光滑极限量规测量审核作业指导书
- 格式:doc
- 大小:37.50 KB
- 文档页数:3
光滑极限量规教程(塞规-检具)第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
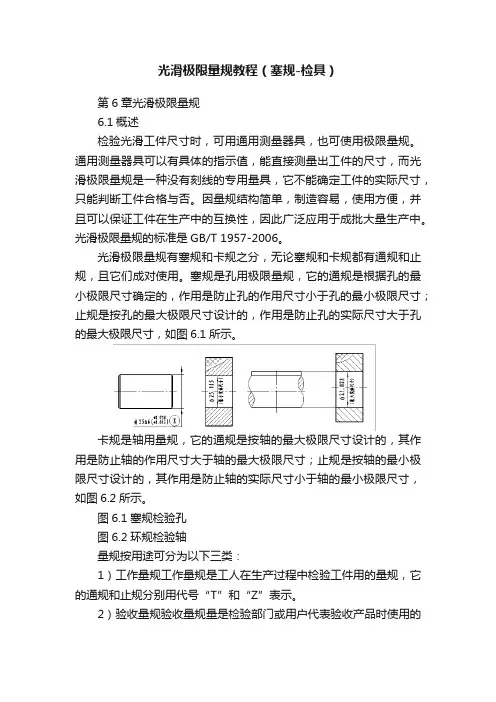
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。

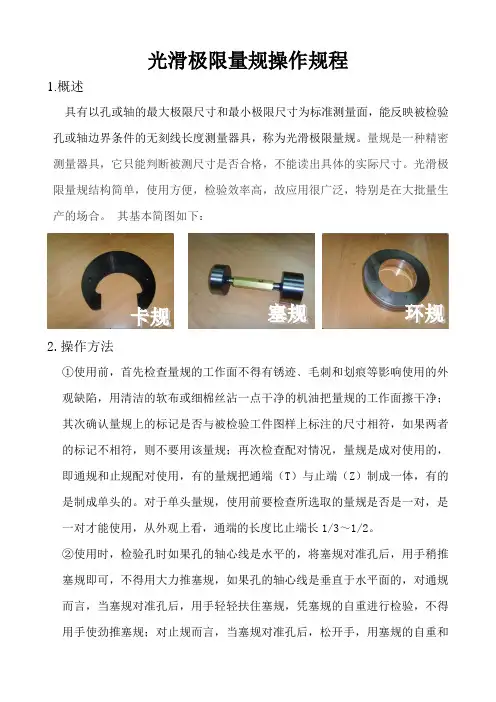
光滑极限量规操作规程1.概述具有以孔或轴的最大极限尺寸和最小极限尺寸为标准测量面,能反映被检验孔或轴边界条件的无刻线长度测量器具,称为光滑极限量规。
量规是一种精密测量器具,它只能判断被测尺寸是否合格,不能读出具体的实际尺寸。
光滑极限量规结构简单,使用方便,检验效率高,故应用很广泛,特别是在大批量生产的场合。
其基本简图如下:2.操作方法①使用前,首先检查量规的工作面不得有锈迹﹑毛刺和划痕等影响使用的外观缺陷,用清洁的软布或细棉丝沾一点干净的机油把量规的工作面擦干净;其次确认量规上的标记是否与被检验工件图样上标注的尺寸相符,如果两者的标记不相符,则不要用该量规;再次检查配对情况,量规是成对使用的,即通规和止规配对使用,有的量规把通端(T)与止端(Z)制成一体,有的是制成单头的。
对于单头量规,使用前要检查所选取的量规是否是一对,是一对才能使用,从外观上看,通端的长度比止端长1/3~1/2。
②使用时,检验孔时如果孔的轴心线是水平的,将塞规对准孔后,用手稍推塞规即可,不得用大力推塞规,如果孔的轴心线是垂直于水平面的,对通规而言,当塞规对准孔后,用手轻轻扶住塞规,凭塞规的自重进行检验,不得用手使劲推塞规;对止规而言,当塞规对准孔后,松开手,用塞规的自重和稍加点力进行检验。
塞规的通端要在孔的整个长度上检验,而且在2个~3个轴向截面内检验;止端要尽可能在孔的两头(对通孔而言)进行检验。
卡规的通端和止端,都要围绕轴心的3个~4个横截面进行检验。
③使用后,必须把量规用软布擦干净,放在其盒内保存,如果天气潮湿,或者放的时间较长,应该在擦干净后再涂上一层薄薄的防锈油再放入盒内保存。
3.注意事项①必须轻拿轻放,不得磕碰工件,更不得在机床运转的时候用量规去检验。
对于细长轴﹑薄板和薄壁套筒等类工件,加工过程中,它们容易变形,所以,应该在松去夹紧力之后,再用量规去检验。
不要把量规放在机床的刀架上等运动的地方,也不要把量规同刀具等工具放在一起,以免碰伤量规。
第6章 光滑工件尺寸检验和光滑极限量规设计教学提示:为了使零件符合规定的精度要求,除了要保证加工零件所用的设备和工艺装备具有足够的精度和稳定性外,质量检验也是一个十分重要的问题。
而质量检验的关键问题是确定合适的质量验收标准及正确选用测量器具。
我国参考ISO标准,制定了“光滑工件尺寸的检验”(GB 3177—1982,该标准于1996年进行了修订,新的标准代号GB/T 3177— 1997)和“光滑极限量规”(GB/T 1957—1981)两个国家标准。
本章主要介绍这两个标准的主要内容。
教学要求:本章让学生了解极限量规的类型、特点以及各种类型的量规的设计过程。
要求学生正确掌握光滑工件的质量验收标准、工作量规的设计依据和量规公差带的计算。
“公差与配合”制度的建立,给互换性生产创造了条件。
