数控铣中级工练习图纸
- 格式:pdf
- 大小:63.35 KB
- 文档页数:1
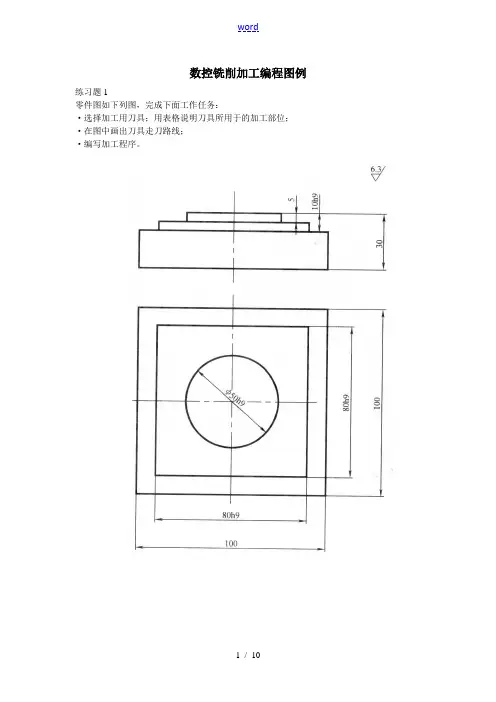
数控铣削加工编程图例
练习题1
零件图如下列图,完成下面工作任务:
·选择加工用刀具;用表格说明刀具所用于的加工部位;·在图中画出刀具走刀路线;
·编写加工程序。
零件图如下列图,编写加工程序。
·粗加工用φ30平底铣刀,刀具长度130mm,留1mm精加工余量;·精加工用φ10平底铣刀,刀具长度110mm
如下列图,完成下面任务:·对零件加工进展工艺设计·编写零件加工程序
如下列图,完成下面任务:·对零件加工进展工艺设计·编写零件加工程序
如下列图,完成下面任务:·对零件加工进展工艺设计·编写零件加工程序
如下列图,完成下面任务:·对零件加工进展工艺设计·编写零件加工程序
如下列图,完成下面任务:·对零件加工进展工艺设计·编写零件加工程序
如下列图,完成下面任务:·对零件加工进展工艺设计·编写零件加工程序
编写零件加工程序
图4-129 数控铣削加工综合应用一图例
编写零件加工程序。
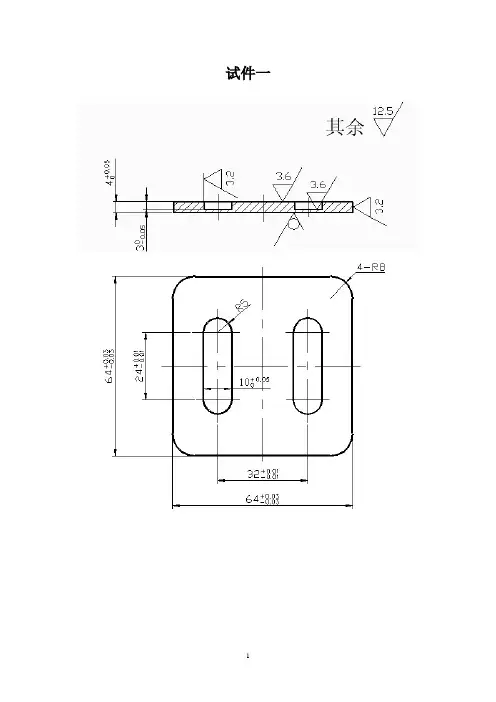
试件一坐标系建在工件中心O1234 O1235N10 G54G40G80G90G17G49; N10 G0X40Y0;N20 G0Z100; N20 G01Z-4F50;N30 M03S600M08; N30 G41Y8D01F120;N40 X40Y0; N40 G03X32Y0R8;N50 Z2; N50 G01Y-24;N60 M98P1235; N60 G02X24Y-32R8;N70 M05; N70 G01X-24;N80 M00; N80 G02X-32Y-24R8;N90 M03S800; N90 G01Y24;N100 G55; N100 G02X-24Y32R8;N110 M98P1236; N110 G01X24;N120 G51.1X0I-1000; N120 G02X32Y24R8;N130 M98P1236; N130 G01Y0;N140 G50.1X0I1000; N140 G03X40Y-8R8;N150 G0Z100; N150 G01G40Y0;N160 Y200; N160 Z200;N170 M30; N170 M99O1236N10 G0X16Y12N20 G01Z0F50N30 Y-12Z-3N40 G41D02X11F120N50 G3X21R5N60 G01Y12N70 G3X11R5N80 Y-12N90 G40X16N100 Z2N110 M99试件二坐标系建在R18圆弧中心O1234N10 G54G40G80G90G17G49 N20 G0Z100N30 M03S600M08N40 X0Y-50N50 Z2N60 M98P1235N70 M05N80 M00N90 M03S800N100 G55N110 G0X25Y20N120 Z2N130 M98P1236N140 G51.1Y0J-1000N150 M98P1236N160 G50.1Y0J1000N170 G0Z100N180 Y200N190 M30O1236N10 G0X25Y20 N20 G1Z-6F50N30 G41D01X18Y19F120 N40 G3X25Y12R7 N50 J8N60 X32Y19R7 N70 G1G40X25Y20 N80 Z2 N90 M99O1235 N10 G0X0Y-50 N20 G1Z-6F50 N30 G41D1X12F120 N40 Y-30 N50 G3X0Y-18R12 N60 G2Y18R18 N70 G3X12Y30R12 N80 Y40 N90 X44 N100 G2X50Y34R6 N110 G1Y15 N120 G3Y-15R25 N130 G1Y-34 N140 G2X44Y-40R6 N150 G1X20 N160 G40X0Y-50 N170 Z150 N180 M99试件三技术要求: 1.工件底面可与毛坯相连接。
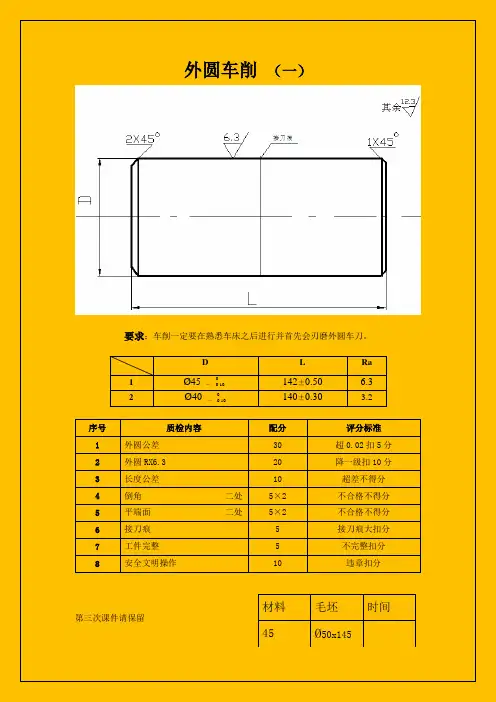
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。