cbn加工材质及牌号选择
- 格式:docx
- 大小:214.90 KB
- 文档页数:2
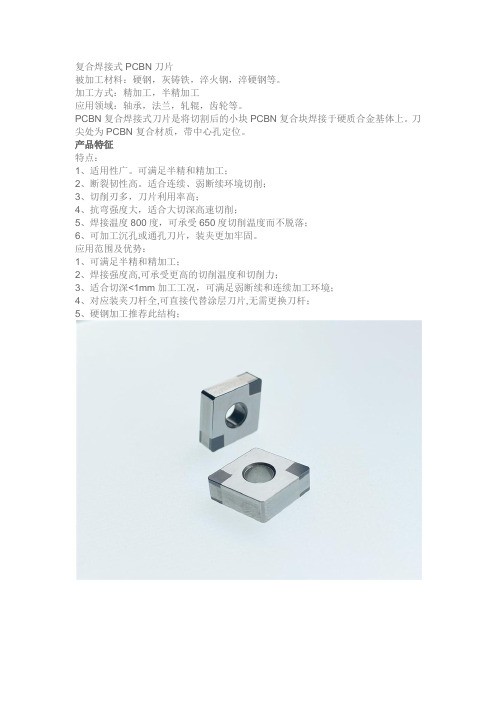
复合焊接式PCBN刀片
被加工材料:硬钢,灰铸铁,淬火钢,淬硬钢等。
加工方式:精加工,半精加工
应用领域:轴承,法兰,轧辊,齿轮等。
PCBN复合焊接式刀片是将切割后的小块PCBN复合块焊接于硬质合金基体上。
刀尖处为PCBN 复合材质,带中心孔定位。
产品特征
特点:
1、适用性广。
可满足半精和精加工;
2、断裂韧性高。
适合连续、弱断续环境切削;
3、切削刃多,刀片利用率高;
4、抗弯强度大,适合大切深高速切削;
5、焊接温度800度,可承受650度切削温度而不脱落;
6、可加工沉孔或通孔刀片,装夹更加牢固。
应用范围及优势:
1、可满足半精和精加工;
2、焊接强度高,可承受更高的切削温度和切削力;
3、适合切深<1mm加工工况,可满足弱断续和连续加工环境;
4、对应装夹刀杆全,可直接代替涂层刀片,无需更换刀杆;
5、硬钢加工推荐此结构;。

加工耐磨铸件时,由于硬质合金刀具的高温硬度不够,而陶瓷刀片由于抗冲击脆性的原因经常崩碎,针对以上问题,华敏cbn 推出CY1材质,用于高硬度铸铁和硬钢领域,适合工件的大余量车削,高转速,抗震性好不崩刀,耐磨性好寿命长。
具体方案如下:
(1)车削轧臼壁外圆,采用整体聚晶CBN 刀片CY6材质,生产效率成倍提高; (2)铣削齿板,断续切削,采用整体聚晶CBN 刀片CY6材质,耐崩损性优异,
(1)泵壳:硬度HRC60,重载切削采用整体聚晶CBN 刀片CY1,切削性能稳定,性价比高,超硬刀具国产化的代表。
破碎机零部件 渣浆泵
(2)叶轮:车削端面,强断续切削,采用整体聚晶CBN 刀片CY1,性价比高,切
强断续切削工况,采用整体聚晶CBN 刀片CY1材质,可大幅提高生产
耐磨铸件。

华敏PCBN刀具质量、服务已远超国内同行,与世界一流刀具企业如山高、住友等并驾齐驱。
这一点也得到了东南亚、日本、韩国、德国、俄罗斯等国际客户的认可。
下面就华敏公司刀具与同行的刀具加工性能做下对比,让用户更直观的了解华敏cbn无与伦比的优势。
(一)铸铁、难加工材料加工
被加工材料:HT250
刀具型号:HJ30 CNGA120408
切削条件:Vc=600m/min,f=0.2mm/r,ap=0.25mm,湿式加工
(二)硬钢
被加工材料:20CrMoTi
硬度:HRC58-63
刀具型号:HJ60 CNGA120408
切削条件:Vc=120m/min,f=0.2mm/r,ap=0.3mm
以上试验结果,足以证明在不同领域华敏公司刀具抗崩刃、耐磨性超群,与市场同类产品相比,具有更稳定的加工性能,保证了工件更优异的尺寸精度。
金刚石CBN适合打磨哪些材质工件
文/GRINDMAX.格林美斯
金刚石——这里所说的金刚石是石墨在高温、高压下形成人造金刚石,由纯碳组成,如工业中的切割打磨工具等。
立方氮化硼——Cubic Boron Nitride立方氮化硼,缩写为:CBN,是人工合成的一种超硬材料,由氮和硼组成。
其硬度仅次于金刚石,它不但具有金刚石的许多优良特性,而且有更高的热稳定性和对铁族金属及其合金的化学惰性。
其电镀的打磨精修工具主要用在精密磨削、研磨、抛光和超精加工等以达到高精度的表面加工效果。
硬度:
金刚石材料硬度比CBN材料硬度高一半。
由于具备较高的硬度,金刚石十分适用于加工以下材料:
-所有的硬质合金
-金属陶瓷、氧化/非氧化物陶瓷
-硬度高的合金
-石墨、铁素体
-玻璃及非金属材料
-蓝宝石及珍贵石材
-增强纤维合成物
*由于金刚石由纯碳组成,所以不适用于加工钢材,因其在研磨中产生的高温会使钢中的碳
和金刚石反应,从而腐蚀金刚石颗粒。
(立方氮化硼)CBN由硼、氮两元素组成,和金刚石相比,CBN没有碳原子,很适合加工钢。
-硬度在54HRC以上的钢
-高速钢(HSS)
-钨铬钴合金
-表面镀镍合金
其硬度在高温状态下保持较强的稳定性,而金刚石则在温度超过700度时,其硬度大大降低。
以下是部分金刚石CBN工具的实物展示:。

华敏PCBN刀片三种结构形式您还在为不了解PCBN刀片结构形式而烦恼吗?您还在为无法选择合适的PCBN刀片而忧愁吗?郑州华敏为您解决烦恼、排解忧愁,全程为您服务。
郑州华敏专注于超硬刀具的研发制造,最早提出了PCBN刀片的三种结构形式,我们因专注而专业,强大的技术团队、严格的质检流程、多部门共同协作,为您打造属于您的PCBN刀片。
物理几何特性:1、断裂韧性高;2、抗弯强度大;3、可承受1400度高温;4、刀尖数量多,每个尖都可以切削。
如C1204,80度角4个刀尖,加上钝角有8个刀尖。
应用范围及优势:1、可满足粗、半精和精加工;2、适合连续、弱断续、强断续环境切削;3、适合大切深高速切削;4、可加工沉孔或通孔,装夹更牢固。
5、硬钢加工首推此结构。
6、可无限次复磨,刀片利用率高;物理几何特性:1、刀尖是整体烧结材质,抗崩刃性好。
2、焊接温度900多度,刀尖可承受750度切削温度而不脱落;3、焊接刀尖,可承受切削阻力较整体烧结和整体复合刀片低。
4、仅锐角刀尖可用。
如C1204,有4个刀尖。
应用范围及优势:1、可满足粗、半精和精加工;2、焊接强度高,可承受更高的切削温度和切削力。
3、适合切深<1mm加工工况,可满足弱断续和连续加工环境;4、对应装夹刀杆全,可直接代替涂层刀片,无需更换刀杆。
5、硬钢加工推荐此结构。
物理几何特性:1、刀尖是复合材质,脆性大,抗崩刃性较差;2、焊接温度800度,可承受650度切削温度而不脱落;3、刀尖数较整体焊接少一倍。
个别小刀片只有一个刀尖。
应用范围及优势:1、适合半精、精加工需求;2、适合切深<0.5mm,强断续、弱断续和连续精加工环境;3、切削温度高的环境下脱焊概率增大。
CBN刀具的加工材质(1)高硬度铸铁如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。
针对高硬度铸铁常用CY1和HJ3系列材质,优势显著。
可拉荒粗车有夹砂、气孔的铸件毛坯。
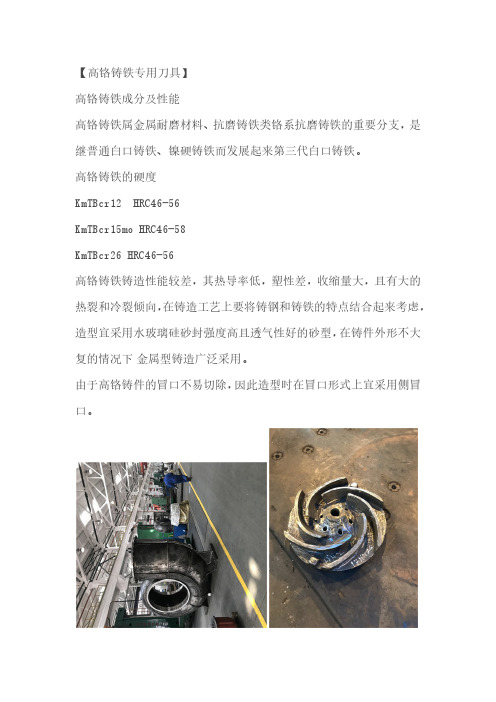
【高铬铸铁专用刀具】
高铬铸铁成分及性能
高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的重要分支,是继普通白口铸铁、镍硬铸铁而发展起来第三代白口铸铁。
高铬铸铁的硬度
KmTBcr12 HRC46-56
KmTBcr15mo HRC46-58
KmTBcr26 HRC46-56
高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在铸造工艺上要将铸钢和铸铁的特点结合起来考虑,造型宜采用水玻璃硅砂封强度高且透气性好的砂型,在铸件外形不大复的情况下金属型铸造广泛采用。
