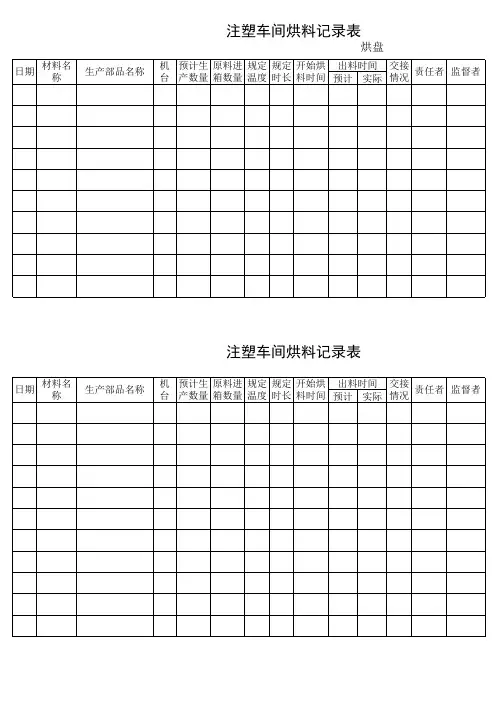
烘料记录表
- 格式:xls
- 大小:18.50 KB
- 文档页数:1
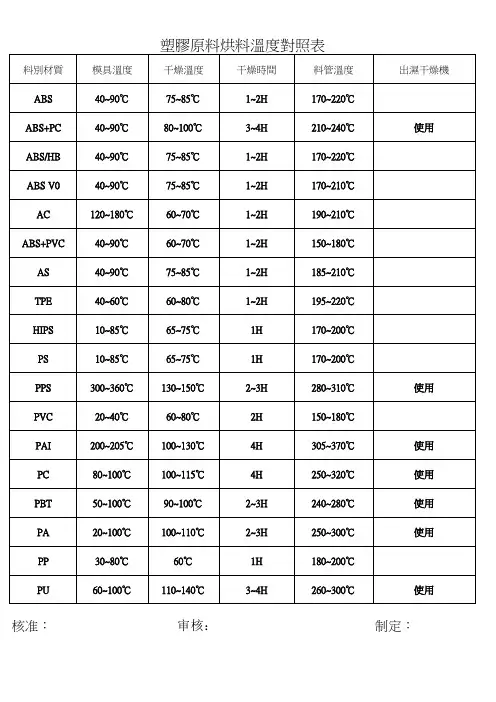
料別材質模具溫度干燥溫度干燥時間料管溫度出濕干燥機ABS40~90℃75~85℃1~2H170~220℃ABS+PC40~90℃80~100℃3~4H210~240℃使用ABS/HB40~90℃75~85℃1~2H170~220℃ABS V040~90℃75~85℃1~2H170~210℃AC120~180℃60~70℃1~2H190~210℃ABS+PVC40~90℃60~70℃1~2H150~180℃AS40~90℃75~85℃1~2H185~210℃TPE40~60℃60~80℃1~2H195~220℃HIPS10~85℃65~75℃1H170~200℃PS10~85℃65~75℃1H170~200℃PPS300~360℃130~150℃2~3H280~310℃使用PVC20~40℃60~80℃2H150~180℃PAI200~205℃100~130℃4H305~370℃使用PC80~100℃100~115℃4H250~320℃使用PBT50~100℃90~100℃2~3H240~280℃使用PA20~100℃100~110℃2~3H250~300℃使用PP30~80℃60℃1H180~200℃PU60~100℃110~140℃3~4H260~300℃使用核准:审核:制定:塑膠原料烘料溫度對照表
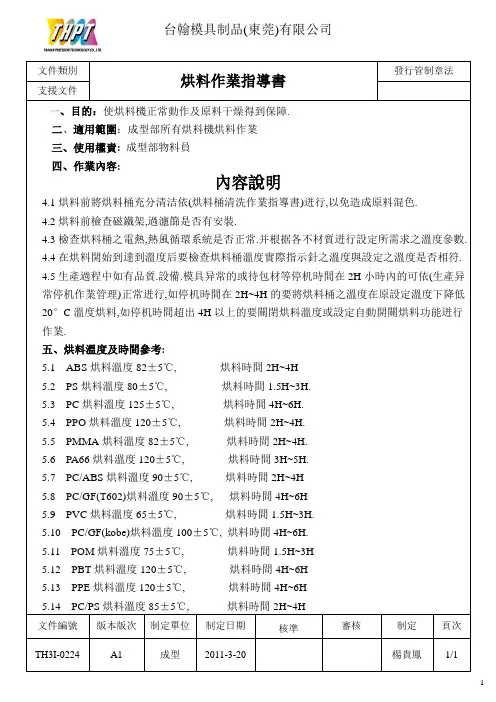
1 台翰模具制品(東莞)有限公司
文件類別 烘料作業指導書 發行管制章法
支援文件
一、目的:使烘料機正常動作及原料干燥得到保障.