但是,为了使零件符合图样规定的精度要求,除了要保证加工零件所用的设备和工艺装备具有足够的精度和稳定性外,质量检验也是一个十分重要的问题。
而质量检验的关键是确定合适的质量验收标准及正确选用测量器具。
为此,我国制定了《光滑工件尺寸的检验》(GB/T 3177—1997)和《光滑极限量规》(GB/T 1957—1981)两个国家标准。
本章主要介绍这两个标准的主要内容。
6.1 光滑工件尺寸检验加工完的工件其实际尺寸应位于最大和最小极限尺寸之间,包括实际尺寸正好等于最大或最小极限尺寸,都应该认为是合格的。
但由于测量误差的存在,实际尺寸并非工件尺寸的真值,特别是实际尺寸在极限尺寸附近时,加上形状误差的影响极易造成错误判断。
因此,为了保证测量精度,如何处理测量结果以及如何正确地选择测量器具,国家标准“光滑工件尺寸的检验”对此都作了相应的规定。
本节主要讨论关于验收极限、验收原则和安全裕度的确定问题。
6.1.1 工件验收原则、安全裕度与验收极限把不合格工件判为合格品为“误收”;而把合格工件判为废品为“误废”。
因此,如果只根据测量结果是否超出图样给定的极限尺寸来判断其合格性,有可能会造成误收或误废。
光滑极限量规审核作业指导书1 概述:光滑极限量规是一种控制工件极限尺寸的定值量具,在大批量生产中被广泛的用于检验工件的基本尺寸1mm~50mm、公差等级IT6~IT16的孔和轴。
2 依据的技术法规:2.1 《JJG 343-2012 光滑极限量规检定规程》3 提供审核技术文件和被测样品:3.1被测量审核单位提供的被测样品的测量原始记录。
3.2被测量审核单位提供的被测样品的校准证书。
3.3被测量审核单位提供的被测样品的校准结果的不确定度分析。
3.4被测样品: 光滑极限量规。
4主要技术指标:主要技术指标如表1所示。
表1 主要技术指标5 测量审核项目:5.1外观:5.1.1要求:量规的测量面不应有锈迹、毛刺、黑斑、划痕等缺陷。
使用中的量规不应有明显影响外观和使用质量的缺陷。
在量规的非测量面上应标出制造厂商标、被检工件的基本尺寸、公差代号和量规的用途代号(单头双极限量规可不标志)。
5.1.2校准方法:目力观察。
5.2样品的主要技术要求:5.2.1校准用标准器及其他设备要求:标准器及其他设备如表2所示。
表2 标准器及其他设备5.2.2试验环境条件:5.2.2.1环境条件:校准量规尺寸时,室内温度相对20℃的偏差不应超过《JJG 343-2012光滑极限量规检定规程》表3的规定,室内温度应稳定,每小时变化不应大于0.5℃。
5.2.2.2等温时间:量规应放在室内等温,各种量规等温的最短时间见《JJG 343-2012 光滑极限量规检定规程》表2。
5.3校准方法:5.3.2量规的尺寸5.3.2.1量规的尺寸不应超过附录2的规定。
5.3.2.2校准方法5.3.2.2.1计量仪器的选择:推荐选择的计量仪器列于《JJG 343-2012 光滑极限量规检定规程》表6,也允许选用其他同等准确度的仪器。
5.3.2.2.2全形、非全形塞规:通、止端的尺寸时应选用平测头,在x、y方向上于A、B两个截面的4个位置进行校准。
5.3.2.2.3 球端杆规:校准球端杆规的尺寸时,应将被检杆规安装在仪器工作台的V 形块上,两支点设在距端部为全长的2/9处,用平测头进行校准。
