接结构(梁、柱、桁架、支架)的生产与管理,主导项目:焊接接头的质量控制(包括变形与应力控制);焊接接头的结构设计;焊接结构件的装配、定位、检测、焊接的全过程;焊接工艺的审定;典型案例的分析等。
通过对焊接结构件的生产管理,学会钢结构类、承压类设备的焊接设计、焊接工艺思路与程序,注重焊前准备、焊接过程控制、焊后检测等环节,生产中体现各种准备要素(包括相应文件资料),焊接结构生产的装配与焊接之间的关系,保证学生的实际动手能力三、课程设计1.能力目标(1)熟悉焊接结构课程的主题框架(2)能对焊缝、焊接接头的各种类型进行优势比较(3)熟悉焊接梁、柱、桁架等结构件的生产流程(4)熟悉焊接生产中注意的问题(焊接应力与变形)进行分析与控制(5)熟悉焊接结构件生产的装配、定位、检测要求(6)熟悉焊接工艺性审查的主要内容2、知识目标(1)熟悉各种焊接接头、基本符号、各种焊缝特点的基本知识(2)掌握焊接结构生产的工作流程与步骤(3)掌握控制焊接应力与变形的方法,了解形成的主要原因(4)熟悉焊接结构件装配、定位器的使用3、态度目标(1)具有勤奋学习的态度,良好的职业道德和爱岗敬业精神(2)具有认真、严谨、耐心、细致的工作作风4、工作目标能进行焊接生产项目的管理,利用各种知识形成体系,具备生产中设计简单夹具、定位机构、旋转机构的能力,对各种焊缝、焊接接头的布局能严格按照工艺要求进行合理的装配—焊接的顺序选择,熟悉承压类设备焊缝的代码编号,焊接工艺编码语言,能根据焊接装配图纸掌握焊缝、焊接位置的全局关系。

焊接结构的基本类型及组成元件焊接结构是由多个焊接组件组成的结构体系,常用于工业、建筑、船舶、桥梁等领域。
焊接结构的基本类型包括刚性焊接结构、柔性焊接结构和半刚性焊接结构。
刚性焊接结构是指焊接组件在施加荷载作用下不发生形变和变形的结构体系。
这种结构主要由刚性连接件组成,连接方式有直焊、对接焊等。
刚性焊接结构的特点是承载能力强,刚度大,适用于承载重量较大、要求刚度较高的结构。
柔性焊接结构是指焊接组件在施加荷载作用下能够发生一定的弹性形变的结构体系。
这种结构主要由弹性连接件组成,连接方式有间隙焊、弹性夹紧焊等。
柔性焊接结构的特点是具有较好的减震、抗震能力,适用于地震区域或需要吸收振动的结构。
半刚性焊接结构是刚性焊接结构和柔性焊接结构的组合体系,既具备刚性连接件的承载能力,又具备弹性连接件的吸震性能。
这种结构主要由刚性连接件和柔性连接件组成,连接方式有组合焊、插头焊等。
半刚性焊接结构的特点是兼具刚性和柔性的特点,适用于要求承载能力和减震能力兼备的结构。
焊接材料是连接焊接组件的重要组成部分,常见的焊接材料包括焊条、焊丝、焊剂等。
焊条是一种金属丝材料,用于提供熔化金属填充物,并提供气体保护,使焊接过程中的焊缝不被氧化。
焊丝是一种金属合金丝材料,用于提供熔化金属填充物,并通过电弧加热使其熔化。
焊剂是一种用于清洁、防氧化和焊接辅助的材料。
焊缝是连接焊接组件的关键部分,指两个焊接组件之间的金属连接区域。
焊缝可以分为直焊缝、角焊缝、对口焊缝等多种类型,根据其几何形状和位置不同,具有不同的强度和应力分布特点。
焊接接头是连接焊接组件的接口部分,用于传递荷载和转移应力。
常见的焊接接头包括对接接头、角接头、搭接接头等。
焊接接头的设计要考虑到受力情况、承载能力、应力集中等因素,以确保焊接结构的安全可靠性。
总结起来,焊接结构的基本类型包括刚性焊接结构、柔性焊接结构和半刚性焊接结构,组成元件包括焊接材料、焊缝和焊接接头。
不同的类型和元件的选择,取决于焊接结构所要承载的荷载、振动、应力等要求。
焊接结构的基本类型及组成元件焊接结构是指通过焊接工艺将多个零部件或构件连接起来形成的整体结构。
