钻床用正、反锪平面刀具
- 格式:pdf
- 大小:604.32 KB
- 文档页数:2
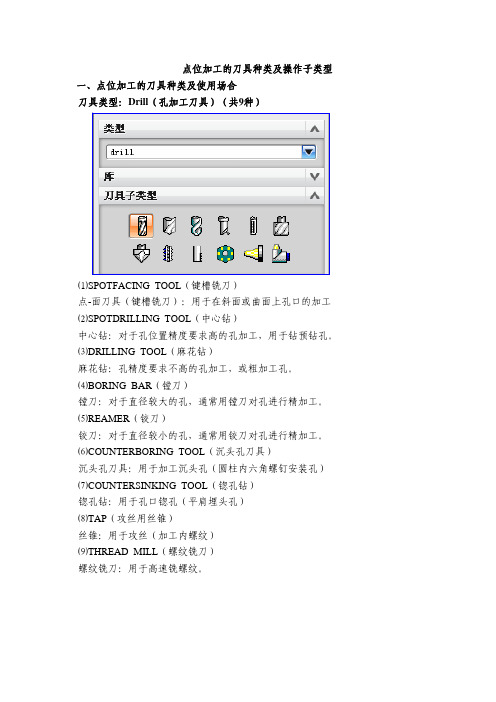
点位加工的刀具种类及操作子类型一、点位加工的刀具种类及使用场合刀具类型:Drill(孔加工刀具)(共9种)⑴SPOTFACING_TOOL(键槽铣刀)点-面刀具(键槽铣刀):用于在斜面或曲面上孔口的加工⑵SPOTDRILLING_TOOL(中心钻)中心钻:对于孔位置精度要求高的孔加工,用于钻预钻孔。
⑶DRILLING_TOOL(麻花钻)麻花钻:孔精度要求不高的孔加工,或粗加工孔。
⑷BORING_BAR(镗刀)镗刀:对于直径较大的孔,通常用镗刀对孔进行精加工。
⑸REAMER(铰刀)铰刀:对于直径较小的孔,通常用铰刀对孔进行精加工。
⑹COUNTERBORING_TOOL(沉头孔刀具)沉头孔刀具:用于加工沉头孔(圆柱内六角螺钉安装孔)⑺COUNTERSINKING_TOOL(锪孔钻)锪孔钻:用于孔口锪孔(平肩埋头孔)⑻TAP(攻丝用丝锥)丝锥:用于攻丝(加工内螺纹)⑼THREAD_MILL(螺纹铣刀)螺纹铣刀:用于高速铣螺纹。
二、点位操作子类型⑴SPOT_FACING:(铣孔口平面)。
锪平面,使用键槽铣刀。
⑵SPOT_DRILLING:中心钻,使用中心钻头钻导向位置。
⑶DRILLING:钻孔。
使用麻花钻钻孔。
⑷PECK_DRILLING:(啄孔)深孔钻削。
刀具回退到最小安全平面。
⑸BREAKCHIP_DRILLING: 断削钻。
刀具回退较小的距离。
⑹BORING :镗孔。
使用镗刀镗孔。
⑺REAMING:铰孔。
使用铰刀铰孔。
⑻COUNTERBORING:钻沉头孔。
圆柱(内六角)沉头螺孔。
⑼COUNTERSINKING:锪孔。
平肩沉头孔⑽TAPPING :攻丝。
使用丝攻加工螺纹孔。
⑾THREAD_MILLING :铣螺纹孔。
三、相关参数的设置1、刀具与刀轴设置2、刀轨设置⑴Avoid避让允许你规定部件内夹具或障碍之上的刀具间隙。
⑵切削与速度四、举例工艺流程:⑴钻定位孔(中心孔)⑵钻螺纹底孔φ8.5及攻丝M10⑶钻埋头孔(φ8、φ14)⑷加工φ25孔(钻φ8、扩φ24.5、镗φ25)作业:1、点位加工使用刀具类型有哪些?2、点位操作子类型有哪些?。
扩孔钻、锪钻、镗刀、铰刀和复合孔加工刀具一、扩孔钻(给学生扩孔钻实体)用于扩大孔径,提高孔质量的刀具。
它可用于孔的最终加工或铰孔、磨孔前的预加工。
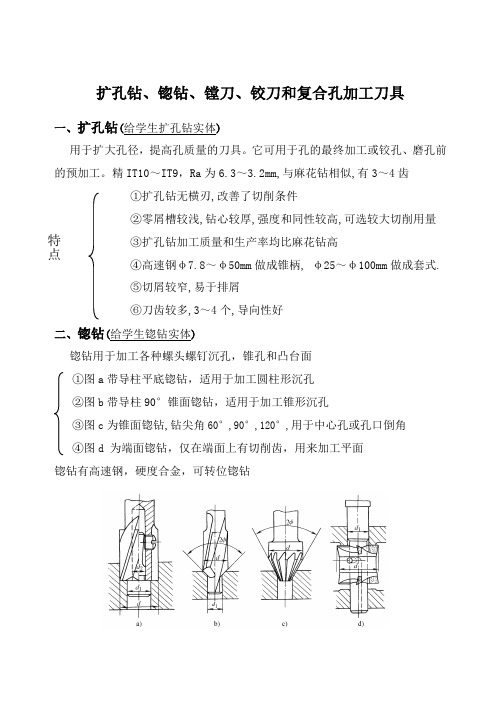
精IT10~IT9,Ra 为6.3~3.2mm,与麻花钻相似,有3~4齿①扩孔钻无横刃,改善了切削条件②零屑槽较浅,钻心较厚,强度和同性较高,可选较大切削用量③扩孔钻加工质量和生产率均比麻花钻高④高速钢φ7.8~φ50mm 做成锥柄, φ25~φ100mm 做成套式. ⑤切屑较窄,易于排屑 ⑥刀齿较多,3~4个,导向性好二、锪钻(给学生锪钻实体)锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面 ①图a 带导柱平底锪钻,适用于加工圆柱形沉孔 ②图b 带导柱90°锥面锪钻,适用于加工锥形沉孔③图c 为锥面锪钻,钻尖角60°,90°,120°,用于中心孔或孔口倒角 ④图d 为端面锪钻,仅在端面上有切削齿,用来加工平面 锪钻有高速钢,硬度合金,可转位锪钻特点三、镗刀镗刀是广泛使用的孔加工工具,一般镗孔达IT9~IT8,精细镗达IT6,Ra为1.6~0.8mm,镗孔能纠正孔的直线性误差,获得高的位置精度,特别适合于箱体零件的孔系加工.镗孔是加工大孔的唯一精加工方法,镗刀分为单刃镗刀、双刃镗刀。