光滑塞规 检验作业指导管理部门: 运作部品质课(机加工)文件页码第 1 页 共 3 页修订控制状态版 本 历 史修改内容 撰写 审核 批准 日期 A新发布光滑塞规 检验作业指导管理部门: 运作部品质课(机加工)文件页码第 2 页 共 3 页1. 目的对本公司操作光滑塞规检验的检验员进行正确的检测方法。
2. 范围适用于所有光滑塞规检测。
3. 定义规范光滑塞规的检验方法 4. 职责负责检测产品的检验员应按照检验作业指导书来检测,部门经理及管工应对检验员的操作情况进行监督和检查。
5.程序5.1检查光滑塞规是否在校准合格期内,如不在校准合格期内应送去校准部门校准。
5.2做塞规前,先检查塞规的规格与被测工件的孔径是否一致,辩识塞规GO 与NOGO 。
T 为GO ,Z 为NOGO 。
(如光滑塞规样本图片))5.3用气枪吹干净被测孔内的脏物,工件加工孔内不允许出现不可去除的脏物,硬毛刺,台阶等,以免塞规在检验中受到阻碍。
5.4用右手拇指和食指轻轻的将塞规GO 端塞进被测孔内,GO 端可塞进孔并达到图纸上每种产品的深度为合格品,塞不进的为不合格品,反之NOGO 端可塞进孔内的为不合格品,塞不进的为合格品(如光滑塞规正确使用图片)。
光滑塞规样本图片NOGO 端校准标签GO 端光滑塞规 检验作业指导管理部门: 运作部品质课(机加工)文件页码第 3 页 共 3 页光滑塞规正确使用图片6.相关文件图纸,测量表格,PMP 7.记录 测量表格8.附件无。
计量校准规范华荣集团有限公司自制光滑极限量规校准规范WAROM/CQC-JJF-002编 制:审 核:批 准:受控状态:发 放 号:2010-12-27发布 2010-12-30实施华荣集团有限公司内部资料 严禁外传前言本规范是根据JJG 343-1996 《光滑极限量规》、JJF 1001-1998 通用计量术语及定义、JJF 1071-2000 国家计量校准规范编写规则进行编制的。
本规范由华荣集团有限公司计量检测中心提出并负责起草。
本规范主要起草人:周建根本规范参加起草人:肖卫国、肖闽、陈世娥。
本规范于2010年12月27日首次发布。
A版0次 WAROM/CQC-JJF-002 共2页第1页1 范围本校准规范适用于公司自制光滑极限量规的要求。
2 引用文献JJF 1001-1998 通用计量术语及定义JJF 1071-2000 国家计量校准规范编写规则JJG 343-1996 光滑极限量规使用本规范时,应注意使用上述引用文献的现行有效版本。
3 术语3.1校准 Calibration(JJF 1001-1998)在规定条件下,为确定测量仪器或测量系统所指示的量值,或实物量具或参考物质所代表的量值,与对应的由标准所复现的量值之间关系的一组操作。
3.2 光滑极限量规是一种控制工件极限尺寸的定值量具。
4 概述对光滑极限量规进行校准,是否满足使用要求。
5 技术要求和校准方法5.1 外观5.1.1要求:量规的测量面不应有锈迹、毛刺、黑斑、划痕等缺陷,使用中的量规不应有明显影响外观和使用质量的缺陷。
5.1.2 校准方法:目力观察表面光滑并良好.5.2 硬度5.2.1 要求:量规测量面的硬度应为HRC58~65。
5.2.2 校准方法:用洛氏硬度计对量规进行测量。
5.3 表面粗糙度不超过1.6μm。
5.3.1 要求:自制量规测量面要求平均表面粗糙度Ra5.3.2 校准方法:用表面粗糙度比较样块对量规进行比对。