根据焊接方式和构件形状的不同,焊接结构可以分为多种类型。
本文将介绍焊接结构的基本类型及其组成元件。
一、焊接结构的基本类型1. 焊接角接结构:焊接角接结构是指将两个构件以一定的角度焊接在一起的结构形式。
常见的焊接角接结构有直角接、斜角接等。
2. 焊接对接结构:焊接对接结构是指将两个构件的端部或边缘部分直接对接后进行焊接的结构形式。
常见的焊接对接结构有对接接头、对接缝等。
3. 焊接搭接结构:焊接搭接结构是指将两个构件的搭接部分进行焊接的结构形式。
常见的焊接搭接结构有搭接接头、搭接焊缝等。
4. 焊接T型接结构:焊接T型接结构是指将一个构件的横截面与另一个构件的表面形成的T型接口进行焊接的结构形式。
5. 焊接角焊接结构:焊接角焊接结构是指将一个构件的角部与另一个构件的平面或弯曲部分进行焊接的结构形式。
二、焊接结构的组成元件1. 焊缝:焊缝是焊接过程中形成的连接部分,是由焊接材料熔化并与母材相结合形成的。
焊缝的形状和尺寸对焊接结构的强度和密封性有着重要影响。
2. 焊接接头:焊接接头是指构件在焊接过程中相互连接的部分。
常见的焊接接头有对接接头、搭接接头、角接头等。
3. 焊接材料:焊接材料是指用于焊接的填充金属或非金属材料。
常见的焊接材料有焊条、焊丝、焊剂等。
4. 焊接设备:焊接设备是进行焊接工艺的工具和设备。
常见的焊接设备有焊接电源、焊接机械臂、焊接工作台等。
5. 焊接工艺:焊接工艺是指进行焊接操作的一系列方法和步骤。
常见的焊接工艺有手工电弧焊、气体保护焊、激光焊接等。
6. 焊接质量检测:焊接质量检测是对焊接结构进行质量评估和检验的过程。
常见的焊接质量检测方法有可视检测、射线检测、超声波检测等。
7. 焊接热影响区:焊接热影响区是焊接过程中母材发生热变形和组织结构改变的区域。
焊接热影响区对焊接结构的强度和耐腐蚀性有一定影响。
第3章焊接应力与变形内应力:所谓内应力是指在没有外力的条件下平衡于物体内部的应力。
热应力:“热胀冷缩”是自然界中普遍存在的一种物理现象。
物体受热后会膨胀,冷却后会收缩,也就是说,温度的变化会使物体产生变形。
如果物体的这种“胀”“缩”变形是自由的,即变形不受约束,则说明变形是温度变化的唯一反映;如果这种变形受到约束,就会在物体内部产生应力,这种应力称为温度应力或热应力。
残余应力:而此时刚性台则受到压应力的作用,这样在系统中又形成了新的内应力,此应力是在温度均匀后残存在杆件中的,因此称之为残余应力。
相变应力:这种相变所带来的体积变化如果受到制约,也会产生新的内应力,这种内应力即为相变应力。
相变残余应力:当温度恢复到初始的均匀状态后,如果相变产物仍然保留,则相变应力也将保留,并形成残余应力,即相变残余应力。
屈服强度滞后:与加热过程的屈服强度降低相比,在冷却转变成两相材料时屈服强度的降低,被称之为“屈服强度滞后”现象。
自由变形:当金属物体的温度发生变化或发生相变时,它的形状和尺寸就要发生变化。
如果这种变化没有受到外界的任何阻碍而自由进行,这种变形就称为自由变形。
外观变形:当杆件的伸长受阻碍,使其不能完全自由变形时,变形量只能部分表现出来,则将所表现出的部分变形称为外观变形或可见变形,用△Le表示。
内部变形:而未表现出来的那部分变形,称之为内部变形,记为△L。
热应变脆化:另外,在焊接冷却过程中,特别是在200~300°C范围内的塑性变形会消耗金属的-部分塑性,对金属在室温和低温下的塑性有较大的影响,使其发生延性耗竭。
这种现象在低碳钢,特别是沸腾钢中表现得更为明显,这被称之为热应变脆化。
应力腐蚀开裂:当材料处于持续的拉应力作用,同时又与材料敏感的腐蚀介质相接触,经过一定时间后,就会发生开裂,这就是所谓的应力腐蚀开裂,简称应力腐蚀。
