30T氧气顶吹转炉主体设备及倾动机构的设计
- 格式:ppt
- 大小:490.00 KB
- 文档页数:8
氧气顶吹转炉设计姓名XXX学号XXXX冶金工程XXXX材料科学与工程学院目录1.原始条件------------------------------32.炉型选择------------------------------33.炉容比的确定------------------------34.熔池直径的计算---------------------45.炉帽尺寸的确定---------------------66.炉身尺寸的确定---------------------67.出钢口尺寸的确定------------------78.炉衬厚度确定------------------------89.炉壳厚度的确定---------------------910.验算高宽比---------------------------9氧气顶吹转炉设计1. 原始条件炉子平均出钢量为50t ,钢水收得率为92%,最大废钢比取20%,采用废钢矿石法冷却;铁水采用P08低磷生铁;氧枪采用五孔拉瓦尔型喷头,设计氧压为1.0MPa 。
2. 炉型选择根据初始条件采用筒球型作为设计炉型。
转炉由炉帽、炉身、炉底三部分组成,转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
有于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球型、锥球型和截锥型三种。
炉型的选择往往与转炉的容量有关。
和相同体积的筒球型相比,锥球型熔池比较深,有利于保护炉底。
在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去P ,S 。
我国的中小型转炉普遍采用这种炉型。
3. 炉容比的确定炉容比是指转炉有效容积V t 与公称容量G 的比值V t /G(m 3/t)。
V t 系炉帽、炉身和熔池三个内腔容积之和。
公称容量以转炉炉役期的平均出钢量来表示。
确定炉容比应综合考虑。
通常,铁水比增大,铁水中Si 、S 、P 含量高,用矿石作冷却剂以及供氧强度提高时,为了减少喷溅或溢渣损失,提高金属收得率和操作稳定性,炉容比要适当增大。
由于制氧技术的发展,可为工业提供大量廉价的氧气,为氧气炼钢提供了条件。
在1952年,奥地利Linz和Donawitz两城相继建成氧气顶吹转炉冶金设备,当时炉子容量为30t。
氧气顶吹转炉炼钢方法的特点是,由炉口插入吹氧管至炉内液面上一定距离,从上面向熔池吹入工业纯氧进行冶炼,故此法亦称L-D法(取奥地利两座城名的字头)。
由于这种炼钢方法具有不用燃料、冶炼周期短、生产率高、冶炼品种多、质量好、生产费用低、建厂快和投资省等优点,因而得到迅速发展,成为近代炼钢生产的主要手段。
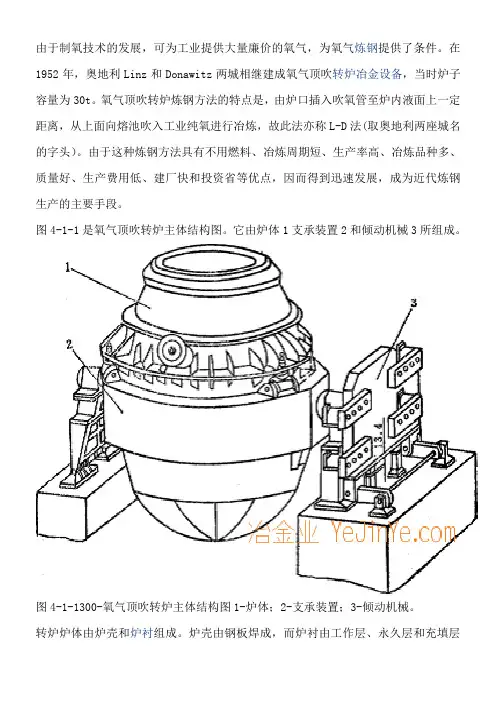
图4-1-1是氧气顶吹转炉主体结构图。
它由炉体1支承装置2和倾动机械3所组成。
图4-1-1300-氧气顶吹转炉主体结构图1-炉体;2-支承装置;3-倾动机械。
转炉炉体由炉壳和炉衬组成。
炉壳由钢板焊成,而炉衬由工作层、永久层和充填层三部分组成。
工作层直接与炉内液体金属、炉渣和炉气接触,易受浸蚀,国内通常用沥青镁砖砌筑。
永久层紧贴炉壳,用以保护炉壳钢板,修炉时永久层可不拆除。
在永久层和工作层之间设充填层,由焦油镁砂或焦油白云石组成,其作用是减轻工作层热膨胀对炉壳的压力,并便于拆炉。
1.炉帽为了减少吹炼时的喷溅和热量损失以及炉气的排出,故炉帽的形状皆做成截圆锥形或球缺截圆锥形,其炉口均为正炉口,用来加料,插入吹氧管,排出炉气和倒渣。
由于炉帽处于高温炉气区,直接受喷溅物烧损,并受烟罩辐射热的作用,其温度经常高达300*400+,在高温的作用下,炉帽和炉口极易产生变形。
为了保护炉口,目前普遍采用通入循环水强制冷却的水冷炉口,这样既可减少炉口变形又便于炉口结渣的清除。
为防止发生事故,水冷部分应加强维护。
水冷炉口有水箱式和埋管式两种结构。
水箱式水冷炉口见图4-1-3,它采用钢板焊接结构,其水箱内焊有若干隔水板,使冷却水在水箱内形成一个回路,同时也起加强筋的作用。
这种结构冷却强度较大,制造容易,但是由于焊口易开裂,因此安全性较差。
埋管式水冷炉口如图4-1-4所示,它是把通冷却水用的蛇形钢管埋铸于铸铁中,这种结构冷却强度不如水箱式,但安全性和寿命均比水箱式高。
氧气顶吹转炉炉体设计目录一转炉系统设备.............................................................................................................- 1 -1.1 炉型.....................................................................................................................- 1 -1.1.1 转炉炉型概念.............................................................................................- 1 -1.1.2 合理的炉型要求.........................................................................................- 1 -1.1.3 转炉的基本炉型.........................................................................................