绞车变频电控系统简介知识讲解
- 格式:ppt
- 大小:1.70 MB
- 文档页数:18

绞车的电气设备及信号装置一、绞车电动机及调速方法1、常见电动机类型(1)无极绳绞车常用JB32-8/6型、IJB42-8/6 或BJO261-4 、BJO262-6 型等。
(2)调度绞车常用JBJ11.4型、JBJ4.2型或TBJ-25/30型等。
(3)回柱绞车常用BJD211-6型、IJA31-8 型或BJO272-8等;(4)搬运绞车常用JB32-8型、JB42-6型或JBJ125-6/8型等。
2.绞车电动机的主要性能特点:(1)全封闭、风扇自冷式、隔爆笼型异步电动机启动电流大、启动转矩高、过载能力强;还有体积小、重量轻、转动惯量低等优点。
调速性能差,功率因数低。
(2)隔爆型绕线式异步电动机启动电流小,启动转矩大,可利用转子电路串连变阻器来进行调速。
3、绞车电动机有两种调整方法:(1)变极调速:改变电动机定子绕组的磁极对数,使用于笼形异步电动机。
(2)转子电路串接电阻调速:通过改变串接电阻的大小,改变转子电路中转子电流的大小,从而改变电动机的转速。
使用于绕线式异步电动机。
4.绞车电动机烧毁的主要原因(1)绝缘受潮、老化或接地;(2)绕组匝间短路;(3)断相;(4)接线错误;(5)因机械故障造成电机过负荷或堵转;(6)电源电压突然增高或过低。
5.电动机轴承磨损过限对电动机的影响(1)电动机电流上升;(2)转子不平衡,产生振动;(3)导致电动机定子与转子相擦,电动机不能正常运转;导致电动机损坏二、绞车的电控系统电动机和启动器常见故障原因1)按启动按钮,电机不转的原因①电源有故障,如停电、断相、电动机或线路接地,接地保护断电或电源电压过低。
②停止接钮未复位;③启动接钮内部有故障;④操作电缆断线;⑤电动机烧毁;2)按停止按钮,电机不停的主要原因①操作按钮失灵或过于潮湿;②操作线短路或接地;③磁力启动器主接点或辅助接点烧损粘连而不能离开;④消弧罩卡住触头,不能离开;⑤中间继电器接点不断开;⑥磁力启动器入置不正,或被碰向后倾倒超15度。
第一章序言一、防爆绞车系统发展简史:全国煤矿井下安装有上万部交流提升机(以下简称绞车),从控制系统分析,主要有以下几种系统,而这几种系统又代表了我国绞车电控系统的发展历史。
1.没有控制系统的绞车:随着《安全生产法》及《煤矿安全规程》的颁布及施行,此类绞车在井下提升领域已经很少了,主要是应用在55KW以下的小卷筒小功率的调度绞车或临时提升物料的绞车。
2.转子串电阻调速的绞车电控系统(俗称“电绞"):由于国家对安全生产的重视,根据《煤矿安全规程》的规定,在高瓦斯及高煤尘的工作环境,要求采用防爆的绞车电控系统。
此时,大量的采用转子串电阻调速的电控系统被我国的煤矿广泛应用。
这种防爆电控系统,在防爆电机的转子上串联防爆电阻,通过逐级投入或切除电阻来达到调速目的.该系统的双线制保护是通过增加测速发电机或自整角机测量速度,由此速度信号而形成的后备保护系统来实现,也有个别的是采用轴编码器来进行测速的。
该系统在当时的技术条件下确实解决了对井下绞车电控系统的防爆需要。
但其缺点也是尤其明显的:失爆:由于在调速及制动过程中,防爆电阻消耗大量的能量,导致防爆电阻箱过热而使得防爆箱变红、变形,不仅增加了系统的维护量,更为严重的是形成失爆,为煤矿井下带来安全隐患.●安全隐患大:由于在负力提升状态下采用电阻消耗能量制动,且传动系统任何保护,因此一旦制动系统有问题,易形成“飞车”事故,给安全生产造成隐患。
