《数控机床伺服系统》PPT课件
- 格式:ppt
- 大小:3.41 MB
- 文档页数:30

数控机床伺服系统的调整 何红欣 (汉川机床有限责任公司技术中心,陕西汉中723003)
Adjustment of Servo System of CNC Machine Tool HE Hongxin (Techncal Center,Hanchuan Machine Tool Co.,Ltd.,Hanzhong 723003,CHN)
机床伺服系统调整的好坏,极大地影响机床的加 工性能,随着速度和精度的提高,会产生许多不稳定的 因素,主要表现为机床的振动加大了,即伺服的响应特 性不好。因此,伺服系统的调整可以归结为频率响应 的调整。本文以FANUC数控系统为例,简述伺服系 统调整的一些技巧。 1 伺服调整中对机械的要求 数控机床的机械系统极大地影响进给系统的定位 误差、动态误差和死区误差。因此,一台具有优良品 质,能较容易进行伺服优化的机床在机械设计和伺服 电动机的选择上必须满足以下条件: (1)J ≤3×J ,JL为负载惯量(包括工作台、丝杠、 联轴节、锁紧螺母等的惯量,其中工作台的惯量为直线 运动惯量,其余为旋转惯量);JM为电动机的旋转惯量 (一般由电动机的规格样本获得)。 (2)无论在线性加速时还是在阶跃加速时的最大 加速转矩均应小于伺服电动机的最大输出转矩,即:
2.4 MV-610 Jm-r中心专用后处理实例 某零件在MasterCAM9软件上钻孔循环生成的 810D系统的加工程序如下: %N ZK3 MPF :PROGRAM NAME —ZK3 :DATE=DD—MM—YY一01—03—05 TIME= HH:MM一16:50 N100G71 N102G0G17G40G90 ;TOOL一1 DIA.OFF.一1 LEN.一1 DIA.一 3. NlO4Tl N106M6 N108G0G90G54X一60.Y96.A0.S600M3 N1 10Z10.F50. N112CYCLE81(10.,0.,5.,一20.,20.,) Nll4X0. N1 16CYCLE81(10.,0.,5.,一20.,20.,) Nll8X60. N120CYCLE81(一20.,0.,5.,一20.,20.,)
数控机床的伺服系统发展应用
20世纪50年代出现数控机床以来,作为数控机床重要组成部分的伺服系统,随着新材料、电子电力、控制理论等相关技术的发展,经历了从步进伺服系统到直流伺服系统再到今天的交流伺服系统的过程。交流伺服技术的日益发展,交流伺服系统将逐步全面取代直流伺服系统。
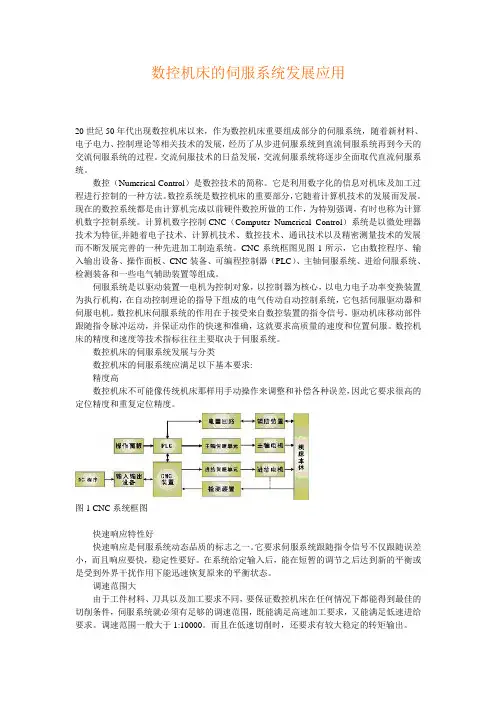
数控(Numerical Control)是数控技术的简称。它是利用数字化的信息对机床及加工过程进行控制的一种方法。数控系统是数控机床的重要部分,它随着计算机技术的发展而发展。现在的数控系统都是由计算机完成以前硬件数控所做的工作,为特别强调,有时也称为计算机数字控制系统。计算机数字控制CNC(Computer Numerical Control)系统是以微处理器技术为特征,并随着电子技术、计算机技术、数控技术、通讯技术以及精密测量技术的发展而不断发展完善的一种先进加工制造系统。CNC系统框图见图1所示,它由数控程序、输入输出设备、操作面板、CNC装备、可编程控制器(PLC)、主轴伺服系统、进给伺服系统、检测装备和一些电气辅助装置等组成。
伺服系统是以驱动装置—电机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统,它包括伺服驱动器和伺服电机。数控机床伺服系统的作用在于接受来自数控装置的指令信号,驱动机床移动部件跟随指令脉冲运动,并保证动作的快速和准确,这就要求高质量的速度和位置伺服。数控机床的精度和速度等技术指标往往主要取决于伺服系统。
数控机床的伺服系统发展与分类
数控机床的伺服系统应满足以下基本要求:
精度高
数控机床不可能像传统机床那样用手动操作来调整和补偿各种误差,因此它要求很高的定位精度和重复定位精度。
图1 CNC系统框图
快速响应特性好
快速响应是伺服系统动态品质的标志之一。它要求伺服系统跟随指令信号不仅跟随误差小,而且响应要快,稳定性要好。在系统给定输入后,能在短暂的调节之后达到新的平衡或是受到外界干扰作用下能迅速恢复原来的平衡状态。