- 2 -1.1.3.1 筒球型.................................................................................................- 2 -1.1.3.2 锥球型.................................................................................................- 2 -1.1.3.3 截锥型.................................................................................................- 2 -1.2 转炉炉型主要参数确定.....................................................................................- 3 -1.2.1 转炉的公称容量.........................................................................................- 3 -1.2.2 炉容比.........................................................................................................- 3 -1.2.2.1 铁水比、铁水成分.............................................................................- 3 -1.2.2.2 供氧强度.............................................................................................- 3 -1.2.2.3 冷却剂的种类.....................................................................................- 4 -1.2.3 高径比.........................................................................................................- 4 -1.3 炉型主要尺寸的确定.........................................................................................- 4 -1.3.1 筒球型氧气顶吹转炉的主要尺寸.............................................................- 4 -1.3.1.1 熔池直径D..........................................................................................- 5 -1.4 炉壳.....................................................................................................................- 6 -1.4.1 炉壳的作用.................................................................................................- 6 -1.4.2 炉壳的组成.................................................................................................- 6 -1.4.2.1 炉帽.....................................................................................................- 6 -1.4.2.2 炉身.....................................................................................................- 8 -1.4.2.3 炉底.....................................................................................................- 8 -1.4.2.4 制作及要求.........................................................................................- 8 -1.5 炉体支撑系统.....................................................................................................- 9 -1.5.1 托圈与耳轴.................................................................................................- 9 -1.5.1.1 托圈与耳轴的作用、结构.................................................................- 9 -1.5.1.2 托圈与耳轴的连接...........................................................................