二、適用範圍:成型部所有烘料機烘料作業
三、使用權責: 成型部物料員
四、作業內容:
內容說明
4.1烘料前將烘料桶充分清洁依(烘料桶清洗作業指導書)迸行,以免造成原料混色.
4.2烘料前檢查磁鐵架,過濾篩是否有安裝.
4.3檢查烘料桶之電熱,熱風循環系統是否正常.并根据各不材質迸行設定所需求之溫度參數.
4.4在烘料開始到達到溫度后要檢查烘料桶溫度實際指示針之溫度與設定之溫度是否相符.
4.5生產過程中如有品質.設備.模具异常的或待包材等停机時間在2H小時內的可依(生產异常停机作業管理)正常迸行,如停机時間在2H~4H的要將烘料桶之溫度在原設定溫度下降低20°C溫度烘料,如停机時間超出4H以上的要關閉烘料溫度或設定自動開關烘料功能迸行作業.
五、烘料溫度及時間參考:
5.1 ABS烘料溫度82±5℃, 烘料時間2H~4H
5.2 PS烘料溫度80±5℃, 烘料時間1.5H~3H.
5.3 PC烘料溫度125±5℃, 烘料時間4H~6H.
5.4 PPO烘料溫度120±5℃, 烘料時間2H~4H.
5.5 PMMA烘料溫度82±5℃, 烘料時間2H~4H.
5.6 PA66烘料溫度120±5℃, 烘料時間3H~5H.
5.7 PC/ABS烘料溫度90±5℃, 烘料時間2H~4H
5.8 PC/GF(T602)烘料溫度90±5℃, 烘料時間4H~6H
5.9 PVC烘料溫度65±5℃, 烘料時間1.5H~3H.
5.10 PC/GF(kobe)烘料溫度100±5℃, 烘料時間4H~6H.
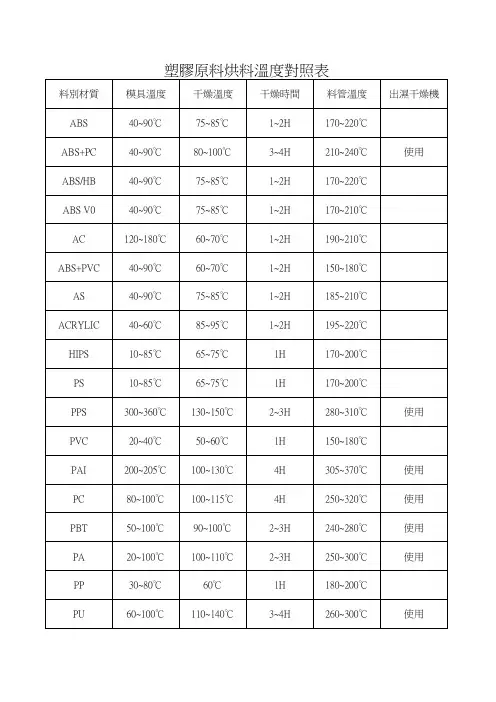
料別材質模具溫度干燥溫度干燥時間料管溫度出濕干燥機ABS40~90℃75~85℃1~2H170~220℃ABS+PC40~90℃80~100℃3~4H210~240℃使用ABS/HB40~90℃75~85℃1~2H170~220℃ABS V040~90℃75~85℃1~2H170~210℃AC120~180℃60~70℃1~2H190~210℃ABS+PVC40~90℃60~70℃1~2H150~180℃AS40~90℃75~85℃1~2H185~210℃ACRYLIC40~60℃85~95℃1~2H195~220℃HIPS10~85℃65~75℃1H170~200℃PS10~85℃65~75℃1H170~200℃PPS300~360℃130~150℃2~3H280~310℃使用PVC20~40℃50~60℃1H150~180℃PAI200~205℃100~130℃4H305~370℃使用PC80~100℃100~115℃4H250~320℃使用PBT50~100℃90~100℃2~3H240~280℃使用PA20~100℃100~110℃2~3H250~300℃使用PP30~80℃60℃1H180~200℃PU60~100℃110~140℃3~4H260~300℃使用塑膠原料烘料溫度對照表

1 烘 炉 记 录 工程名称:
单元名称:
锅炉名称 锅炉位号
锅炉型号 炉墙结构
烘炉方法
烘炉日期 年 月 日 时至 年 月 日 时止,共 天
温度区间
(℃) 升降温速度
(℃/h) 所用时间
(h) 温度区间
(℃) 升降温速度
(℃/h) 所用时间
(h)
烘炉曲线图:
灰浆含水率分析结果: 耐火砖灰浆含水率 %,红砖灰浆含水率 %。
(附分析报告)
建 设 单 位 监 理 单 位 总 承 包 单 位 施 工 单 位
专业工程师:
年 月 日 专业工程师:
年 月 日 专业工程师:
年 月 日 记录员:
质量检查员:
技术负责人:
年 月 日