焊接残余变形:焊接残余变形是指焊后残存于结构中的变形。
挠曲变形:其是指构件焊后发生挠曲。
一、填空题1、焊接结构是以金属材料轧制的板材和型材作基本元件,采用焊接加工方法,按照一定的结构组成的,并能承受载荷的(金属)结构。
P12、焊接结构的分类:按钢材类型可分为板结构和格架结构;按综合因素分类可分为容器和管道结构、房屋建筑结构、桥梁结构、船舶与海洋结构、塔桅结构和机器结构。
P2-43、管材对接的焊接位置可分为:平焊位置、横焊位置和多位置;板材对接的焊接位置可分为:平焊位置、横焊位置和立焊位置;板材角接的焊接位置可分为:平焊位置、横焊位置和立焊位置。
P155、凡是用文字、图形和表格等形式,对某个焊件科学地规定其工艺过程方案和规范及采用相应工艺装备的技术文件,称之为焊接生产工艺规程。
它是生产中的技术指导性文件,是技术准备和生产管理及制定生产进度计划的依据。
P216、焊接结构制造工艺过程的主要工序有:划线(放样或号料)、切断、成形、边缘加工、制孔、装配、焊接、检验、涂漆等。
P227、焊接结构的生产通常由四部分组成,分别是:1 生产前的准备、2 金属加工或零、部件的制作、3 装配焊接、4 成品加工、检查验收和包装出厂。
P278、在焊接结构制造的零件加工过程中,根据对工件所产生的作用和加工结果,钢材的基本加工方法可分为:变形加工和分离加工。
P389、在焊接结构制造的零件加工过程中,钢材经过划线和号料后,就转入下料工序,其中,主要的完成方式主要有:机械切割和热切割。
P6210、在进行焊接结构生产的装配过程中,必须具备以下三个基本条件:定位、夹紧、以及测量。
11、在焊接结构生产中,选择合理的装配一焊接顺序很关键,目前,装配一焊接顺序基本有三种类型:整装整焊、分部件装配、和随装随焊。
P14412、在焊接结构生产的转配过程中,根据不同产品、不同生产类型,有不同的装配工艺方法,主要有:互换法、选配法、和修配法。
P14413、焊接变位机械是改变焊件、焊机或焊工的空间位置来完成机械化、自动化焊接的各种机械装备。
焊接结构学哈工大复习要点汇总版权所有~枫擎雨一、名词解释1. 内应力:是指在没有外力的条件下平衡于物体内部的力。
2. 解理断裂:是沿晶内一定结晶学平面分离而形成的断裂,是一种晶内断裂。
3. 应力腐蚀开裂:是指在拉应力和腐蚀共同作用下产生裂纹的现象。
4. 温差拉伸法:是利用在焊接结构上进行的不均匀加热造成的适当的温度差,来使焊缝及其附近区域产生拉伸塑性变形,从而抵消焊接时所产生的压缩塑性变形,达到消除部分焊接残余应力的目的。
5. 焊接结构:用焊接的方法生产制造出来的结构。
6. 焊接温度场:是指在焊接过程中,某一时刻所有空间各点温度的总计或分布。
7. 应力集中:由于焊接的形状和焊缝布置的特点,焊接接头工作应力的分布是不均匀的,其最大应力比平均应力值高,这种情况称应力集中。
是指接头局部区域的最大应力值比平均应力值高的现象。
8. 焊接变形:由于焊接而引起的焊件尺寸的改变称为焊接变形。
9.工作焊缝:焊缝与被连接板件沿受力方向成串联形式布置,焊缝传递全部载荷,一旦焊缝断裂,则接头立即破坏。
10.联系焊缝:焊缝与被连接板件沿受力方向成并联形式布置,焊缝只传递很少的载荷,主要在被连接板之间起到联系作用,即使焊缝断裂,焊接结构并不立即失效。
11.动应变时效:金属和合金在塑性变形时或塑性变形后所发生的时效过程。
12.焊接残余应力:焊件在焊接过程中,热应力、相变应力、加工应力等超过屈服极限,以致冷却后焊件中留有未能消除的应力。
这样焊接冷却后的残余在焊件中的宏观应力称为残余焊接应力。