- 10 -1.5.2 炉体与托圈...............................................................................................- 10 -1.5.3 耳轴轴承座...............................................................................................- 13 -1.6 转炉倾动机构...................................................................................................- 14 -1.6.1 工作特点...................................................................................................- 14 -1.6.1.1 减速比大...........................................................................................- 14 -1.6.1.2 倾动力矩大.......................................................................................- 14 -1.6.1.3 启动制动频繁,承受的动载荷大...................................................- 14 -1.6.1.4 工作条件恶劣...................................................................................- 15 -1.6.2 结构要求...................................................................................................- 15 -1.6.2.1 满足工艺需要...................................................................................- 15 -1.6.2.2 具有两种以上倾动速度...................................................................- 15 -1.6.2.3 安全可靠运转...................................................................................- 15 -1.6.2.4 良好的适应性...................................................................................- 15 -1.6.2.5 结构紧凑效率高...............................................................................- 15 -1.6.3 转炉倾动机构的类型...............................................................................- 16 -1.6.3.1 落地式倾动机构...............................................................................- 16 -1.6.3.2 半悬挂式倾动机构...........................................................................- 17 -1.6.3.3 全悬挂式倾动机构...........................................................................- 17 -1.6.3.4 液压式倾动机构...............................................................................- 18 -图目录图 2 氧气顶吹转炉吹氧总图...........................................................................................- 1 - 图 3 顶吹转炉常用炉型示意图.......................................................................................- 2 - 图 4 球筒型氧气顶吹转炉...............................................................................................- 4 - 图 5 炉壳..........................................................................................................................- 6 - 图 6 水箱式水冷炉口.......................................................................................................