纸张纹路丝缕
- 格式:docx
- 大小:17.29 KB
- 文档页数:3

书山有路勤为径;学海无涯苦作舟
纸张的印刷适性及对印刷质量的影响
影响纸张印刷适性的因素较多,主要包括如下几项:
纸张丝缕
是指纸张中大多数纤维排列的方向,一般把纤维排列方向与平板长边
垂直的叫横丝缕纸张。
纸张是一种对水分很敏感的物质,由于温、湿度的变化,纸张丝缕不
同方向的伸缩率相差很大。
因此,印刷或印后加工中,应考虑纸张丝缕对印刷品质量的影响。
在书刊装订中,书芯最好选择直丝缕纸,即纸张丝缕与书背平行,软封皮纸张的丝缕与书背垂直,以保证书本的平整度。
纸张的抗张强度
是指纸张或纸张所能承受的最大的张力,用绝对张力或断裂长来表示。
卷筒纸在高速轮转印刷中,如果纸张的抗张强度低于纸张受到的纵向拉力,就会出现纸张的断裂故障。
印刷速度越快,用于印刷的纸张的抗张强度应该越大。
纸张的表面强度
是指纸张在印刷过程中,受到油墨剥离张力作用时,具有的抗掉粉、
掉毛、起泡以及撕裂的性能,用纸张的拉毛速度来表示,单位是m/s。
高速印刷机印刷或用高黏度的油墨印刷时,应选用表面强度大的纸张,否则易发生纸张掉毛、掉粉的故障,从纸面上脱落下来的细小纤维、填料、涂料粒子,容易将印版上图像的网纹堵塞或堆积在橡皮布上,引起“糊版”
并使印版的耐印力下降。
纸张的含水量
指纸样在规定的烘干温度下,烘干至恒重时,所减少的质量与原纸样
专注下一代成长,为了孩子。
纸张丝缕对装订的影响纸张是书刊本册制作的主体材料,纸张也是装订加工的对象。
纸张的物理、机械和化学性能对书刊本册装订效果影响重大,了解纸张的特性、适性是为了获取理想的加工效果,避免出现次品或废品,造成不必要损失。
纸张适性是指纸张与装订条件相匹配,适合于装订作业的性能,主要有纸张的丝缕、抗张强度、表面强度、伸缩性等,而纸张的丝缕方向对装订质量会产生一系列直接影响,如纸张起哄、折封爆口、扫衬起皱、封面翘曲等弊病。
可见,正确认识纸张的丝缕十分重要。
一. 纸张丝缕的形成纸张丝缕是指纸张纤维组织的纹理,通俗的讲就是纸张中大多数纤维排列的方向。
纸张的主要成分是植物纤维和辅料。
植物纤维是指纤维素,半纤维素,辅料是指填料、胶料和染料。
造纸的原理就是从悬浮的纸浆中排出水分,使余下的造纸纤维交结在一起,形成纸张的过程。
造纸工艺过程可分为制浆→打浆→抄纸→整饰,其中抄纸程序是将以制好的纸浆加入大量的水,使纸浆中的纤维产生水化作用,当纤维随着水流分布在金属网时,由于纸浆水流的动能和高速运行的筛网的共同作用,使得纸张的纤维大致有规则地形成纵向纤维方向性,其后进入造纸机,使纤维紧粘着造纸毛毡上,以减去大部分水分,并经过成型、压榨、干燥及压光等程序而形成可用的纸张。
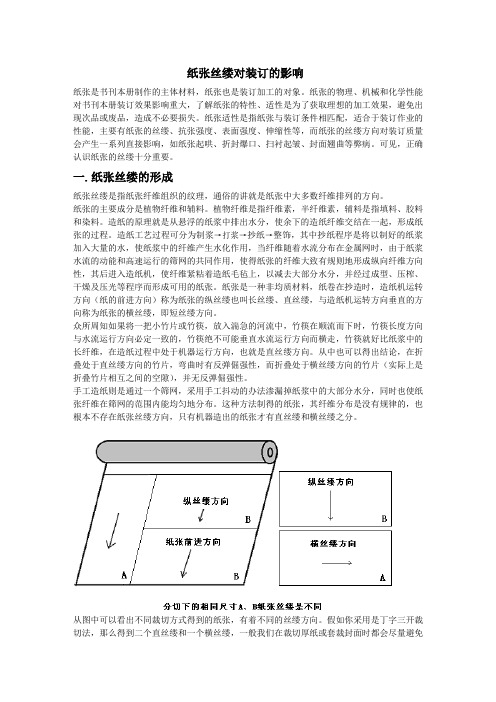
纸张是一种非均质材料,纸卷在抄造时,造纸机运转方向(纸的前进方向)称为纸张的纵丝缕也叫长丝缕、直丝缕,与造纸机运转方向垂直的方向称为纸张的横丝缕,即短丝缕方向。