由于高铬铸件的冒口不易切除,因此造型时在冒口形式上宜采用侧冒口。
以下针对加工高铬抗磨白口铸铁件刀具材质的选择与切削参数及刀具优势:
以下车加工高铬铸铁材质渣浆泵缸套(KmTBCr26,KmTBCr20Mo为例车加工高铬铸铁材质渣浆泵缸套刀杆型号:
CSRNR3232(25*25 40*40) CSRNR3232(25*25 40*40)
车加工高铬合金铸件渣浆泵缸套刀片型号:CY1牌号SNMN120708(12)切削高铬合金铸件泥浆泵缸套(KmTBCr26)参数:线速度
Vc=70-90m/min 进给量Fr=0.15-0.35mm/r 切刀深度ap=2-5mm。
CBN砂轮的选择陶瓷结合剂CBN砂轮的研发成功,对生产磨床的厂家提出了更高的技术要求,生产适应CBN砂轮性质的磨床。
这样磨床生产厂商和砂轮生产厂商共同开发的数控多轴磨床,大大地提高了生产效率和降低了生产成本,使这一古老加工工艺又焕发出新的光彩。
磨削加工是人类最古老的加工手段之一,随着工业的进展,特别是硬金属的加工,它是不可缺少的加工手段。
在20世纪80时代,发达的西方国家CN机床和机床加工中心高速进展,高速主轴和硬质刀具的应用,磨床加工与其相比也就显得加工成本昂贵了。
但是随着磨削技术的进展,磨具也进一步得到改进。
通过创新可供使用的磨料质量、改进组织结构以及采纳新结合剂系统使磨具从根本上提高生产效率。
超硬材料CBN创造,作为磨料用于砂轮的制造,使砂轮的耐用度成倍提高。
特别是在20世纪80时代中期研发出的陶瓷结合剂CBN砂轮,在修正修锐上的技术突破,可以说它是磨削磨具的一次真正革命。
CBN砂轮的分类CBN磨料制作的砂轮,依据不同的加工工艺和所用不同成分的结合剂可分为以下四种。
它们的性质和用途(仅限于机械加工用途)也有所不同。
1.电镀CBN/金刚石砂轮砂轮的生产工艺简单,生产成本低。
成型简单但是只有一层镀层,在加工过程中,较难知道何时磨层受损,适用于批量小的机械加工用和修正滚轮。
2.烧结式CBN/金刚石砂轮硬度大和密度高,加工成高精度的,成本高。
重要用于砂轮的修正滚轮和大批量的超硬材料的加工。
3.树脂CBN/金刚石砂轮砂轮的生产工艺简单,生产成本低。
成型简单但是不好修正整型。
用于多形状小批量的加工。
如工具磨和刀具的加工,以及玻璃的加工。
4.陶瓷结合剂的CBN/金刚石砂轮陶瓷结合剂的CBN/金刚石砂轮具有磨削力强,高速加工不烧伤工件,可修正而耐用等优点。
应用实例加工工艺和结合剂的配方被少数外国厂家把握,如刚进入中国市场的德国Krebs&Riedel公司,世界最大的磨料模具集团圣戈班旗下的WINTER公司,奥地利的TYROLIT公司,德国的Wendt公司和瑞士的WINTERTHUR是目前最理想的高速、高效和高精度的磨削工具供应商。
立方氮化硼(CBN)砂轮其磨粒韧性、硬度、耐用度是刚玉类砂轮的100倍,适于加工硬度高、粘性大、高温强度高、热传导率低的难磨钢材及高速或超高速磨削。
其应用范围与人造金刚石起着互相补充的作用。
金刚石砂轮在磨削硬质合金和非金属材料时,具有独特的效果,但在磨削钢料时,尤其是磨削特种钢时,效果不显著。
立方氮化硼砂轮磨削钢件的效率比刚玉类砂轮要高近百倍,比金刚石砂轮高五倍,但磨削脆性材料不及金刚石。
如果经济条件允许的话,用户可以以CBN砂轮来代替普通砂轮磨硬质钢,尤其是磨高速工具钢。
因为在深磨高速工具钢时,普通砂轮的磨损较快,以及对材料结构造成有害的热效应,使切削性能受到限制。