- 7 - 图 7 埋管式水冷炉口.......................................................................................................- 8 - 图 8 剖分式托圈示意图...................................................................................................- 9 - 图 9 托圈与耳轴的连接.................................................................................................- 10 - 图 10 悬挂支撑盘连接装置...........................................................................................- 11 - 图 11 双面斜垫托架夹持器结构图...............................................................................- 12 - 图 12 平面卡板夹持器连接结构...................................................................................- 12 - 图 13 薄片敢带连接结构...............................................................................................- 13 - 图 14 自动调心滚动轴承座...........................................................................................- 14 - 图 15 小型转炉落地式倾动机构...................................................................................- 16 - 图 16 大型转炉落地式倾动机构...................................................................................- 16 - 图 17 行星减速器的倾动机构.......................................................................................- 17 - 图 18半悬挂式倾动机构................................................................................................- 17 - 图 19 全悬挂式倾动机构...............................................................................................- 18 - 图 20 转炉液压传动原理示意图...................................................................................- 18 -表目录表格 1 比例系数k.............................................................................................................- 5 - 表格 2 吹炼周期与吹氧时间推荐值...............................................................................- 5 -一 转炉系统设备图 1 氧气顶吹转炉吹氧总图1.1 炉型1.1.1转炉炉型概念指用耐火材料砌成的炉衬内形。
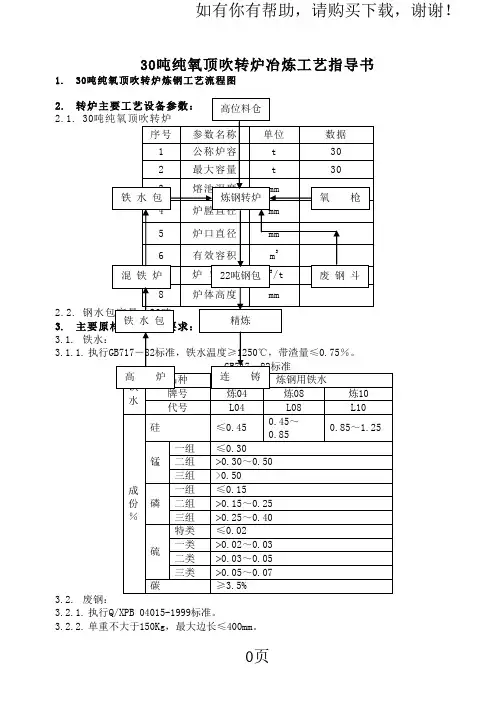
30吨纯氧顶吹转炉冶炼工艺指导书1.30吨纯氧顶吹转炉炼钢工艺流程图2.2.1.302.2.3.3.1.3.1.1.执行3.2.3.2.1.执行Q/XPB 04015-1999标准。
3.2.2.单重不大于150Kg,最大边长≤400mm。
3.2.3.不得有封闭容器、易燃和易爆炸物品、毒品。
3.2.4.加工后的废钢铁中,不得有铅、锡、铜。
3.2.5.合金钢和有色金属零件如不锈钢、铅、锡、铜套等,不得有高炉高硫、高磷铁块混入。
硫不得大于0.07%。
磷的含量不得大于0.4%。
3.2.6.废钢铁中的钢渣、泥土、橡胶、油污等夹杂物尽量清除。
3.2.7.废钢铁按来源(回收和外购)分别堆放。
3.2.8.废钢铁不得潮湿,不得带有冰、雪块。
3.3.铁块:3.3.1.执行标准GB717-98.要求S≤0.05%。
3.4.高碳铬铁:3.4.1.执行GB5683-87标准。
使用前必须烘烤或者熔化处理。
3.5.3.5.1.执行GB/T3795-1996标准;3.5.2.入包块度5—80mm,不得有杂物,使用前进行烘烤不得有潮湿现象。
FeMn70C7.0、FeMn65C7.0用于碳素镇静钢、钢筋钢、低合金钢。
3.6.硅铁:3.6.1.执行GB2272-87标准;3.6.2.入包块度5-80mm,不得有杂物,使用前进行烘烤,不得有潮湿现象。
3.6.3.3.7.3.7.1.执行GB/T4008-1996标准;3.7.2.入包块度5--80mm,不得有杂物,使用前进行烘烤不得有潮湿现象。
