基于CAN总线的车身点焊监控系统设计
- 格式:pdf
- 大小:308.78 KB
- 文档页数:4
CS
VDD2
l VDD3 f
W R VSSl ALE V 2 SS VSS 3
趟
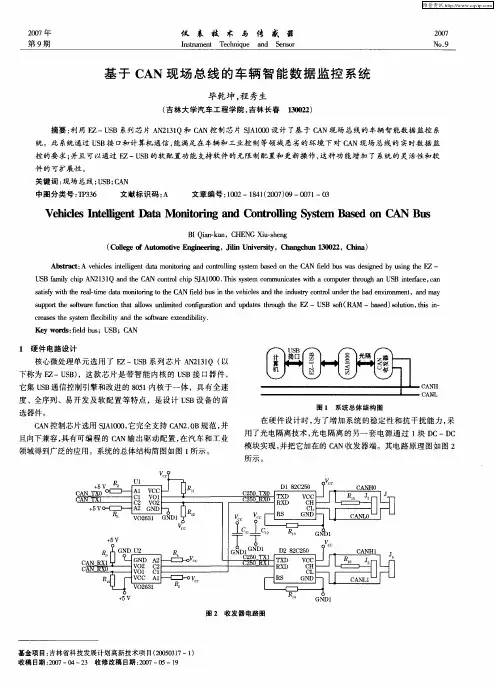
图2 智能节点电路图
[8 第3卷 71 3
第7 期
2 1- ( ) 0 1 7下
l
的相 关 器 件 中 已经 实 现 ,而 应 用 层 协 议 至 今 没 有
一
匐 似
胡德安 ,张 伟 , 陈益平
HU De a , - n ZHANG eiCHEN Yi ig W 。 — n p
( 南昌航空大学 航空制造工程学院 。 昌 3 0 6 ) 南 3 0 3 摘 要 : 介绍 了一种具有C N A 总线通 信功能的汽车 车身点焊控制 器。系统采用C N 场总 线作为通信 A现 传输方 式组建了监控 网络 ,设计 以A 8C 1 T 9 5单片机和C N 线控制器为核心 的通信模块 ,使 A总 点焊控 制器具有通信 功能。设计 了底层 电阻焊 网络控制器 的通信控制程序 ,通信 软件 和上层
线相 连 ,电阻 的限 流 作 用可 保护 8 C 5 2 20免受 过 流
的 冲 击 ,C _ 和 C N_ N A H A L与 地 之 间并 联 了 两 个
sJ 0 0 A1 0 ADO AD 1 AD TX0 TX1
1
— —
8 C2 0 2 5
2
2 GN 卜 t D
RXD c VRE Rs F VCC GND
5
A R D X ; 0
AD4 AD 5 LKo 7 U1
AD AD7 M ODE VDD 1
—
2 RX1
6. K 2
C=
4 K 7
4.K 7
6 17 N 3
而
CAN us b 3 3P 0P O
l 訇 地 造
基于C 总线 的车身点焊 监控 系统 设计 AN
De gn fm oniorng sy t si o t i s em oraut f om obi b l odi otw el ng bas e es sp di ed on CA N bus
以把该 焊机 的工 作状 态情 况及 时显示 给上位 机 ,使
在 现 场 总 线控 制 系统 中 ,各 现 场 设 备 是 通 过 节 点挂 接 在 总线 上 的 ,在 系 统 的组 网 中这 些节 点 大 多数 由相 应 的 控 制 器 与 单 片 机 接 口而 形 成 ,称 为 智能 节点 。单 片机 是采 集 系统 的核 心 ,直接 影 响
的基 础 和 关 键 ,针 对 汽 车 车 身 点 焊 过 程 中 的数 据
监控 系 统 ,制 定 的 C N 应 用 层协 议 主要 包 括标 识 A
符的 分配 和各 程序 流程 等 。
过 判 断状 态 寄存 器 的 某些 位 的状 态 ,对 总 线脱 离 、
错误 报警 、接 收 溢 出等情 况做 出位机之 间数据 的实时传输 。该控制器通信 速度快 ,工作 稳定 , 可应用于汽车车身点焊车间的网络化管理。 关键词 : 车身点 焊 ; A 总线 ;网络监控 C N 中图分类号 :T 7 P2 7 文献标 识码 :B 文章编号 :1 0 —0 3 ( 0 1 7下 ) 0 7—0 9 1421)( 一 07 4 0
工人在远离现场的情况下了解焊接状况,达到远程
监控 的 目的。并 开发 一种具 有该 网络 化通信 功能 的
点焊控制器以满足现代化点焊生产要求。
收稿 日舅:2 1- 12 0 1 0- 4 作者简介:胡德安 (96 16 -),男,湖北南漳人 ,教授 ,研究方 向为焊接过程 自动化 与智能化 。