该砂轮的主要优点是其寿命极长及可“冷磨削”。
因此,与金刚石或碳化硅砂轮相比,本品提供了更为经济的效果。
这时有购买需求的采购商,可以咨询郑州中拓磨料磨具有限公司进行详细的了解。
我们是一家从事CBN(立体氮化硼)超硬砂轮和金刚石超硬磨具研究、生产、销售、服务于一体的技术型和生产型制造企业。
为客户解决磨削加工过程中出现的难题。
加工粉末冶金的超耐磨刀具材质-CBN刀具(CBN刀片)粉末冶金就是说制取金属粉末,及采用成形和烧结工艺将金属粉末(或金属粉末与非金属粉末的混合物)制成材料和制品的工艺技术。
它是冶金和材料科学的一个分支学科。
粉末冶金技术的应用范围十分广泛,从普通机械制造到精密仪器;从五金工具到大型机械;从电子工业到电机制造;从民用工业到军事工业;从一般技术到尖端高技术,可见粉末冶金技术在工业可以说无处不在。
粉末冶金零件的切削加工常用高硬度,耐磨性较强的刀具材料以实现高效率加工或减少换刀频次。
常用立方氮化硼材质刀具;目前立方氮化硼刀具BN-K10或BN-S50牌号CBN刀具(有CBN成型刀具和数控机夹CBN刀片两种结构)精加工粉末冶金零件效果显著,对于粉末冶金零件的粗加工,华菱开发出BN-S20或BN-S30牌号数控CBN刀片更适合大余量粗加工粉末冶金零件。
粉末冶金发展历史:粉末冶金方法起源于公元前三千多年。
制造铁的第一个方法实质上采用的就是粉末冶金方法。
而现代粉末冶金技术的发展中共有三个重要标志:1、克服了难熔金属熔铸过程中产生的困难。
1909年制造电灯钨丝,推动了粉末冶金的发展;1923年粉末冶金硬质合金的出现被誉为机械加工中的革命。
2、三十年代成功制取多孔含油轴承;继而粉末冶金铁基机械零件的发展,充分发挥了粉末冶金少切削甚至无切削的优点。
3、向更高级的新材料、新工艺发展。
四十年代,出现金属陶瓷、弥散强化等材料,六十年代末至七十年代初,粉末高速钢、粉末高温合金相继出现;利用粉末冶金锻造及热等静压已能制造高强度的零件。
粉末冶金技术的优点:1、绝大多数难熔金属及其化合物、假合金、多孔材料只能用粉末冶金方法来制造。
2、耐用度高、精度高、表面粗糙度及适用于零件图形复杂,机加工比较难加工的零配件。
3、采取粉末冶金技术工件的性能也有提高、(强度、硬度)。
此外想必之下节约材料、减少加工量。
节约生产成本。
提高生产竞争力。
4、粉末冶金技术能保证材料成分配比的正确性和均匀性。
CBN刀具的加工材质
(1)高硬度铸铁
如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。
针对高硬度铸铁常用CY1和HJ3系列材质,优势显著。
可拉荒粗车有夹砂、气孔的铸件毛坯。
(2)高硬度钢件(硬度HRC45以上)
如高锰钢、高速钢、淬火钢,高频淬火钢,工具钢,轴承钢等,典型零部件包括轧臼壁、高速钢轧辊、淬硬齿轮/齿轮轴、轴承、滚珠丝杠、模具等。
使用CY1/CY6和HJ6系列材质cbn刀具效果明显。
【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
(3)普通灰铸铁(HT150/200/250/300等)
如发动机缸体/缸盖、刹车盘、制动鼓、皮带轮、离合器压盘等均属于灰铸铁件。
使用CY3和HJ3材质的系列刀具。
加工速度高,效率高,有效节约成本。
(4)其他难加工材料
如粉末冶金、高温合金材料,及镍基、铁基、钴基等高硬度堆焊/喷焊/激光熔覆/热喷涂材料工件。
使用HJ8牌号的cbn刀具。