众所周知如果将一把小竹片或竹筷,放入湍急的河流中,竹筷在顺流而下时,竹筷长度方向与水流运行方向必定一致的,竹筷绝不可能垂直水流运行方向而横走,竹筷就好比纸浆中的长纤维,在造纸过程中处于机器运行方向,也就是直丝缕方向。
从中也可以得出结论,在折叠处于直丝缕方向的竹片,弯曲时有反弹倔强性,而折叠处于横丝缕方向的竹片(实际上是折叠竹片相互之间的空隙),并无反弹倔强性。
手工造纸则是通过一个筛网,采用手工抖动的办法渗漏掉纸浆中的大部分水分,同时也使纸张纤维在筛网的范围内能均匀地分布。

判断纸张纵横向的方法有多种,以下为您推荐:
1. 撕裂法:在纸张没有折痕的情况下,双手将纸向相反方向自然撕开。
裂痕较平直的是纵向丝缕,裂痕明显呈波纹状的是横向丝缕。
2. 拉扯法:用双手分别捏紧纸的两边向外拉扯。
容易扯断的是横向纸,不容易扯断的是纵向纸。
3. 手执法:在纸的不同方向分别切取约100mm×10mm大小的纸条,用手指捏住其一端后让纸条平面水平悬伸出,看其自由弯曲状态。
弯曲较厉害的是横向丝缕,状态较平直的是纵向纹路。
4. 翻执法:在整叠的纸堆上,分别将不同方向的纸边向对边翻执,松开手后纸边自然复位。
纸边复位后保持较紧实状的是横向纸边;反之,间隙较大的是纵向纸边。
5. 水滴法:对于没有施胶的纸张,可把纸平放在桌上,向纸面滴一滴水,水滴扩散开后的形状呈椭圆。
椭圆的长轴方向即为纵向纸边,与此垂直的为横向纸边。
6. 浸湿法:将纸撕成圆形或方块状,放在水中浸湿,当纸面吸收水分后迅速出现卷曲。
卷曲的一边为横向纹路,没有卷曲的为纵向纹路。
7. 指甲滑行法:用指甲沿着纸张的上下方向和左右方向各滑行一次。
若上下方向呈波浪状,左右方向没有变化的,说明这张纸是纵向丝缕;反之,是横向丝纹路。
8. 机械测定法:分别按规则切取不同纸向的纸条,用检测纸张的仪器去测试纸样的环压强度、耐折度、抗张强度等。
测试数值大的纸张
为纵向丝缕;反之,则是横向纹路。

这样解决胶印纸张打折和起皱问题胶印印刷时,纸张进入滚筒受到压力作用后,在纸面上形成弯曲或枝状不规矩的凹凸折叠痕迹,称为纸张折皱形变,也叫纸张打拱或打折。
经过滚筒压印后出现的折皱是常见的一种工艺故障,不仅为工艺上带来麻烦,更重要的是严重影响了套印的准确性,破坏了整个局面的完整结构和美观。
上档次的产品,如果在印张上出现折皱纹路,即为不合格产品。
纸张起折皱按状态分布,可分为大折、小折、直折和枝纹折等类型。
主要原因是机械和纸张本身原因造成的,尤其是印刷较薄的纸张时,往往发生纸张的折皱现象。
一、纸张本身原因分析主要来源于纸张出现荷叶边和紧边,它们造成的纸张折皱的部分是不一样的,荷叶边引起的折皱在纸张四周,以拖梢部位为主,紧边引起的折皱在纸张中部,一般不出边。
二、压印滚筒咬牙力不均引起纸张折皱若压印滚筒咬牙咬力不均,会使纸张的压印过程不能均衡进行,导致纸张局部强行拉伸出现折皱,这种折皱与咬牙松紧有关,当压印滚筒咬牙两边紧中间松或两边松中间紧或一边紧一边松时都会出现不同位置的折皱,即折皱出现位置与咬牙松的一边对应。