龙源期刊网
数控机床两种伺服系统比较
作者:尹勇
来源:《教育教学论坛·上旬》2011年第05期
摘要:伺服系统是以机械运动的驱动设备,电动机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统。本文从进给伺服系统的发展历程中产生的两种伺服系统为着眼点,对两种伺服系统控制基本原理和使用特点进行对比,阐述其在数控机床控制精度及发展方面所起的重要作用。
关键词:数控系统;步进电机;交直流伺服电机;直线电机;控制
一、概述
伺服系统是以机械运动的驱动设备,电动机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统。具体在数控机床中,伺服系统接收数控系统发出的位移、速度指令,经变换、放调与整大后,由电动机和机械传动机构驱动机床坐标轴、主轴等,带动工作台及刀架,通过轴的联动使刀具相对工件产生各种复杂的机械运动,从而加工出用户所需要的形状复杂的工件。作为数控机床的执行机构,伺服系统将电力电子器件、控制、驱动及保护等集为一体,并随着数字脉宽调制技术、特种电机材料技术、微电子技术及现代控制技术的进步,经历了从步进到直流,进而到交流的发展历程。
二、伺服系统结构及分类
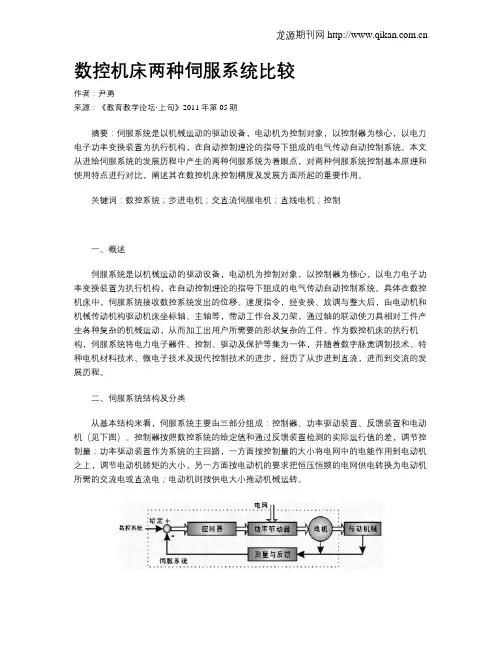
从基本结构来看,伺服系统主要由三部分组成:控制器、功率驱动装置、反馈装置和电动机(见下图)。控制器按照数控系统的给定值和通过反馈装置检测的实际运行值的差,调节控制量;功率驱动装置作为系统的主回路,一方面按控制量的大小将电网中的电能作用到电动机之上,调节电动机转矩的大小,另一方面按电动机的要求把恒压恒频的电网供电转换为电动机所需的交流电或直流电;电动机则按供电大小拖动机械运转。
龙源期刊网
图1中的主要成分变化多样,其中任何部分的变化都可构成不同种类的伺服系统。如根据驱动电动机的类型,可将其分为步进电机系统和交直流伺服系统。其中,步进电机是一种离散运动的装置,它和现代数字控制技术有着本质的联系。在目前国内的数字控制系统中,步进电机的应用十分广泛。随着全数字式交流伺服系统的出现,交流伺服电机也越来越多地应用于数字控制系统中。为了适应数字控制的发展趋势,运动控制系统中大多采用步进电机或全数字式交流伺服电机作为执行电动机。
数控机床用主轴伺服系统
数控机床的主轴系统和进给系统有很大的差别。根据机床主传动的工作特点,早期的机床主轴传动全部采用三相异步电动机加上多级变速箱的结构。随着技术的不断发展,机床结构有了很大的改进,从而对主轴系统提出了新的要求,而且因用途而异。在数控机床中,数控车床占42%,数控钻镗铣床占33%,数控磨床、冲床占23%,其他只占2%。为了满足量大面广的前两类数控机床的需要,对主轴传动提出了下述要求:主传动电动机应有2.2~250kW的功率范围;要有大的无级调速范围,如能在1:100~1000范围内进行恒转矩调速和1:10的恒功率调速;要求主传动有四象限的驱动能力;为了满足螺纹车削,要求主轴能与进给实行同步控制;在加工中心上为了自动换刀,要求主轴能进行高精度定向停位控制,甚至要求主轴具有角度分度控制功能等等。
主轴传动和进给传动一样,经历了从普通三相异步电动机传动到直流主轴传动,而随着微处理器技术和大功率晶体管技术的进展,现在又进入了交流主轴伺服系统的时代,目前已很少见到在数控机床上有使用直流主轴伺服系统了。但是国内生产的交流主轴伺服系统的产品尚很少见,大多采用进口产品。
交流伺服电动机有永磁式同步电动机和笼型异步电动机两种结构形式,而且绝大多数采用永磁式同步电动机的结构形式。而交流主轴电动机的情况则不同,交流主轴电动机均采用异步电动机的结构形式,这是因为,一方面受永磁体的限制,当电动机容量做得很大时,电动机成本会很高,对数控机床来讲无法接受采用;另一方面,数控机床的主轴传动系统不必像进给伺服系统那样要求如此高的性能,采用成本低的异步电动机进行矢量闭环控制,完全可满足数控机床主轴的要求。但对交流主轴电动机性能要求又与普通异步电动机不同,要求交流主轴电动机的输出特性曲线(输出功率与转速关系)是在基本速度以下时为恒转矩区域,而在基本速度以上时为恒功率区域。
交流主轴控制单元与进给系统一样,也有模拟式和数字式两种,现在所见到的国外交流主轴控制单元大多都是数字式的。