13.焊接热循环:焊接过程中,在焊接热源的作用下,焊件上某点温度随时间变化的过程,其特征是加热速度很快,在最高温度下停留时间很短,随后各点按照不同的冷却速度进行冷却。
14. 延性断裂:伴随明显塑性变形而形成延性断口(断裂面与拉应力垂直或倾斜,其上具有细小的凹凸,呈纤维状)的断裂。
15.自由变形(量、率):当金属物体的温度发生变化或发生相变没有受到外界的任何阻碍而自由进行,它的形状和尺寸的变形就称为自由变形。
焊接结构学焊接作为一种重要的连接工艺,在制造业和工程领域得到了广泛应用。
焊接结构学的相关知识涵盖了焊接理论基础、焊接冶金与材料、焊接接头设计与优化、焊接制造工艺与设备、焊接结构的力学行为、焊接结构的无损检测与质量保证以及焊接结构的失效分析与预防等方面。
1.焊接理论基础焊接是通过加热或加压的方式将金属或其他材料连接在一起的过程。
焊接理论基础主要研究焊接的物理和化学过程,包括焊缝的形成机理、金属的加热和冷却原理等。
2.焊接冶金与材料焊接冶金涉及到金属熔化、凝固和结晶的过程,而焊接材料则包括母材、焊丝、焊剂等。
选择合适的焊接材料和冶金工艺对于保证焊接质量和可靠性至关重要。
3.焊接接头设计与优化焊接接头是焊接结构中的关键部分,其设计需考虑连接方式、强度和稳定性等因素。
优化焊接接头设计可以提高焊接结构的承载能力,避免应力集中和薄弱环节的产生。
4.焊接制造工艺与设备焊接制造工艺包括焊接电流、电压、速度等参数的设定,以及坡口制备、定位、施焊等步骤的实施。
焊接设备包括手工电弧焊机、气体保护焊机、激光焊机等。
选择适当的焊接工艺和设备对于提高焊接质量和效率至关重要。
5.焊接结构的力学行为焊接结构的力学行为涉及到变形、残余应力、疲劳强度等方面。
力学行为的研究有助于了解焊接结构的性能,并为结构设计和优化提供依据。
6.焊接结构的无损检测与质量保证无损检测方法如射线检测、超声波检测等可用于检测焊接结构中的缺陷和损伤。
质量保证措施包括工艺控制、质量检验等环节,以确保焊接结构的完整性和安全性。
7.焊接结构的失效分析与预防焊接结构在服役过程中可能出现失效情况,如腐蚀、磨损和变形等。
失效分析可以对失效原因进行诊断,提出预防措施,从而延长焊接结构的使用寿命。
总之,焊接结构学涉及多个领域和过程,从理论基础到失效分析,每个环节都关系到焊接结构的性能和可靠性。
不断深入研究和改进焊接技术,有助于提高制造产业的发展水平,为社会和经济发展带来更多机遇和价值。
焊接结构的名词解释焊接是一种常见的金属加工技术,在各行各业中广泛应用。
它通过将两个或多个金属工件通过加热使其融化,然后使其冷却并结合在一起,从而形成一个强固的连接。
焊接结构涉及许多专业术语和标准,下面将对一些常见的名词进行解释,以帮助读者更好地了解焊接结构和相关工艺。
1. 焊接机器人(Welding Robots)焊接机器人是一种自动化焊接设备,它可以代替人工完成焊接任务。
这些机器人通常具有程序控制和传感器技术,能够快速而准确地执行复杂的焊接工作,提高生产效率和质量。
2. 焊接区域(Weld Zone)焊接区域是指焊缝周围的区域,包括母材、热影响区和焊缝本身。
焊接区域的形态和性质对焊接的强度和质量有着重要影响,需要通过合适的焊接参数和工艺来控制。
3. 熔化极(Consumable Electrode)熔化极是指在焊接过程中被熔化并提供焊接金属的电极。
根据使用的材料不同,熔化极可以分为固态、药芯和裸芯熔化极。
它们各自具有特定的特点和应用范围。
4. 焊接材料(Welding Filler Materials)焊接材料是用于在焊接过程中填充焊缝和提高焊接强度的材料。
常用的焊接材料包括焊条、焊丝和焊剂等。
不同的焊接材料适用于不同类型的焊接金属和工艺要求。