3.8.3.8.1.执行Q/XPB04023-1999标准;3.8.2.单块重量:0.5—1.0kg/块,干燥;3.8.3.硅铝钡表面洁净,不应有明显的非金属夹杂物。
3.8.4.化学成分要求:3.9.钼铁:3.9.1.执行GB3649-87标准;3.9.4.物理状态要求:粒度范围为10mm~150mm,小于10mm×10mm数量不得超过总重量的5%,允许少量块度在一个方向最大尺寸为180mm。
第一章绪论1.1 炼钢技术的简史从人类社会步入工业时代开始,钢铁材料一直是人类社会最主要使用的结构材料,也是产量最大、应用最广泛的功能材料,在经济发展中发挥着举足轻重的作用,被称为“工业之脊梁”。
尽管近年来钢铁面临着陶瓷材料、高分子材料、有色金属材料(如铝)等的竞争,但由于其在矿石储量、生产成本、回收再利用率、综合性能等方面所具有的明显优势,在可以预见的将来,钢铁在工业生产中相比其他各类材料所具备的优越性和重要地位仍不会改变。
1.1.1炼钢技术的任务炼钢学是一门研究如何将高炉铁水(生铁)、直接还原铁(DRI、HBI)或废钢(铁)加热、融化,通过化学反应去除铁液中的有害杂质元素,配加合金并浇铸成半成品——铸坯并不断优化和创新的工程科学。
炼钢包括以下主要过程:(a)去除钢中的氮、磷、硫、氧、氢等杂质组分以及由废钢带入的混杂元素铜、锡、铅、铋等;(b)为了保证冶炼和浇铸的顺利进行,需将钢水加热升温至1600~1700度;(c)普通碳素钢通常需含锰、硅,低合金钢和合金钢则需含有鉻、镍、钼、钨、钒、钛、铌、铝等,为此在炼钢过程中需向钢液配加有关合金以使之合金化;(c)去除钢液中内生和外来的各类非金属夹杂物;(d)将合格钢水浇铸成方坯、小方坯、圆坯、板坯等;(e)节能和减少排放,包括回收转炉炼钢煤气、炼钢烟气余热利用、减少烟尘和炉渣排放以及炼钢烟尘污泥、炉渣、耐火材料等的返回再利用。
1.1.2炼钢技术的发展早在1856年英国人贝斯麦就发明了底吹酸性转炉炼钢法,这种方法是近代炼钢法的开端,它为人类生产了大量廉价钢,促进了欧洲的工业革命。
但由于此法采用酸性炉衬,故不能去除硫和磷两种元素,因而其发展受到了限制。
1879 年出现了托马斯底吹碱性转炉炼钢法,它使用带有碱性炉衬的转炉来处理高磷生铁。
虽然转炉法可以大量生产钢,但它对生铁成分有着较严格的要求,而且一般不能多用废钢。
随着工业的进一步发展,废钢越来越多。
在酸性转炉炼钢法发明不到十年,法国人马丁利用蓄热原理,在1864年创立了平炉炼钢法,1888年出现了碱性平炉。
30T转炉技术操作规程二、 30T转炉工艺流程转炉炼钢是将铁水通过吹氧熔炼、脱渣、添加合金,到达所要求钢种化学成份的一种冶炼工艺,其流程如下:炼铁厂来的铁水→兑入转炉→吹氧熔炼→加造渣剂、冷却剂→转炉前倾,测温、取样、出渣→根据炉前化验结果确定是否补吹→加脱氧剂、合金→炉后出钢→前倾出渣三、转炉设备主要技术参数〔一〕转炉主体转炉设备简介本转炉公称容量为30T,最大操作力矩为1000KN·m,由4台交流变频调速电机传动,倾动转速为0.1rpm~1.22rpm,启动时间为2ec~4ec。
转炉润滑由驱动端及游动端稀油站提供。
转炉局部主要用电设备及性能参数如下:1、电机〔多频调速〕 YZP2809-6,N=22KW,AC380V,85.5A最大过载2.5倍,H=981rpm(50HZ)绝缘等级H,防护等级IP54,数量4台。
2、制动器型号YWB315-800-1000电力液压块或制动器,常闭式推动器Ed800-60,AC380V,50HZ,N=330W,4个。
3、旋转编码器型号8.582300421024,双某某,输出线路R422〔带反相信号〕供电压10~30V,脉冲速率1024,每台电机一个,共4个。
4、主令控制器 DK12-D-CD控制电路数,输出状态DL NPM四线常开常闭式,DC24V 5、稀油站驱动端稀油站型号某YZ-63G,电机型号Y100L1-4,N=2.2KW,h=1430rpm,电加热器12KW 1台。
游动端稀油站型号某YZ-10G,电机型号A02-8014-B14,N=0.55KW,h=1430rpm,电加热器2KW 1台。
转炉操作倾动过程转炉平均冶炼周期为28min~30min,每个周期内的一般前倾4次,后倾1次,完成整个周期的操作过程。
1、兑铁水,加废钢过程主控制室手动操作转炉前倾,使转炉前倾约45°~60°间兑入铁水,兑完铁水后参加废钢〔生铁〕,参加铁料完成后,手动将转炉摇向“零”位,并停止在“零”位。
本科课程设计攀枝花学院转炉工作原理及结构设计学生姓名:学生学号::院(系)年级专业:指导教师:二〇一三年十二月攀枝花学院本科课程设计转炉工作原理及结构设计 1.1 前言氧气顶吹转炉炼钢车间在首钢建成投产。
其后,30t1964年,我国第一座上钢三厂二转炉车间等相继将原侧吹转炉改为氧气顶吹转上钢一厂三转炉车间、大型氧气顶120t世纪60年代中后期,我国又自行设计、建设了攀枝花炉。
20在改革开放方年代后,世纪801971并于年建成投产。
进入20吹转炉炼钢厂,由于氧气转炉炼钢和连铸的我国氧气转炉炼钢进入大发展时期,针策的指引下, t,成为世界第一产钢大国。
亿迅速发展,至1996年我国钢产量首次突破11.2 转炉概述)炉体可转动,用于吹炼钢或吹炼锍的冶金炉。
转炉炉体转炉(converter用钢板制成,呈圆筒形,内衬耐火材料,吹炼时靠化学反应热加热,不需外加热源,是最重要的炼钢设备,也可用于铜、镍冶炼。
转炉按炉衬的耐火材料性质分为碱性(用镁砂或白云石为内衬)和酸性(用硅质材料为内衬)转炉;按气体吹分为空气转炉和按吹炼采用的气体,顶吹和侧吹转炉;入炉内的部位分为底吹、靠转其主要特点是:氧气转炉。
转炉炼钢主要是以液态生铁为原料的炼钢方法。
炉内液态生铁的物理热和生铁内各组分(如碳、锰、硅、磷等)与送入炉内的氧炉料主要为铁使金属达到出钢要求的成分和温度。
进行化学反应所产生的热量,,为调整温度,可加入废钢及少量的冷生水和造渣料(如石灰、石英、萤石等)铁块和矿石等。