㈠单刃镗刀图为镗床上用的机夹式单刃镗刀,它具有结构简单,制造方便,通用性好等优点。
镗育孔或阶梯孔时,δ=10°~45°镗通孔δ=0°镗床上用的单刃镗刀㈡双刃镗刀有两个切削刃参加切削,背向力相互抵消,不易引起振动,常用的有固定式镗刀块,滑槽式和浮动镗刀1、固定式镗刀块镗刀块适用于小批生产加工箱体零件孔小。
2、滑槽式双刃镗刀,镗孔范围φ25~φ250mm,广泛用于数控机床滑槽式双刃镗刀可调节硬质合金浮动铰刀3、浮动镗刀将浮动镗刀装入镗杆的方孔中,无需夹昆,通过作用在两侧切削刃上的切削力来自动定心,因此它能自动补偿由于刀具安装误差和机床主轴偏差而造成的加工误差,能达到IT7~IT6,Ra为1.6~0.2μm浮动镗刀无法纠正孔的直线性误差和位置误差浮动镗刀结构简单,刃磨方便,但操作费事,加工孔径不能大小,镗杆上方孔制造困难,切削效率低,因引适用于单件,小批生产中加工直径较大的孔.§8.2 铰刀铰刀用于中小直径孔的半精加工和精加工。
43utting ToolsC刀 具在机械制造业中,特别是泵类、壳体类零件的加工中需背面锪平的场合很多,工艺上称之为“反锪平面”。
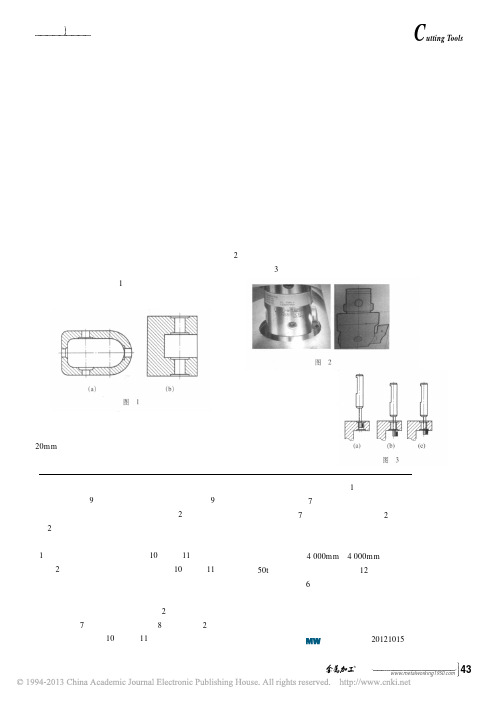
随着制造技术的快速发展,用户要求的不断提高,对机械产品加工的工艺性及加工要求提出了更高的要求,如图1所示的机械零件中,小孔直径反锪孔结构越来越多地出现在各种机加工产品中。
(a)(b)图1按常规的加工工艺对较大直径的孔加工,我们可以采用反镗的加工方式来完成,但对于直径小于20mm的小孔来说,采用反镗的方式不合适,其中最主要的原因为:刀杆的强度不够,从而导致加工表面发颤现象产生。
以下为常用的反镗方式:①通过变换镗头的安装方式实现刀具的反锪功能(见图2)。
②数控加工设备主轴定向功能实现反锪加工功能(见图3)。
图2近几年来我公司开发的新产品:玉柴系列飞轮壳、油底壳及韩国斗山系列飞轮壳,在产品加工上,特别是锪凸台加工工艺在现生产加工中给我们带来了许多的麻烦。
主要表东风(十堰)发动机部件有限公司 (湖北 442049) 陈前胜反锪刀的设计及应用上,通过一个顶丝的调整,使这两个齿轮两个齿啮合在大齿轮9一个齿的两个面,以此消除齿轮9回转的反向间隙。
当动力传递到齿轮轴2后,齿轮轴2上的同模数、同齿数,但是齿形螺旋方向恰好相反的两个斜齿轮分别啮合在两个相同的齿轮轴1上的两个不同的斜齿轮(齿轮10和齿轮11),齿轮轴2通过调整轴向位置,来迫使齿轮10和齿轮11向两个不同的方向旋转一定的角度,使它们能够分别啮合在大齿圈正反回转的两个面上,以此来消除大齿圈的反向间隙。
在齿轮轴2的下方,安装了碟形弹簧7,通过旋紧锁紧压盖8,使齿轮轴2向上移动,迫使齿轮10和齿轮11向两个相反的方向旋转并消除间隙,当两个齿轮轴1均与大齿圈啮合后,继续给碟形弹簧7施加预载,这样当齿轮出现磨损后,碟形弹簧7的预载力会迫使齿轮轴2继续向上移动,最终实现自动消隙补偿。