●占用空间大:在此系统中,大量防爆电阻的投入,而占用了大面积的井下硐室,增加了车房硐室开拓的费用和难度.●调速精度低:从技术上该系统都是通过投入和切除电阻来进行调速的,故其调速系统只能是分级调速,而无法做到无级调速,且加减速度不易控制,这样又为绞车提升过程中造成安全隐患,容易造成掉道等事故的发生.●无法实现控制的双线制。
3.防爆液压绞车系统(俗称“液绞"):由于电绞存在着上述的种种缺点,八十年代初防爆液压绞车系统出现了.液压绞车系统采用一台或两台油泵驱动液压系统,然后通过液压系统来驱动液压马达,由液压马达直接驱动卷筒,实现提升,这样可以通过控制液压系统中液压油的流量来控制提升机的速度。
绞车智能控制系统使用说明书廊坊新赛浦石油设备有限公司绞车智能控制系统操作说明一、绞车智能控制系统简介:近年来,随着测井技术的迅速发展,对测井绞车的要求也日益提高,要求其速度范围大,低速稳定性能好(成像、核磁),提升能力强,恒张力等,特别是大斜度井和水平井的出现,使得测井绞车控制技术向着更高的层次发展。
为此我们根据油田用户的使用情况选用了由霍尔式滚筒控制器、可编程智能控制器、可编程液晶显示器、压力变送器、工作模式选择开关、编码器、张力计、电比例控制油泵和马达及各种阀件等组成的新一代控制系统,可以实现如下的功能:-可以精确地控制电缆的速度;-井口、井底、超张力、超速报警及停机;-水平井作业时的电缆张力值通过液晶显示器按键设定;-测井作业时的恒速功能;-将各种所需数据由变送器转换为电信号,智能控制器采集处理后送液晶显示器,通过模拟仪表、数字、柱形图等显示所需数据;-深度、速度、张力信号由智能控制器采集处理后送液晶显示器,通过数字、柱形图、模拟仪表等形式显示所需数据;用户所设数值由液晶显示器送往智能控制器,智能控制器通过程序实现各种功能。
-发动机通过CAN总线与液晶显示器通信,方便地读取发动机的各种参数。
-液晶显示器增加了故障诊断页面,方便快速地判断故障位置。
-绞车的遥控控制功能。
对接仪器时可以在井口控制绞车,安全方便。
二、智能控制系统的组成:1、智能控制器:(如图1)图1-本控制器是专门针对室外移动车辆工作的恶劣环境应用场合,集逻辑判断、运算和控制功能于一体,善于实现对电液系统实时、可靠而又有效控制的一种新型控制器。
-工作电源:8~32V车载电源-外壳封装:IP66K(高压水封);防冲击;防盐水;防电磁干扰。
-操作温度:-40℃~+80℃-2个CAN总线接口遵循ISO11898的物理层协议,兼容2.0A和2.0B;遵循CAN-OPEN。
-2个串口2、液晶显示器:(如图2)图2-分辨率:640*480, 光可视, 亮度:300cd/m2 -可视尺寸:170*129-工作温度:-20~70℃-前后IP65防护, 非触摸屏,金属外壳. -中文界面-工作电源:DC24V-可扩展GPS控制功能-CODESYS2.3 编程界面-CPU40MH, 3MB存贮区.16位CPU.3、I/O板(如图3)图3-I/O板由DC24V供电,输出DC12V及DC5V电源-将部分输入信号转换、滤波后输入智能控制器-故障诊断及程序输入快速接口4、压力传感器:压力传感器图4-压力传感器将压力信号转换为电信号输入智能控制器。
段王矿无极绳绞车改造变频电控系统技术协议(660V)技术协议段王矿西翼卡轨车变频电控系统改造项目由上海华欣民福自控设备有限公司承接,现提出技术要求如下:1、电控设备执行标准和使用条件:符合国家先关规定。