5.4 量规的尺寸A版0次 WAROM/CQC-JJF-002 共2页第2页5.4.1 要求:量规的尺寸偏差应不超过表1。
光滑极限量规审核作业指导书
1 概述:
光滑极限量规是一种控制工件极限尺寸的定值量具,在大批量生产中被广泛的用于检验工件的基本尺寸1mm~50mm、公差等级IT6~IT16的孔和轴。
2 依据的技术法规:
2.1 《JJG 343-2012 光滑极限量规检定规程》
3 提供审核技术文件和被测样品:
3.1被测量审核单位提供的被测样品的测量原始记录。
3.2被测量审核单位提供的被测样品的校准证书。
3.3被测量审核单位提供的被测样品的校准结果的不确定度分析。
3.4被测样品: 光滑极限量规。
4主要技术指标:
主要技术指标如表1所示。
表1 主要技术指标
5 测量审核项目:
5.1外观:
5.1.1要求:量规的测量面不应有锈迹、毛刺、黑斑、划痕等缺陷。
使用中的量规不应有明显影响外观和使用质量的缺陷。
在量规的非测量面上应标出制造厂商标、被检工件的基本尺寸、公差代号和量规的用途代号(单头双极限量规可不标志)。
5.1.2校准方法:目力观察。
5.2样品的主要技术要求:
5.2.1校准用标准器及其他设备要求:
标准器及其他设备如表2所示。
表2 标准器及其他设备
5.2.2试验环境条件:
5.2.2.1环境条件:校准量规尺寸时,室内温度相对20℃的偏差不应超过《JJG 343-2012光滑极限量规检定规程》表3的规定,室内温度应稳定,每小时变化不应大于0.5℃。
5.2.2.2等温时间:量规应放在室内等温,各种量规等温的最短时间见《JJG 343-2012 光滑极限量规检定规程》表2。
5.3校准方法:
5.3.2量规的尺寸
5.3.2.1量规的尺寸不应超过附录2的规定。
5.3.2.2校准方法
5.3.2.2.1计量仪器的选择:推荐选择的计量仪器列于《JJG 343-2012 光滑极限量规检定规程》表6,也允许选用其他同等准确度的仪器。
5.3.2.2.2全形、非全形塞规:通、止端的尺寸时应选用平测头,在x、y方向上于A、B两个截面的4个位置进行校准。
5.3.2.2.3 球端杆规:校准球端杆规的尺寸时,应将被检杆规安装在仪器工作台的V 形块上,两支点设在距端部为全长的2/9处,用平测头进行校准。
5.3.2.2.4 环规:校准环规尺寸时,应选用球测头,在x 、y 方向上于A 、B 两个截面的四个位置进行校准。
5.3.2.2.5 卡规:校准卡规的尺寸时,可在卧式光学计或万能测长仪上安装内测附件,借助于相应等级的量块和量块附件用比较法进行校准,两侧两面中点之间的距离为卡规的尺寸。
当用量块组进行校准时,应在测量面上涂一层凡士林油膜,先以最小极限尺寸组合进行试测,然后逐渐增加组合量块的尺寸,直至使卡规在标注力(无标注力在自重的作用下)顺利地通过量块组合体,这时量块组合体的尺寸即为卡规的尺寸。
6 测量审核结果的判定原则:
将参考试验室的样件测量结果和申请实验室的测量结果进行比较, 按下式计算E n 值.
ref
U U
X x E lab
n 2
2+-=
式中:
x :申请实验室被审核项目申报的实际测量值; U lab :申请实验室被审核项目申报的不确定度; X :参考值;
U ref :参考值的不确定度.
测量审核结论以Y 或N 表示.Y 即|E n |≤1,表示满意. N 即|E n |>1,表示不满意.。