目前,该复合导轨重型数控回转工作台已经试制成功,工作台面积4 000mm×4 000mm,最大承重可达50t,任意分度定位精度达到12”,任意分度重复定位精度达到6”。

钻床的种类_钻床分类钻床是孔加工机床。
主要用于加工外形复杂,没有对称回转轴线工件上的孔,如箱体,支架,等零件上的单孔或孔系。
钻床是用钻头在工件上加工孔的机床。
通常用于加工尺寸较小,精度要求不太高的孔。
在钻床上加工时,工件一般固定不动,刀具作旋转主运动,同时沿轴向进给运动。
钻床可完成钻孔,扩孔,铰孔及攻螺纹等工作。
钻床的主要参数是最大钻孔直径。
钻床的种类有哪些?台钻、立式钻床、卧式钻床、摇臂钻床、单轴钻床、多轴钻床、固定钻床、移动钻床、磁座钻床、滑道钻床、半自动钻床、数控钻床、深孔钻床、龙门数控钻床、组合钻床、钻铣床、1、立式钻床工作台和主轴箱可以在立柱上垂直移动,用于加工中小型工件。
2、台式钻床简称台钻。
一种小型立式钻床,最大钻孔直径为12~15毫米,安装在钳工台上使用,多为手动进钻,常用来加工小型工件的小孔等。
3、摇臂式钻床主轴箱能在摇臂上移动,摇臂能回转和升降,工件固定不动,适用于加工大而重和多孔的工件,广泛应用于机械制造中。
4、深孔钻床用深孔钻钻削深度比直径大得多的孔(如枪管、炮筒和机床主轴等零件的深孔)的专门化机床,为便于除切屑及避免机床过于高大,一般为卧式布局,常备有冷却液输送装置(由刀具内部输入冷却液至切削部位)及周期退刀排屑装置等。
5、中心孔钻床用于加工轴类零件两端的中心孔。
6、铣钻床工作台可纵横向移动,钻轴垂直布置,能进行铣削的钻床。
7、卧式钻床主轴水平布置,主轴箱可垂直移动的钻床。
一般比立式钻床加工效率高,可多面同时加工。
但是立式钻床的种类有四种:坐标立式钻床、转塔立式钻床、排式钻床和多轴立式钻床。
一、坐标立式钻床它是在方柱立钻上加可纵、横移动的十字工作台而制成的,因可按照坐标尺寸进行钻削而著名。
二、转塔立式钻床这种立钻基本上都采用了程序控制或数字控制,能使得装有不同刀具的转塔头自动转位,能使得主轴自动改变转速和进给量,还能自动调整工件的位置,因而自动化非常强,实现了多工序加工的自动化循环,明显提高工作效率。

CNC刀具种类和用途1. 铣刀(End Mill):铣刀是一种常见的CNC刀具,主要用于进行铣削加工工序。
它包括平面铣刀、球头铣刀、角度铣刀等不同形状和类型。
平面铣刀广泛应用于零件的平面加工和边缘加工,球头铣刀适用于零件的弯曲表面和曲面加工,而角度铣刀用于加工零件的倒角和斜面等。
2. 钻头(Drill):钻头是用来进行钻孔操作的CNC刀具,可分为普通钻头、中心钻头、复合式钻头等类型。
普通钻头适用于加工各种规格的圆孔,中心钻头通常用于开孔前的定位操作,而复合式钻头则可以完成钻孔和镗孔的功能。
3. 车刀(Turning Tool):车刀是CNC车床上常用的切削工具,主要用于进行外圆和内圆的车削加工。
根据不同的切削工序,车刀可分为切断刀、车削刀和扩孔刀等多种类型。
4. 镗刀(Boring Tool):镗刀主要用于进行镗孔加工,其结构复杂,包括刀架、刀杆和刀具头等部分。