2、系统性能标准:(1)主要技术参数1)输入电源电压AC660V,频率50Hz;2)输出频率范围0~50Hz连续可调;3)额定输出功率: 按照实际控制电机的功率设计4)变频器设有过压、欠压、过流、过载,功率元件过热和电机缺相等保护,设有故障记忆功能,能保留最近10次故障的参数;(2)主要技术原理1)采用全数字矢量控制。
2)采用四象限变频新技术,使绞车在减速段或重物下放操作时系统能自动转入发电反馈状态。
3)网侧变频器采用PWM斩波调制,使输入电流波形为正弦波。
4)网侧变频器采用单独的CPU实行PID控制,对网侧交流电流的大小和相位进行实时检测并控制,使系统的功率因数总是接近于1。
当绞车进入发电状态时能量从逆变器返回到直流母线,系统控制交流输入电流的相位与电源电压相位相反,能量回馈至电网。
5)操作简便可靠,司机只用主令控制手把就可以实现绞车的起动、等速、减速、爬行和重物下放时司机操作简便。
6)双加/减速时间可根据提人和提物选择改变变频器内的加速度、减速度的不同值(3) 改造后控制系统技术特征1)提升控制系统●完成卡轨车(半)自动、手动、检修等运行方式的控制。
●完成卡轨车逻辑控制与中间闭锁。
●完成传动系统的运行控制与速度给定。
●完成与提升信号系统的控制与相互闭锁。
●完成卡轨车机械、液压、电气等方面的控制故障检测、报警、保护功能。
对如过卷、等速超速、减速超速等重大故障实行硬软件多重保护。
●完成轴编码器之间的相互监控与断线保护。
●两者相互冗余,相互闭锁,形成硬件安全电路与软件安全电路。
●实现卡规车液压制动系统中工作闸与安全闸的控制。
●能对卡轨车的位置进行测量和数字指示。
●完成无极绳绞车双线制所要求的机头、机尾过卷、超速、限速、减速、急停等保护功能。
第一节矿用绞车的基本知识一、矿用绞车的作用矿用绞车是借助于钢丝绳带动提升容器沿井筒或倾斜巷道运行的提升机械,是煤矿生产系统之中不可缺少的重要生产设备,是矿井提升原煤、矸石、物料、材料、设备设施等常用的工具。
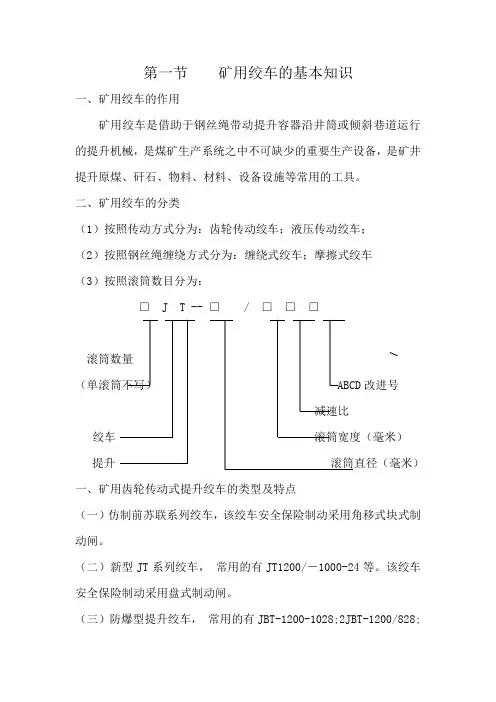
二、矿用绞车的分类(1)按照传动方式分为:齿轮传动绞车;液压传动绞车;(2)按照钢丝绳缠绕方式分为:缠绕式绞车;摩擦式绞车(3)按照滚筒数目分为:□ J T -- □ / □□□滚筒数量(单滚筒不写) ABCD改进号减速比绞车滚筒宽度(毫米)提升滚筒直径(毫米)一、矿用齿轮传动式提升绞车的类型及特点(一)仿制前苏联系列绞车,该绞车安全保险制动采用角移式块式制动闸。
(二)新型JT系列绞车,常用的有JT1200/-1000-24等。
该绞车安全保险制动采用盘式制动闸。
(三)防爆型提升绞车,常用的有JBT-1200-1028;2JBT-1200/828;JTPB1200/1024(带盘式制动闸)等。
二、矿用齿轮传动式提升绞车的基本组成及其结构特点基本组成:机座;电动机;联轴器;减速器;主轴装置;制动装置等;(一)JT-800/630绞车该绞车的基本组成:电动机;木销联轴器;减速器;主轴装置;带式制动器;机座等6部分。
(二)JT-800/630(A)型绞车该绞车的基本组成:电动机;减速器;主轴装置;常用闸;工作闸;机座部分。
一、调度绞车及其结构特点作用:通常作为车辆调度;辅助牵引作业;托运矿车;采掘作业工作面等;调度绞车的常用型号有:JD-0.4(JD4.5)、JD-1(JD-11.4)、JD-1.6(JD-22)、JD-2(JD-25)、JD-3(JD-40)等;全齿轮传动(一)JD-11.4型调度绞车的组成:主要组成:滚筒、制动装置(两组带式制动闸--制动闸和工作闸)机座;电动机。