为防止纸张折皱,压印滚筒咬牙的平整一致是绝对需要的,经校准时滚筒咬牙牙垫轻易不准变动,否则,不但容易出现纸张折皱,还会再现咬不住纸,纸破口等故障,有时还可由此引发其他故障。
以上两种原因也会同时引发折皱出现,应视具体情况分析,下面具体探讨几点。
1.纸张含水量分布不均匀。
四边含水量大于中间,即产生"荷叶边"现象,则会产生拖梢部位的折皱,若四边含水量小于中部,即出现纸张"紧边"现象则会产生中间部位的折皱。
2.输纸台压纸轮压力不均。
压纸轮是控制输送纸张时平整、等速、定位的装置。
由于各轮压力调节不等,纸张在输送过程中受到轴向力的影响,导致纸张在输送时中间鼓起,在前规定位时依然保持着中间鼓起的状态,压印后,鼓起无法消除,从而引起拖梢部位的折皱现象。
3.压印滚筒咬纸牙的咬合力不等。
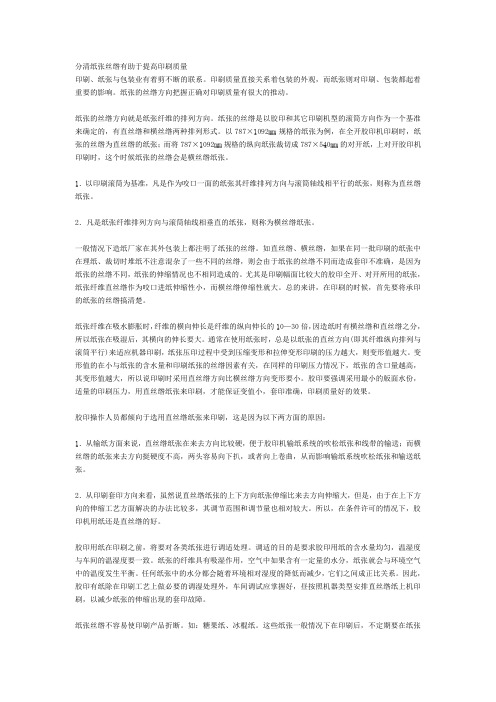
分清纸张丝绺有助于提高印刷质量印刷、纸张与包装业有着剪不断的联系。
印刷质量直接关系着包装的外观,而纸张则对印刷、包装都起着重要的影响。
纸张的丝绺方向把握正确对印刷质量有很大的推动。
纸张的丝绺方向就是纸张纤维的排列方向。
纸张的丝绺是以胶印和其它印刷机型的滚筒方向作为一个基准来确定的,有直丝绺和横丝绺两种排列形式。
以787×1092mm规格的纸张为例,在全开胶印机印刷时,纸张的丝绺为直丝绺的纸张;而将787×1092mm规格的纵向纸张裁切成787×540mm的对开纸,上对开胶印机印刷时,这个时候纸张的丝绺会是横丝绺纸张。
1.以印刷滚筒为基准,凡是作为咬口一面的纸张其纤维排列方向与滚筒轴线相平行的纸张,则称为直丝绺纸张。
2.凡是纸张纤维排列方向与滚筒轴线相垂直的纸张,则称为横丝绺纸张。
一般情况下造纸厂家在其外包装上都注明了纸张的丝绺。
如直丝绺、横丝绺,如果在同一批印刷的纸张中在理纸、裁切时堆纸不注意混杂了一些不同的丝绺,则会由于纸张的丝绺不同而造成套印不准确,是因为纸张的丝绺不同,纸张的伸缩情况也不相同造成的。
尤其是印刷幅面比较大的胶印全开、对开所用的纸张,纸张纤维直丝绺作为咬口进纸伸缩性小,而横丝绺伸缩性就大。
总的来讲,在印刷的时候,首先要将承印的纸张的丝绺搞清楚。
纸张纤维在吸水膨胀时,纤维的横向伸长是纤维的纵向伸长的10—30倍,因造纸时有横丝绺和直丝绺之分,所以纸张在吸湿后,其横向的伸长要大。
通常在使用纸张时,总是以纸张的直丝方向(即其纤维纵向排列与滚筒平行)来适应机器印刷,纸张压印过程中受到压缩变形和拉伸变形印刷的压力越大,则变形值越大。
变形值的在小与纸张的含水量和印刷纸张的丝绺因素有关,在同样的印刷压力情况下,纸张的含口量越高,其变形值越大,所以说印刷时采用直丝绺方向比横丝绺方向变形要小。
胶印要强调采用最小的版面水份,适量的印刷压力,用直丝绺纸张来印刷,才能保证变值小,套印准确,印刷质量好的效果。

书山有路勤为径;学海无涯苦作舟
纸和纸板的丝缕方向及其识别法