在CNC镗床上,通过镗刀的旋转和进给运动,可以加工出高精度和高表面质量的孔。
5. 滚丝刀(Thread Milling Cutter):滚丝刀用于进行螺纹加工,采用旋转切削的方式,可以加工出内外螺纹。
不同规格的滚丝刀适用于不同类型和尺寸的螺纹加工。
6. 锯片(Saw Blade):锯片为CNC切割机的常见刀具,用于进行切割加工,包括金属切割、木材切割、石材切割等。
锯片的选用取决于材料的硬度、切削速度和切割工艺等因素。
7. 端铣刀(Face Milling Cutter):端铣刀适用于平面和轮廓的铣削加工。
它具有多个刀齿,每个刀齿都有单独的切削力,可以增加切削表面的质量和减少切削时的振动。
8. 刀片(Insert):刀片是CNC切削中不可缺少的一部分,可以逆切、剪切、抛光、磨削和刮削等。
刀片分为硬质合金、刚砂、砂轮、金属刀片和特殊材料刀片等不同类型,分别适用于不同的切削材料和工艺。
除了上述常见的CNC刀具外,还有许多其他类型的刀具可根据不同的加工需求选用。

数控刀具分类知识点数控刀具是指在数控机床上使用的切削工具,它是实现数控加工的关键装备之一。
数控刀具的分类是非常重要的,它能够帮助我们更好地选择合适的刀具,提高加工效率和质量。
下面将介绍数控刀具的常见分类。
一、按用途分类 1. 铣削刀具:用于进行铣削加工,可分为立铣刀、球头铣刀、T型铣刀、齿轮铣刀等。
2.钻削刀具:用于进行钻削加工,可分为钻头、铰刀、扩孔器等。
3.车削刀具:用于进行车削加工,可分为外圆车刀、内圆车刀、螺纹车刀等。
4.刨削刀具:用于进行刨削加工,可分为平面刨刀、柄式刨刀等。
5.镗削刀具:用于进行镗削加工,可分为精密镗刀、钻孔镗刀等。
6.切槽刀具:用于进行切槽加工,可分为直槽刀、侧切刀、T型切槽刀等。
二、按切削方式分类 1. 全切削刀具:刀具切削全部工件,例如铣刀、钻头等。
2.单齿切削刀具:每次只有一个刃口参与切削,例如车削刀具。
3.多刃齿切削刀具:每次有多个刃口参与切削,例如铣刀。
三、按刀具材料分类 1. 高速钢刀具:使用高速钢材料制造的刀具,适用于中低强度工件的加工。
2.硬质合金刀具:使用硬质合金材料制造的刀具,具有优异的耐磨性和硬度,适用于高硬度工件的加工。
3.陶瓷刀具:使用陶瓷材料制造的刀具,具有高硬度、高耐磨性和耐高温等特点,适用于高速、高温加工。
4.超硬材料刀具:使用金刚石或立方氮化硼等超硬材料制造的刀具,具有极高的硬度和耐磨性,适用于超硬工件的加工。
四、按刀具结构分类 1. 固定刀具:刀具刃口固定,例如铣刀。
2.可转位刀具:刀具刃口可通过转位换刃,例如车削刀具。
3.模块化刀具:刀具刃口和刀柄分离,可通过更换不同的刀柄和模块实现不同加工要求,例如钻头。
五、按刀具形状分类 1. 平面刀具:刀具刃口平面,例如铣刀。
2.圆柱刀具:刀具刃口形状为圆柱,例如钻头。
3.圆锥刀具:刀具刃口形状为圆锥,例如铰刀。
4.锥度刀具:刀具刃口形状为锥度,例如车削刀具。
综上所述,数控刀具的分类是多方面的,从用途、切削方式、材料、结构和形状等方面进行分类可以帮助我们更好地选择合适的刀具,提高加工效率和质量。