(二)传动原理:该绞车采用两级内啮合传动和一级新星轮传动。
(三)传动特点:可以实现在不停电动机的情况下,实现运行和停车。
煤矿绞车电气控制变频技术摘要:绞车作为煤矿生产中重要设备,其对于提升煤矿、物资和人员输送的便利性有重要作用。
对煤矿绞车进行电气控制时也需要强化变频技术在其中应用力度,加强煤矿绞车电气控制力度,对煤矿绞车运行问题展开有效处理。
本文侧重分析煤矿绞车电气控制,概述煤矿绞车电气控制变频技术的作用,并对变频技术在煤矿绞车电气控制中的应用展开分析,使得煤矿绞车电气控制中变频技术实际应用缺陷得以调整。
关键词:煤矿绞车;电气控制;变频技术引言尽管电气控制可以为煤矿绞车安全稳定运行提供便利支持,但是不可否认煤矿绞车电气控制在现实开展过程中可能会受到诸多不合理因素干扰。
这就应在变频技术支持下对煤矿绞车电气系统运行过程中各类问题展开有效控制。
针对有效提升煤矿绞车电气控制力度,使得关联系统运行故障问题得到有效处理。
突出变频技术在煤矿绞车电气控制中应用价值,确保煤矿绞车运行的安全性和稳定性得以保障。
1煤矿绞车电气控制变频技术的作用1.1保障生产安全将变频技术应用到煤矿绞车运行当中,不仅可以为电气系统运行提供有力控制,也可以将煤矿绞车电机转速控制的规定范围内,将煤矿绞车运行精度数据直观反馈给操作人员,使得操作人员可以根据煤矿绞车实际运行状况展开相应调整。
提升煤矿绞车电气控制力度和电气生产的安全性,将变频技术在煤矿绞车电气控制以及安全稳定运行中的作用全面表现出来。
1.2降低运行成本在煤矿绞车电气控制过程中强化变频技术在其中应用力度,不仅可以对煤矿绞车冲击情况实施有效规避,还能降低煤矿绞车运行过程中损伤几率,保障煤矿绞车运行使用的安全性,使得煤矿绞车长时间运行维护成本降到最低。
也就是说将变频技术应用到煤矿绞车电气控制当中,可以维持煤矿绞车电气控制力度和实际运行的稳定性,降低煤矿绞车实际运行成本。
1.3精准电气控制电气控制作为煤矿绞车运行的重要内容,保证煤矿绞车电气控制的规范性和有效性,可以实现煤矿绞车良性运行和现存问题综合管控目标。
BPJC型变频绞车电控系统使用说明书哈尔滨和平煤矿机械制造有限公司目录一、概述 (2)二、PLC柜的组成及各模块的作用 (8)三、高压换相柜的组成 (9)四、调节柜组成 (9)五、1#变流柜、2#变流柜的组成 (9)六、符号含义 (9)七、绞车保护 (14)八、控制台操作说明 (16)九、上位机监控系统应用说明 (17)十、注意事项 (21)一、概述1、变频调速系统概述①国家“十一五”科学技术发展规划里明确提出:优先发展能源、资源与环境保护技术。
需要优先发展的能源保护技术的定义:“坚持节能优先,降低能耗。
攻克主要耗能领域的节能关键技术,积极发展建筑节能技术,大力提高一次能源利用效率和终端用能效率。
”《煤炭工业发展“十一五”规划》的发展方针中明确提出:“采用高新技术和先进适用技术,淘汰落后的工艺和装备,提高煤炭重大装备研发和制造能力,促进煤炭产业升级。
”作为高耗能的矿山大型机电设备被列为的优先发展主题。
现在矿用提升机大部分采用大功率绕线式异步电机TKD调速拖动系统,此系统存在着以下缺点:1)、系统转差功率全部消耗于转子电阻回路中,能源浪费巨大。
2)、系统调速方式是有级调速方式,切换冲击电流大,运行平稳性差,安全性低。
3)、系统发热严重,工作环境恶劣。