纸张的丝缕方向也称为纸张的方向、纸张的纵横向或纸张的丝绺方
向。
在造纸过程中,纸浆从流浆箱布到筛网上时,由于纸浆水流的动能和
高速运行的筛网上时,由于纸浆水流的动能和高速运行的筛网的共同作用,
使得纸张的纤维大致有规则地按照造纸机运行的方向排列而形成纸张的丝
缕方向。
一般规定:沿纸机运行方向为纸和纸板的纵向,用“MD`’(MachineDirection)表示,垂直于这个方向为横向,用“CD`’(CrossDirection)表示。
我们平时说的丝缕方向指的是纸和纸板的纵向。
纸和纸板的丝缕方向识别有很多方法,大致可分为两类:按标定识别
和检测识别。
一、标定法
1.文字说明法:
宽带纸和窄带纸,如787X1092mm的纸张,如果是宽带纸,则丝向为
787方向,即短丝;如果是宽带纸,则丝向为1092方向,即长丝。
2.字母表示法:有两种,一种使用Short和Length的第一字母表示
长丝纸,即787X1092mm(L)表示长丝纸,787X1092mm(S)表示短丝纸;第二种使用机器运行方向即Machine表不,如787X1092mm表示短丝,
787X1092mmM表示长丝纸。
3.箭头表示法:在纸张的外包装上标识箭头,箭头指示的方向即为纸
张的丝缕方向。
4.标签法:观察纸包装外标签和合格证的粘贴位置(一般情况下,标
签、合格证分别在纸张丝向两头的端面),当面对标签或合格证站立时,
专注下一代成长,为了孩子。
本文摘自再生资源回收-变宝网()纸张基本性能1. 定量定量俗称克重,是指单位面积纸张的重量,一般以每平方米多少克来表示。
定量是纸最基本的一项物理指标,它的高低及均一性,影响着纸张所有的物理、机械、光学和印刷性能。
定量也是纸及纸板最基本的一项质量指标。
因为大多数纸张是按重量销售的。
2. 水分水分是指纸和纸板在100-150℃下烘干至恒重时所减少的重量与原重量之比,以百分率表示。
水分是检测纸张的重要指标。
任何纸张的产品标准都有水分百分比的规定,这是因为构成纸张的主要成分是纤维素,纤维与水的关系,是纸张抄造中最重要的关系。
单根纤维的水分含量影响纤维强度、棉韧度和纸页成形性能。
纸张的水分影响纸张的重量、强度、耐久性、规格稳定性、油墨接受能力、整饰度、柔软度和纸张的整个印刷性能和电气性能等等。
因此,水分是纸张的重要指标。
3. 灰分灰分是指纸或纸板在燃烧后残渣的重量与绝干试样重量之比,以百分率表示。
纸与纸板的灰分主要是由纸中所填充物质等杂质量多少而异,一般为0.1-0.9%。
施胶物质以及矿物色料的灰分只是纸张全灰分中很少的一部分。
4. 厚度厚度表示纸张的厚薄程度。
测微计进行测定,以一定的面积一定的压力下测定纸张厚度大小,一般压力为980千帕,一般要求一批纸或纸板厚度一致,否则制成物品的厚薄就不一致。
5. 紧度紧度是指每立方厘米的纸和纸板的重量。
其结果以克/厘米3表示。
紧度是衡量纸或纸板结构的松紧程度的指标,是纸和纸板的基本性质。