转炉分类1.2.11.2.1.1 炼钢转炉早期的贝塞麦转炉炼钢法和托马斯转炉炼钢法都用空气通过底部风嘴鼓入炼钢转炉按不同侧吹转炉容量一般较小,从炉墙侧面吹入空气。
钢水进行吹炼。
耳轴架置通过托圈、需要用酸性或碱性耐火材料作炉衬。
直立式圆筒形的炉体,于支座轴承上,操作时用机械倾动装置使炉体围绕横轴转动。
年代发展起来的氧气转炉仍保持直立式圆筒形,随着技术改进,发展成 50;(见氧气顶吹转炉炼钢)即因而得名氧气顶吹转炉,L-D转炉顶吹喷氧枪供氧,用带吹冷却剂的炉底喷嘴的,称为氧气底吹转炉(见氧气底吹转炉炼钢)。
3.1 转炉炉型设计3.1.1 转炉炉型设计概述(1)公称容量及其表示方法公称容量(T),对转炉容量大小的称谓,即平时所说的转炉的吨位。
它是转炉生产能力的主要标志和炉型设计的重要依据。
目前国内外对公称容量的含义的解释还很不统一,归纳起来,大体上有以下三种表示方法:1)以平均金属装入量(t)表示;2)以平均出钢量(t)表示;3)以平均炉产良坯量(t)表示。
在一个炉役期内,炉役前期和后期的装入量或出钢量不同,随着吹炼的进行,炉衬不断地受到侵蚀,熔池不断扩大,装入量增大,所以三种表示方法都是以其平均容量来表示。
这三种表示方法各有其优缺点,以平均金属装入量表示公称容量,便于进行物料平衡和热平衡计算,换算成新炉装入量时也比较方便。
以平均炉产良坯量表示公称容量,便于车间生产规模和技术经济指标的比较,但是在进行炉型设计时需做较复杂的换算。
以平均出钢量表示公称容量则介于两者之间,其产量不受操作方法和浇铸方法的影响,便于炼钢后步工序的设计,也比教容易换算成平均金属装入量和平均炉产良坯量。
设计的公称容量与实际生产的炉产量基本一致。
所以在进行炉型设计时采用以平均出钢量表示公称容量比较合理。
(2)炉型的定义:转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料砌成的炉衬内形。
(3)炉型设计的意义转炉是转炉炼钢车间的核心设备,炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等技术经济指标都有着直接的影响,炉型设计的是否合理关系到冶炼工艺能否顺利进行的问题,如喷溅问题,除与操作因素有关外,炉型设计是否合理也是个重要因素,并且车间的主厂房高度以及主要设备,像除尘设备,倾动机构设备等都与炉型尺寸密切相关。
而且转炉一旦投产使用,炉型尺寸就很难再作改动,因为不论变动直径还是高度都牵涉到耳轴位置,它是与转炉基础联系在一起的,一般不能随意变动。
所以说,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提。
而炉型设计又是整个转炉设计的关键。
毕业设计设计题目:30t起重设备起升机构设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日摘要起重机械用来对物料作起重、运输、装卸和安装等作业的机械设备,它可以减轻体力劳动、提高劳动生产率和在生产过程中进行某些特殊的工艺操作,实现机械化和自动化。
起重机械运送的物料可以是成件物品,也可以是散料,或者是液态的。
30t转炉计算书一.工艺参数:1.炉子公称容量:30 t2.最大铁水装入量:41 t3.最大脱碳速度:V C= 0.5%/min4.冶炼周期:36min5.炉气温度:1500℃6.炉气量; 23940 Nm3/h7.炉气含尘浓度: 120g/Nm38.炉气成份:二.工艺流程:转炉-活动烟罩-汽化冷却烟道-溢流文氏管(一文)-重力挡板脱水器-RD矩形文氏管(二文)-90°弯头脱水器-湿旋脱水器-煤气鼓风机-三通切换阀-放散烟囱水封逆止阀-煤气柜三.炉气量计算:V0=G*V C*22.4/12*[1/(CO+CO2)]*60=41000*0.005*(22.4/12)*[1/(0.86+0.1)]*60=23917 Nm3/h四. 烟气量计算:α=10%V=(1+1.88*0.1*0.86)* V0=(1+1.88*0.1*0.86)* 23917=1.1617*23917=27785 Nm3/h五. 燃烧10%后烟气成份:CO’= (1-0.1)* CO * V0/ V=(1-0.1)*0.86*23917/27785=0.774*0.861=66.64%CO2= (0.1* CO + CO2)* V0/ V=(0.1*0.84+0.1)* 23917/27785=15.9%O2=0.005* V0/ V=0.005*23917/27785=0.43%N2=(1.88*α* CO + N2)* V0/ V= (1.88*0.1*0.86+0.033)* 23917/27785= 0.19468*0.861=16.8%六.烟气浓度修正:C=C0/( V/ V0)=120/(27785/23917)=120/1.162=103.27 g/Nm3≈103 g/Nm3七. 溢流文氏管(一文)计算:1.进口烟气量:进口烟气温度:900℃当地大气压 P=760mmHg进口处烟气要求负压: P1=30mmH2OV1= V *[(273+900)/273]*760/(760-30/13.6)=27785*[(273+900)/273]*760/757.8=27785*4.2967*1.003=119742 m3/h2.水气比:当t1=900℃时水气比i=(0.55~0.815) 手册P185页取i=0.83.供水量:W1=0.8 * V1=0.8*119742=95794kg/h 取W1=96 m3/h4.一文入口热量:烟气定压容积比热(900℃) C1=0.364千卡/ Nm3手册P20页供水温度 t’1=35℃水的比热C S=1Q1= V* C1* t1+ W1* C S* t’1=27785*0.364*900+96000*1*35=9102366+3360000=12462366 kCal/h 取Q1=12.462x106 kCal/h5.