4)、系统占地面积大,设备维护量大。
跟据现有矿用提升机状况,充分发挥现有设备的潜能,对现有的提升机设备的改造进行调研后,我们和中国矿大传动与自动化有限公司合作生产ASCS交流提升机双馈转子变频调速系统。
ASCS交流提升机双馈转子变频调速系统技术是国际领先,我国首创的变频系统。
在2009年获国家科技进步二等奖。
在2006年获中国煤协科技进步一等奖。
交流提升机双馈转子变频调速系统有以下优点:1)、提升机系统电能消耗明显下降每年节约电能约30%-50%。
2)、功率因数显著提高功率因数将从TKD系统0.82提高到1。
大大提高了设备对电网容量源的利用率,减少了因无功电流引起的线路损耗。
变频绞车控制系统操作指南TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-变频绞车控制系统操作说明唐山开诚电器有限责任公司目录一、基本参数二、操作准备三、正常操作四、主要保护五、主要参数整定六、使用维护一、基本参数:(一)、电机参数1、额定功率:400kW。
2、额定电压:1140V。
3、额定电流:。
4、额定转速:100--1000rpm/min。
(二)、工艺参数:1、单滚筒矿车提升,滚筒直径:2m。
2、提升斜长:257m。
3、最高速度:s,爬行速度:应急速度:2.0m/s;检修速度:1ms,检修最低速度:。
4、减速比:1000:5、操作方式:手动,检修,应急,半自动。
二、操作准备:1、合1140V回路馈电开关Q01(Q02)。
2、合+DS柜断路器Q1-Q10;合+VFD变频器柜断路器Q1,Q2。
3、将操作方式转换开关+PA-S1置于“手动”位置,将主令手柄和制动手柄置于零位。
4、按“事故复位”按钮,待“硬件紧停”,“PLC1紧停”,“PLC2紧停”指示灯熄灭后,合制动油泵。
三、正常操作1、手动方式:将操作方式转换开关置于“手动”位置,收到信号系统“允许开车”信号后,司机台上“允许开车”指示灯点亮,“运行准备好”指示灯开始闪烁指示、此时司机可先操作主令手柄给电机送电,随即一次将制动手柄推到松闸位置,这时绞车进入运行状态。
主令手柄用来控制正反向速度大小,手柄推倒最大,对应额定速度。
制动手柄用来控制工作闸的开闭度。
当串车运行到斜井上终端相应的减速位置时,会自动减速,到达上停车位置手动停车。
停车时司机需要将制动手柄和主令手柄同时回零。
2、检修方式:在手动操作方式下,将检修旋钮打在“检修”位置,则“检修方式”指示灯开始闪烁指示,表明已进入“检修方式”。
检修开车与手动开车基本相同,只是最高速限定为1m/s。
检修方式还可用来挂绳或换绳。
3、应急方式1:在PLC1故障或与其有关的传感器故障时,将“应急方式”旋钮右转即进入“应急1”方式,这时利用PLC2可进行应急手动开车。
变频绞车电控系统操作说明一、操作系统1、合上400磁力启动器。
2、合上PLC柜主控制电源Q1断路器后,启动UPS,然后合上PLC电源Q2、 PLC1 I/O电源Q3、PLC2 I/O电源Q4、24V控制电源断路器Q5。
3、首次送电时司机控制台会显示“硬件紧停”,“PLC1紧停”,“PLC2紧停”,“过卷”,“松绳”等故障。
将“手动/复位”转换开关打到“复位”状态,按“系统复位”按钮,待“硬件紧停”、“PLC1紧停”、“PLC2紧停”等故障指示灯熄灭后安全回路接通,方能起动制动泵。
4、按下控制台“制动泵启动”钮起动制动泵,将“手动/复位”转换开关打到“手动”状态方能开车。