它与纸张的多孔性、吸收性、刚性和强度有密切的关系,并且影响到纸和纸板的光学性能、印刷性能和物理性能。
6. 平滑度平滑度是指在一定的真空度下,一定容积的空气通过受一定压力的试样表面与玻璃面之间的间隙所需的时间,以秒表示。
平滑度决定于纸张的表面状况,如果纸面凹凸不平,纸的平滑度很差。
7. 抗张强度抗张强度是指纸或纸板所承受的张力。
通常以绝对张力表示:即一定宽度的试样的抗张力(牛顿);或以裂断长表示:即一定宽度的纸条在本身重力作用下将纸拉断时所需的纸张长度(米)或与横向切面的抗张力表示;即以试样单位横截面的抗张力(牛顿/米2)表示。
如何鉴别纸张的横纵向纸张的性能对印刷质量有着重要的影响,要想获得图文清晰、层次丰富、颜色鲜艳的复制效果,性能优异的纸张必不可少。
实际生产中,人们往往对纸张的吸墨性、白度、平滑度、表面强度等性能比较重视,但容易忽略纸张丝缕方向对印刷生产的影响,常常因纸张丝缕不对导致工艺操作难度加大,出现不必要的工艺质量故障。
纸张纤维排列是具有方向性的,这是因为纸张的主要成份是植物纤维,由于抄纸过程中纤维受到造纸机运转方向的牵引作用,大多数纤维沿造纸机运转方向排列,这就是纸张的丝缕方向。
根据纸张纤维组织排列的走向的不同,纸张丝缕方向分为纵向和横向,纸张纤维与造纸机运转方向一致的方向称为纵向(MachineDirection),与造纸机运转垂直的方向则称为横向(CrossDirection),对于单张纸来说,纤维走向平行于长边的纸张称为纵纹纸,纤维走向平行于短边的纸张称为横纹纸。
比如以787×1092mm规格的纸张为例,如果纸张纤维走向与1092mm这一长边平行,这种纸张就称之为纵纹纸,如果将纸张裁切成780×540mm的对开纸上机印刷,这时纸张的纤维走向与540mm这一短边平行,因此又称上机纸为横纹纸。
纸张丝缕方向不同,其纤维排列方向就不一样,因此纸张的许多性能具有较显著的方向性,尤其是圆网造纸机生产的纸张,纸张纵向与横向在伸长率、耐折性、抗张强度、撕裂度和挺度等方面的性能有着较大的差别,纸张横向的吸水伸长率比纵向大,纸张横向的撕裂度也比纵向的大,但纸张的抗张强度、耐折度和挺度则是纵向的较横向的大。
纸张纵横向的性能差异不可避免地给印刷生产带来了一定的影响,合理地利用纸张的丝缕方向能大大方便印刷工艺操作,有利于提高产品质量,但如果不考虑丝缕使用纸张,就有可能导致工艺操作难度加大,出现不必要的工艺质量故障,甚至使产品无法使用而报废,所以,我们在生产中使用纸张时,对纸张的丝缕方向应引起足够的重视,分清纸张的丝缕方向,根据不同的产品、不同的生产工艺要求,选择丝缕方向合适的纸张进行印刷生产。
书山有路勤为径;学海无涯苦作舟
纸张丝缕方向形成特点及实际应用(一)
作为印刷材料最主要部分的纸张,其性能.印刷适性的重要性已广为国内外印刷工作者所认同,如纸张的许多物理,机械和化学性能等。
然而在纸张的特性中,有一个啡常重要的物理特性却还没有引起我国印刷业的足够重视,即纸张丝缕方向。
本文结合笔者在生产教学中的实藏,就纸张丝缕方向及其实际应用等几个方面展开论述。