锪钻、高速钢锪钻、钨钢锪钻、高钴钢锪钻、含钴高速钢锪钻、进口锪钻、全磨锪钻、东莞立浩数控刀具的锪钻(倒角刀)具有(大的排屑槽和更锋利的刃口)使用起来会不同的效果、尤其是切削、不锈钢、45号钢以及有色金属软材质和硬材质都有不同的更好的功效。
一种用以锪锥形埋头孔的钻,也有人称之为:埋头钻。
其他名(倒角刀、倒角器)英文名称 Countersink词语分开解释:加工效果图、锪钻、锪孔、锪钻倒边、即:倒角、边角、效果图倒角面比较光滑整齐通顺、可以一般钻床加工、CNC加工中心加工,等等机床加工,锪: 锪(鍃) huò〔锪孔〕在车床、钻床或其他机床上用专门刀具,对工件上已加工的孔刮平端面或切出锥钻: 钻(钻) zuān 用锥状的物体在另一物体上转动穿孔。
锪钻是对孔的端面进行平面、柱面、锥面及其他型面加工。
在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。
东莞立浩数控刀具、平底锪钻(倒角刀)(英文名Counterbore),其圆周和端面上各有1 、3、4、6个刀齿,在已加工好的孔内插入导柱,其作用为控制被锪孔与原有孔的同轴度误差。
导柱一般做成可拆式,以便于锪钻的端面齿的制造与锪钻(单刃三刃多刃)刃磨。
一般三刃的比较好用、平稳度高。
切削顺畅、平滑、不会遗留毛刺和肌瘤、锥面锪钻即(倒角刀)的钻尖角有60°、82°、90°、100°和120°五种。
东莞立浩数控刀具、锪钻的种类锪钻分柱形锪钻、锥形锪钻、端面锪钻三种。
(1)柱形锪钻用于锪圆柱形埋头孔。
柱形锪钻起主要切削作用的是端面刀刃,螺旋槽的斜角就是它的前角。
锪钻前端有导柱,导柱直径与工件已有孔为紧密的间隙配合,以保证良好的定心和导向。
这种导柱是可拆的,也可以把导柱和锪钻做成一体。
(2)锥形锪钻用于锪锥形孔。
东莞立浩数控刀具锪形锪钻的锥角按工件锥形埋头孔的要求不同,有60°、75°、82°、90°、100°、120°等。
钻床用正、反锪平面刀具研究
廖新华
(湖南黑金时代长沙矿业有限公司长益机械厂,湖南宁乡410609)
摘要:随着我国国民经济的不断提高,我国制造技术也在飞速发展,生产商对于数控机床的要求也越来越高,同时对机械产品的加工工艺和加工要求也在逐步加强。
随着计算机技术的进步,我国机械加工行业中更多的使用了数控机床,对于许多难以加工的部件,许多生产行业对机械的加工精度与生产效益提出了更高要求,这也对加工工艺与刀具提出了更高的要求。
现场生产过程中,合理选择和使用正、反锪刀,基本上可以解决常规加工中无法完成的孔加工。
就当前钻床用正、反锪平面刀具进行了简要介绍,为以后相关刀具选择提供有利的依据和参考。
关键词:制造技术;数控机床;钻床;正、反锪平面刀具
0引言
近年来,在数控生产过程中,经常有箱体类配件需对钻孔
位置进行正、反锪平面加工,如箱体(图1)中有8-准18孔需进
行反锪平至8-准34,放油孔需进行正锪平,但往往因受工件装
夹具条件限制,其锪平工序(特别是反面锪平),在钻床上无法
加工,故一直都采用镗床加工,其工艺复杂,辅助时间长,生产效率低,生产成本高。
针对以上情况,研发出了一种新型的能在钻床上使用的可进行正、反锪平面的刀具,这种新型刀具既可以减轻了工人的劳动强度,同时又简化了生产工艺,提高生产效率,广受工人欢迎。
1钻床用正、反锪平面刀具现状