若长时间不开车,应将“手动/复位”转换开关打到“复位”状态,才能停制动泵,否则安全回路跳闸。
5、当系统断电后应等变频器放电完成后才能对系统进行再次送电(大约5分钟),否则会导致变频器故障。
6、绞车在没有故障且安全回路吸合的情况下才能启动。
启动时,应先将主令手柄给出一想要提升速度的角度,然后在2s内把制动手柄(闸把)缓缓给到最大值。
绞车运行时严禁施闸,速度大小只能由主令手柄调节。
绞车运行时施闸的话,速度不会降下来,反而把电流憋上去,会缩短电机使用寿命。
7、绞车运行时,司机应注意观察各种仪表指示是否正常,特别是减速点是否减速等,车到减速点时,司机台上有声光指示。
上井口的减速点为65m,下井口的减速点为40m。
8、绞车在停车时,应先将主令手柄拉到零位(中间位置),然后及时把制动手柄(闸把)拉到零位。
9、当出现过卷(软、硬件过卷)故障时,自动断开安全回路并发出声光报警,这时应根据过卷方向将过卷旁路转换开关打到相应位置,过卷指示灯由常亮变为闪烁显示,将”手动/复位”转换开关转换至“复位”状态,按“系统复位”按钮才能使安全回路吸合,这时只能反方向开车。
10、当出现松绳故障时,自动断开安全回路并发出声光报警,这时应根据松绳方向将松绳旁路转换开关打到相应位置,松绳指示灯由常亮变为闪烁显示,将”手动/复位”转换开关转换至“复位”状态,按“系统复位”按钮才能使安全回路吸合,这时只能反方向开车。
低压绞车变频电控技术方案一、概况矿井绞车是煤矿生产过程中的重要设备。
绞车的安全、可靠运行,直接关系到企业的安全生产状况和经济效益。
目前,大多数中、小型矿井采用斜井绞车提升,传统斜井绞车普遍采用交流绕线式电机串电阻调速系统,电阻的投切用继电器—交流接触器控制。
这种控制系统缺点如下:1.由于调速过程中交流接触器动作频繁,设备运行的时间较长,交流接触器主触头易氧化,引发设备故障;2.绞车在减速和爬行阶段的速度控制性能较差,经常会造成停车位置不准确;3.绞车频繁的起动﹑调速和制动,在转子外电路所串电阻上产生相当大的功耗;4.这种交流绕线式电机串电阻调速系统属于有级调速,调速的平滑性差;5.低速时机械特性较软,静差率较大;6.电阻上消耗的转差功率大,节能较差;7.起动过程和调速换挡过程中电流冲击大;8.中高速运行震动大,安全性较差;9.自动化程度低。
二、改造方案具体实施方案:1)操作台:日本三菱双PLC配进口触摸屏、其它电气元件为西门子,操作手柄为日本思博型,继电器为西门子。
主控台由两台PLC、电源模块、CPU模块数字量I/O模块、模拟量I/O模块、高度计数模块等硬件组成,输入输出口留有一定余量。
2)低压开关柜:双回路进线,为设备系统供电,并为室内照明及检修等供电,采用西门子系列双PLC双线制控制。
3)低压变频柜:核心部件为西门子70系列全数字矢量控制型变频调速装置、外部检测及输入输出控制电器、控制信号及端子组成。
变频调速装置本身具有过压、欠压、过流、过负荷、缺相、超温等保护。
绞车传统的操作方式为,操作工人坐在煤矿井口操作台前,手握操纵杆控制电机正﹑反转各五档速度。
为适应操作工人这种操作方式,变频器采用多段速度设置,S1、S2设为正反转,S3、S4、S5可设多档速度。
4)制动电阻柜:由制动单元和制动电阻组成。
制动柜的作用是电动机处于发电制动状态时,能耗散大部分能量。
5)液压站:带比例阀调压。
6)轴编码器:装于主轴传动装置上的轴编码器在提升机运行时发出和行程相一致的脉冲,根据设计速度图,PLC将行程脉冲数学运算得到相应的给定速度曲线。