(一)纸张丝缕方向的形成及特点
1.形成
纸张丝缕方向通常也称为纸张的方向或者纸张的丝绺向,在造纸过程
中,纸浆从流浆箱流布到筛网(长网或网)上时,由于纸浆水流的动能和高速运行的筛网的共作用,使得纸张的纤维大致有规则地按照造纸机运行的向排列而形成纸张的丝缕方向。
而手工造纸则是通过一个筛网,采用手工抖动的办法漏掉纸浆中的大部分水分,同时也使纸张纤维在筛网的囤内能均匀地分布。
这种方法制得的纸张,其纤维分布没有规律的,也不存在纸张丝缕方向。
2.特点
(1)膨胀特性
由于纸张纤维在吸水发生膨胀时,其纤维伸长率远小蘸变粗率,这样
就形成了一个和纸张丝缕方向相对应的陶,即纸张膨胀方向,它和纸张丝缕方向相垂直。
陈在纸张含水量发生变化后,在纸张膨胀方向的尺寸变睦在纸张丝缕方向要大得多,这一点从纸张在印刷过程9常发生因单面吸湿而引起卷曲变形的情况就可以看出。
专注下一代成长,为了孩子。
纸张丝绺方向往往是印刷工艺设计过程中容易被忽视的一个环节。
在包装印刷企业,由于纸张需要对裱,还有瓦楞纸张的加入,重视程度相对比较高,但书刊印刷企业,往往就没有那么重视。
笔者所在的杭州日报报业集团盛元印务有限公司长年生产书刊类产品,而且采用报纸轮转、商业轮转、平版印刷、数字印刷等多种设备来完成书刊的印刷,积累了一些纸张丝绺方向对书刊类产品质量影响的经验,在这里和大家分享。
纸张是纤维的交织物,在造纸过程中因一定的运行方向,使大部分纤维形成与造纸运行一致的排列方向,通常把这种排列方向叫做丝绺方向。
这个方向决定了后续纸张吸水变形、脱水卷曲等一系列变化的方向,所以在工艺设计前必须先搞清楚纸张的丝绺方向。
盛元印务在纸张规格书写的规范性上做了明确要求,一般纸行或纸厂提供纸张时会提供规格,卷筒纸提供门幅,平张纸提供门幅×长度,从源头信息录入时就不能随意变换纸张规格书写的先后顺序。
从纸行或纸厂原始标签上的规格可以判断纸张的丝绺方向,一般卷筒纸的丝绺方向垂直于门幅,平张纸的丝绺方向垂直于门幅而平行于长度,这也是纸张(特别是平张纸)录入时不得随意更改规格书写的先后顺序的原因。
在工单编制及后期使用中都应严格遵守纸张规格的书浅述纸张丝绺方向写规范,以减免混用或错用纸张的情况发生。
一、纸张在垂直和平行于丝绺方向的伸缩变形特点纸张在使用和储运过程中,若纸张本身的含水量与环境的相对湿度未达到平衡状态,纸张就会发生失水或吸水现象。
若环境相对湿度较高,则纸张可能会发生吸水变形;若环境相对湿度较低,则纸张可能会发生失水变形。
仔细观察纸张的变形,会发现纸张在不同的纸张丝绺方向上表现出不同的伸缩变形特征。
纸张在平行于纸张丝绺的方向伸缩相对很小,甚至可以忽略不计,但是垂直于纸张丝绺方向上伸缩PRINTING FIELD 2020.02相对明显。
为观察纸张在不同丝绺方向的伸缩变形量差异,笔者选择了商业轮转印刷产品做测试,该过程既可以观察失水收缩变形量(印刷后经烘箱烘干失水变形),又可以观察到吸水伸长变形量(下机放置发生吸水变形)。