5. 热影响区(Heat-Affected Zone)热影响区是指在焊接过程中,母材因高温受热而发生结构和性能变化的区域。
焊接过程中的高温和冷却速度会对热影响区的组织和性能产生影响,可能导致强度降低和断裂等问题。
6. 焊接变形(Welding Deformation)焊接变形是指焊接过程中工件发生的形状和尺寸变化。
由于焊接过程中产生的热应力和收缩力,工件可能发生扭曲、变形等问题。
为了控制焊接变形,需要采取合适的夹持和预应力等措施。
7. 非破坏检测(Nondestructive Testing, NDT)非破坏检测是一种用于评估焊接结构质量和缺陷的方法,而不破坏焊接件的方法。
1.焊接温度场:指在焊接过程中,某一时刻所有空间各点温度的总计或分布。
2.焊接热循环:在焊接过程中,工件上的温度随着瞬时热源或移动热源的作用而发生变化,
温度随时间由低而高,达到最大值后,又由高而低的变化称为焊接热循环。
3.温度应力(热应力):变形不受约束,则说明变形是温度变化的唯一反映;若这种变形
受到约束,就会在物体内部产生应力,这种应力即为温度应力。
4.残余应力:当不均匀温度恢复到原始的均匀状态后残存在物体中的内应力。
5.自由变形(量、率):当金属物体的温度发生变化或发生相变没有受到外界的任何阻碍
而自由进行,它的形状和尺寸的变形就称为自由变形。
自由变形的大小称之为自由变形量。
单位长度上的自由变形量称之为自由变形率。
6.外观变形(量、率):当物体的变形受到阻碍而不能完全自由变形时,所表现出来的部
分变形称为外观变形或可见变形。
外观变形的大小称为外观变形量。
单位长度上的外观变形量称为外观变形率。
7.内部变形(量、率):当物体的变形受到阻碍而不能完全自由变形时,未表现出来的部
分变形称为内部变形或可见变形。
内部变形的大小称为内部变形量。
单位长度上的内部变形量称为内部变形率。
8.高组配:焊缝金属强度比母材高强度高的接头匹配。
9.低组配:焊缝金属强度比母材高强度低的接头匹配。
10.工作焊缝:一种与被连接的元件是串联的焊缝,承担着传递全部载荷的作用,焊缝一旦
开裂,结构就立即失效。
11.联系焊缝:一种与被连接的元件是并联的焊缝,主要起元件之间相互联系的作用,焊缝
一旦开裂,结构就不会立即失效。
12.焊接工艺评定:为验证所拟定的焊接工艺的正确性而进行的试验过程及结果的评价。
13.焊接工艺指导书:就是为验证试验所拟定的、经评定合格的、用于指导生产的焊接工艺
文件。
14.生产过程:使原材料或半成品的形状和重量不断的按照人们的意图发生改变的过程。
或
者定义为把原材料变成成品的直接和间接的劳动过程的总和。
15.工艺过程:是指直接改变毛坯的形状、尺寸、力学性能以及物理性能,使之成为半成品
或成品的生产过程。
16.放样:指按设计图样在放样平台上,将其局部或全部按1:1的比例画出结构部件或零
件的图形和平面展开尺寸的加工工序。
17.划线:根据设计图样及工业上的要求按1:1的比例,将待加工工件形状、尺寸及各种
加工符号划在钢板或经粗加工的坯料上的加工工序。
18.号料:是用放样所取得的样板或样杆,在原材料或经粗加工的坯料上划下料线、加工线、
检查线及各种位置线的工艺过程。
19.夹具:是指将待装配的零件准确组对、定位并加紧的工艺装配,是定位器、夹紧器和各
种推拉装置的总称。
20.疲劳强度:指金属材料在无限多次交变载荷作用下而不破坏的最大应力。
21.疲劳极限:在疲劳试验中,应力交变循环大至无限次而试样仍不破损时的最大应力。
22.疲劳图:表达疲劳强度和循环特性之间关系的图形。
23.疲劳曲线:描述疲劳试验中所加交变应力振幅值S与试样达到破坏的交变应力周数N之
间的关系曲线。