钻床指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。
钻床的特点是工件固定不动,刀具做旋转运动。
如图2(a)、图2(b)所示的机械零件中,小直径反锪孔结构越来越多地出现在各种机械产品和机械零部件中。
按照常规的加工工艺,较大直径的反锪孔是不成问题的。
即使对于直径小于20mm的小孔来说,如果背腔为开放式的结构,我们也可以采用先加工正面,然后采用旋转工作台或者夹具的办法,使工件旋转180°再进行锪孔加工(图3)。
在进行开放式结构加工时,传统加工方法也可以达到加工要求,然而采用转动加工方法会增加制作过程中旋转、夹、定位等加工辅助时间,并且因受结构限制而在制作过程中还应选用较长的刀杆刀具,这一来就使得刀具的施工刚性下降,从而影响了加工的精度。
如果工件锪孔部位开放空间过于狭小或者为封闭式结构,由于刀杆刚度的制约和受刀杆结构限制,也必然存在加工质量不高、加工效率极低的问题。
2刀具结构
2.1常用刀具结构
锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面:
(1)图4a)带导柱平底锪钻适用于加工圆柱形沉孔。
(2)图4b)带导柱90°锥面锪钻适用于加工锥形沉孔。
(3)图4c)为锥面锪钻,钻尖角60°,90°,120°,用于中心孔或孔口倒角。
(4)图4d)为端面锪钻,仅在端面上有切削齿,用来加工平面,锪钻有高速钢、硬度合金、可转位锪钻。
2.2特殊的刀具结构
2.2.1专用正反锪平刀具
专用刀具能在一个工步中加工前后方向的台阶孔和成型的通孔。
整个刀具由刀柄1、控制器2、刀杆3、刀片控制杆4、刀片5组成。
其中,控制器2是整个刀具的关键,在控制器2的密闭腔体内,安装着两个离心重块。
在非工作状态或静止状态,离心重块在复位弹簧的作用下处于中间位置;当刀杆旋转速度达到临界速度时,两个离心重块开始向外侧移动,并且通过两条齿条带动中间齿轮转过一定的角度。
中间齿轮5和刀片控制杆
图1反锪平面加工示意图图2工件示意图
图3常规锪孔加工工艺
图4锪钻用于加工各种螺头螺钉沉孔,锥孔和凸台面示意图
装备制造
159
广东科技2013.4.第8期
是连接在一起并保持同步转动的,刀片控制杆头部是一个偏心销结构,在偏心销转动过程中,拨动刀片完成伸出与缩回的动作(见图5~6)。
2.2.2通用正反锪平面刀具
正锪平面刀头示意图,锥柄1上端为莫氏5号锥柄,与钻床主轴孔相联,下端与连接杆7联接,连接杆7上端有一通槽,插入锥柄内孔时通槽卡在圆柱销3上,使之与锥柄成为一体,圆柱销3同时起传递转矩和轴向定位的作用,锥柄下端孔壁上有两小锥孔,装配时正好对中连接杆7上端外圆上的圆弧槽,使用时锥孔内装有钢球6,当套4推到下边时钢球被压入连接杆圆弧槽内与圆柱销一起对连接杆的轴向位置进行固定,当要更换新的不同规格的刀具时,只需将套4推到上端,钢球6在重力作用下自动退出连接杆的圆弧槽,即可将连接杆及以下部分取出,轴用弹性挡圈2和钢丝5对套4起下下限位作用,正锪平面刀杆9左端与连接杆7内孔通过圆柱销8联接,正锪平面刀头11如图7所示,左端面上有一腰形凸起部位,与正锪平面刀杆9的腰形孔联接并通过螺钉10紧固,正锪平面刀头上焊有硬质合金刀片12。