一文出口热量:1)假定:一文出口烟气温度:t2=70℃烟气定压容积比热 C2=0.324千卡/ Nm3饱合水蒸汽分压力(70℃时) P H=233.7mmHg 手册P567页2)含湿量:f1一文出口负压值: 30+300=330mmH2Of1=0.804* P H /[( P -330/13.6)- P H]=0.804*233.7/[(760-330/13.6)-233.7]=187.895/[735.74-233.7]=187.895/502.04=0.3743 kg/Nm33)蒸发水量:W蒸1=V* f1=27785*0.3743=10400 kg/h4)一文排水量:W’1= W1- W蒸1=96000-10400 =85600 kg/h5)水蒸汽热焓:i1=595+0.46*t2=595+0.46*70=595+32.2=627.2 kCal/kg(也可查冶金设计手册表23-14得627.2kCal/kg)6)排水温度:t pw=70-5=65℃7)一文出口热量: Q2Q2=V*C2*t2+ W’1*C水* t pw+ W蒸1* i1=27785*0.324*70+85600*1*65+10400*627.2=630164+5564000+6522880=1271044 kCal/h=12.71x106 kCal/hQ2≈Q1前面假定值可行6. 一文出口烟气量:V2=[760/(760-330/13.6)]*[(273+70)/273]*(1+ f1/0.804)*V =1.033*1.25641*(1+0.3743/0.804)* 27785=1.29787*1.46554*27785=52850 m3/h7. 饱和烟气的密度:(干烟气在标准状态下的密度:r0=1.365 kg/Nm3) r1=(r0+ f1)/(V2/V)=(1.365+0.3743)/(52850/27785)=1.7393/1.9021=0.914 kg/m38. 一文几何尺寸计算:1)一文进口直径: U=20 m/sF1=V1/(3600*U)=119742/(3600*20)= 119742/72000=1.663m2D1=(1.663*4/3.140)1/2=1.455 m 取D1=1.45m2)喉口直径:D T U T=60m/sD T=[( V2*4)/(3.14*3600*U)]1/2=[(52850*4)/(3.14*3600*60)] 1/2=[211400/678585.6] 1/2=0.5582 m 取D T=560 mm3)收缩管长度:L1α收=23° (α收/2)=11.5°L1=(D1- D T)/ [2(tg11.5°)]=(1450-560)/[2(tg11.5°)]=890/[2*0.2035]=890/0.407=2187 mm 取L1=2180mm4) 一文出口直径: D2 U2=20 m/sF2= V2/(3600*U)=52850/(3600*20)=0.734 m2D2=(0.734*4/3.1416)1/2=0.9346 1/2=0.967 m取D2=1020mm5)扩散管长度: L2α扩=7° (α收/2)=3.5°L2=(D2- D T)/ [2(tg3.5°)]=(1020-560)/(2*tg3.5)=460/(2*0.061163)=460/0.12233=3760 mm6)喉口长度:L T=D T=560 mm9.一文溢流水量: W Tq T=5500kg/喉口园周米长.时手册P185页W T=3.1416* D T *5500=3.1416*0.56*5500=9676 kg/h取W T=9.7m3/h10.一文阻损:计算公式见手册P191页△P=(ξk+ξw iY w/Y g)V r2 Y g/2g ξw i=(0.89-0.34i)i=[0.4+(0.89-0.34i)i*1/0.945]602*0.945/(2*9.8)=[0.4+(0.89-0.34*0.80)*0.80*1.0582]*3600*0.0482=[0.4+0.618*0.80*1.0582]173.52=[0.4+0.5232]*173.52=0.9232*173.52=160.2mmH2O 取△P=300 mmH2O八.重力脱水器计算:1.脱水器有效断面积:烟气通过脱水器流速:取 5m/sF= V2/(3600*5)=52850/(3600*5)=2.9361 m2 (F=1500x1960)D=(2.9361*4/3.1416)1/2=1.933m 取D=1920 mm2.脱水器进口管管径:流速:取 15 m/sD=[(52850*4)/(3600*15*3.14)]1/2=[211400/169646]1/2=1.116m 取D=1120 mm2.脱水器阻损:△P=ξV j2* Y g /2g =2.85*152* Y g/19.6=2.85*152* 0.945/19.6=30.92 mmH2o 取△P=31 mmH2o九.调径文氏管(二文)计算:1.二文入口热量: Q3二文供水量气水比按1.2考虑W3=1.2*V2=1.2*52850/1000=63.42m3/h取W3=64 m3/h t3=35℃Q3= V*C2*t2+ W3*C水* t3+ W蒸1* i1=27785*0.324*70+64000*1*35+10400*627.2=630164+2240000+6522880=9393044 kCal/h=9.393x106 kCal/h2. 