反锪平面刀具如图8所示,与正锪平面刀具相比,只更换了反锪平面刀杆及反锪平面刀头,其余均可通用,反锪平面刀杆、刀头,二者通过鼓形圆弧位置相连,装好后刀头旋转一个45°位置,使之不从刀杆上退出,刀头上焊有硬质合金刀片。
3使用方法
3.1专用道具使用方法
专用刀具的设计理念很先进,通过机床主轴的正反向转动,利用物体的惯性原理控制刀片的展开与回缩。
当机床主轴反转时,刀片处于闭合状态,此时,整个刀头快速穿过事先预留的通孔并到达指定位置。
然后主轴正转,依靠物体的惯性,将刀片甩出并展开。
接着主轴在正转的条件下达到切削位置,刀片进入切削状态,完成背孔的加工。
最后,主轴反转刀片收回并退
离工件。
至此,单个孔的加工循环完成。
3.2通用道具使用方法
通用刀具使用是将莫氏5号锥柄插入钻床主轴孔内,在正锪工件外凸台平面时,装上正锪平面刀杆与刀头,开动钻床,将刀头下端圆柱位置伸入需要锪平面的孔内,(刀头下端圆柱位置的直径与工件孔径之间的间隙不大于0.5mm,同时起定位作用)主轴旋转即可以正锪平孔的凸台端面;反锪工件凸台平面时,退出圆柱销8,换上反锪平面刀杆,将刀杆伸进需要锪平面的孔内,将刀头套入刀杆并旋到退不出的位置上,开动钻床使主轴旋转就可进行锪平面加工,(同样反锪平面刀杆通过A段与孔定位)加工完一孔后,使主轴停转,将刀头旋转一位置从刀杆上退出,刀杆就可从孔内退出,再按上述方法加工另一孔即可。
4使用效果
机械制造业中,特别是泵类、壳体类零件的加工中需背面锪平的场合很多,工艺上称之为“反锪平面”。
过去使用常规的反锪钻,由刀杆和刀头两部分组成。
操作较为繁琐,首先将刀杆穿过加工好的孔,再用手工装上锪刀头,然后开始加工,反锪平面完成后,手工卸下锪刀头,退出刀杆。
这种操作不仅费时而且费力。
尤其是在复杂壳体立体空间较狭窄处,装卸锪刀头非常不便,且易伤手。
自动反锪钻成功地解决了这个问题。
此套刀具结构简单、使用方便、通用性强,不同孔径的凸台端面需锪平时,只需配备不同规格的刀杆和刀头,加工出来的工件经检验均达到了图纸要求,我厂自使用本套刀具以来,各箱体类配件的锪平工效提高了60%以上,同时减轻了工人的劳动强度,促进了产品加工质量的提高。
5结语
随着数控机床的广泛使用,以前难以实现或无法实现的反锪切削问题,已得到解决,同时在加工中心上还实现了反锪加工自动化,提高了加工质量和加工效率,具有很高的使用、推广价值。
参考文献:
[1]王兴智,П.С.克磊然诺夫斯基.装镶加长硬质合金刀片的刀具[J].制造技术与机床,1956(06):12~34.
[2]刘孝慈,李文彬,孙建章.关于永磁刀具的研究[J].中国机械工程,1989(1):45~67.
[3]瞿国权.自动退卸器与快换钻头套[J].机械工人·冷加工,1999(11):78~94.
作者简介:廖新华(1976~),男,机械设计工程师,本科,主要研究方向为机械设计与制造。
图5专用刀具结构示意图
图6控制器内部结构示意图
1-控制单元壳体;2-复位弹簧;3-齿条;4-离心重块;5-齿轮。
1.锥柄;
2.轴用弹性挡圈;
3.圆柱销;
4.套;
5.准6mm钢丝;6钢球;7.连接杆;
8.圆柱销;9.正锪平面刀杆;10螺钉;11.正锪平面刀头;12硬质合金刀片。
图7正锪平面刀头示意图图8正锪平面刀头
装备制造
160
广东科技2013.4.第8期。