二文出口热量: Q4 (烟气在二文管内降温为7℃左右)二文出口烟气温度为 t4=70-7=63℃烟气63℃时的水蒸汽分压力 P H=171.39mmHg排水温度t5=63-3=60℃二文阻损(煤气回收时800~900 mmH2o) (放散时1000~1200 mmH2o) 计算取ΔP=1100mmH2o1)二文出口负压值: P’P’=760-(30+300+31+1100)/13.6=760-1461/13.6=760-107.4=652.6 mmHg2)含湿量: f2f2=0.804*[P H/(P’- P H)]=0.804*[171.39/(652.6-171.39)]=0.804*[171.39/481.21]=0.804*0.3562=0.2864kg/m33)排水量: W4W4= W3+V*(f1-f2)=64000+27785*(0.3743-0.2864)=64000+27785*0.0879=64000+2442=66442 kg/h 取W4=66.44 m3/h4)水蒸汽热焓:I’2I’2=595+0.46*63=624 kCal/kg5)蒸发水量:W’2W蒸2=Vf2=27785*0.2864=7958 kg/h6)二文出口热量:Q4Q4=V*C2*t4+ W4*C水* t5+ W蒸2* I’2=27785*0.324*63+66442*1*60+7958*624=567147+3986520+4965792=9519459=9.52x106 kCal/hQ4≈Q33.二文出口烟气量:V3=V*(1+ f2/0.804)*[(273+63)/273]*(760/P’)=27785*(1+0.2864/0.804)*[336/273]*760/652.6)=27785*1.3562*1.2308*1.1646=54013 m3/h4.二文几何尺寸确定:1)二文进口尺寸: V=15m/sF1= V2/(3600*15)=52850/(3600*15)= 52850/54000=0.979 m2取F1=1240x790=0..98 m22)二文喉口尺寸: V=100m/sF T= V3/(3600*100)=54013/360000=0.15 m2 (按订货喉口进行核算)喉口厂家资料:喉口断面0.475 m2矩形为950mm x 500mmD T=(0.475*4/3.1416)1/2=0.6041/2=0.78m3)二文出口尺寸: V=15m/sF2= V3/(3600*15)=54013/54000=1.00 m2取F2=1250x800=1.00 m24)收缩管长度: L1a)收缩角α收=23°b)收缩管长: L1=(1240-950)/2tg11.5°=290/(2*0.203)=714mm5) 扩散管长度: L2a)扩散角α收=7°b) L1==(1250-950)/2tg31.5°=300/(2*0.0611626)=2452mm6)喉口长度: L T=0.75D T=0.75*0.78=0.585 m 取L T=0.6 m十.弯头脱水器计算:1. 进口面积: V=12m/s0.8-考虑隔板占去的面积系数F入= V3/(3600*12*0.8)= 54013 /34560=1.566 m2 (取F入=1420×1150)2. 出口面积: V=10m/sF出= V3/(3600*10*0.8)= 54013/28800=1.88 m2 (取F出=1420×1370)3. 弯头脱水器截面积: V=8 m/sF0= V3/(3600*8*0.8)= 54013/23040=2.3443 m2 (取F出=1420×1690)4.阻损:(计算从简) 一般取30mmH20十一.复式挡板脱水器:1.塔内烟气速度: V C=3m/s2.进口流速: V P=20m/s3.出口流速: V Z=15m/s4.烟气容重:r t=(r0+f2)/(V3/V)=(1.365+0.2864)/( 54013/27785)=1.6514/1.944=0.85 kg/Nm35.烟气温度: t4=63℃含湿量f2=0.2864 kg/Nm3供水温度:t j=35℃6.进风管断面及直径:F入 D PF入= V3/(3600*20)= 54013/(3600*20)=0.75 m2D P=(0.75/0.785)1/2=0.95541/2=0.98 m 取D P=980mm7.筒体内径: D CD C=(V3/3600*3*0.785)1/2=(54013/8478)1/2=2.52 m 取D C=2520mm8. 出风管断面及直径: F出 D ZF出= V3/(3600*15)= 54013/(3600*15)=1.00 m2D Z=(1.0/0.785)1/2=1128 m 取D Z=1120mm9.筒体高度: H CH C=π* D C*tgθ+ D P+h0 h0=100~200=3.1416*2520*tg15+980+200 θ=13~17取θ=15° =7917*0.268+1180=2122+1180=3302 mm 取H C =3300mm10.芯管外径: D ID C/ D I≈3 则D I= D C/3=2520/3=840 mm取D I=820mm11.排尘浆口内径: D eD e=(1/8)*D C=0.125*2520=315 mm 取D e=320mm12.阻力: C=31.4/U P1.1=31.4/201.1=31.4/27=1.163ΔP=C*U2P*ρa/2g=1.163*202*0.85/2g=20.2 mmH2O取ΔP = 50mmH2O十二.风机前管道计算: V=20m/s1.管径:D=[V3/(3600*20*0.785)]1/2=[54013/56520] 1/2=0.956 m 取D=1020mm2.烟气容重:烟气压力:P=760-[(30+300+31+1100+30+50)/13.6]=760-113.3=646.7 mmHg含湿量: f3=0.804*[P H/(P- P H)]=0.804*171.39/(646.7-171.39)=131.7/475.31=0.277 kg/Nm3烟气容重:r x=(r0+f3)/(V3/V)=(1.365+0.277)/( 54013/27785)=1.642/1.944=0.845 kg/m3十三.风机的选用:1.从二文至风机管道温降按3℃计,则进入风机烟气温度为t j=60℃,P H=149.39mmHg。