为 焊 接 生 产 的 智 能 集 成 提 供技 术基 础 。 因此 基 于 C N A 总 线 的焊 接数 据 传 输 系统 使 得 车 身焊 接 过 程 的实 时性 和 可靠性 得 到 了保 证 口。 】
多缺点,主要表现在 : ) 1 监控 系统均为主从 式结
构 ,网 络 上 只 能 有 一 个 主 节 点 ,无 法 构 成 多主 冗
器 争 主 、 多报 文 的处 理 以及 报 文 数 据 处 理 。 接 收
子 程 序 负 责 把 中 心站 下 达 的配 置 信 息 或 控 制 命 令
个统 一 的 标准 ,所 以制 定 C N 总线 的 应用 层协 A
议成 为 C N 网络 应 用 中的核 心 问题 。 A 上 位 机 与 下 位 机 之 间 的通 信 是 实 现 监 控 功 能
传 输 可 靠性 高 ; A 总 线 当 中 一个 节 点 由于 某 些 C N 原 因 不 能正 常工 作 时 ,能 自动 关 闭 输 出 功 能 , 而 不 影 响其 它节 点的操 作 。采 用 C N 总 线构 建 点焊 A
网络 控 制 系统 ,不 仅 可 以 实现 焊 接 参 数 的在 线 控
第3 卷 3 第7 期 2 1 — ( ) 【7 0 1 7下 7J
1 l 出 遭 l 8
3P 0 F的小电容 ,用于滤除总线上的高频干扰。
3 控制器软件设计
点 焊 控 制 过 程 比较 复 杂 ,对 于 本 控 制 器 的软 件 部 分 采 用 功 能 模 块 式 结 构 设 计 ,这 样 可使 系统 的软 件 结 构 清 晰 , 易 于 理 解 ,便 于 调 试 、连 接 、 修 改 和 移 植 。 系 统 主 程 序 主 要 由 中 断程 序 设 计 、
D 23
一 卯 勰一 一
一一 一
检 测程 序 设 计 及子 程 序 设 计 三 个 方 面 组 成 。控 制 系统 的编 程 语 言 是 C 语 言 。控 制 器软 件 结构 框 图
如 图 3所 示 。
图1 基于C 总线 的系统拓扑 结构 AN
到 系统 的性 能 。从 系统 的 实际 要求 和成 本考 虑 ,本 控 制 系统 的 中 心器 件 选 用 性 价 比较 高 的 A 8 C 1 T 9 5 单 片 机 。 各 电 阻焊 微 机 控 制器 均 由 A 8C5 单 片 T9 1 机 ,独 立 C N 通信 控 制器 SA10 、C N 总 线收 A J 00 A 发器 P A8C 5 、高 速 光 电耦 合 器 6 3 C 2 20 N17以及外 部 电路 构 成 ,8C 1 责 SA10 95 负 J 00的 初 始 化 并 通 过 控 制 SA10 J 0 0实现 数 据 的 接 收 和 发送 等通 信 任 务 。 图 2为 C AN 总线 系统 智 能 节 点硬 件 电路 原理 图 ,J 0 0的 AD SA10 O~ AD 7连接 到 8C 1 P 9 5 的 0口,
余 系统 ,当主 节点 出现 故 障 ,系统 就无 法运 行 ; ) 2
2 控制器硬件设计
本 系 统 分 为 监 控 管理 计 算 机 和 电 阻焊 控 制 器
缺 乏统 一 的 规 范 和 通 信 协 议 , 系统 是 封 闭的 ; ) 3 波特 率较 低 ,传输 距离短 ,满 足不 了实 时性要 求 。
下 优 点 : A 最 多 可 带 10个 节 点 ,为 多处 安 置 C N 1 传 感 器设 备 提供 了可能 ; AN 总线 采 用短 帧通 信 , C
白车 身 焊 接 质 量 保 证 的 关 键 。现 在 的点 焊 控 制 器 普 遍 采 用 单 片 机 智 能 控 制 焊 接 过 程 ,现 场 得 到 的
D i1 .9 9J 1 n 1 0-0 3 .0 1 7 下 ) 2 o: 3 6} . s .0 9 1 4 21 .( . 2 0 / s
0 引言
汽 车 白车 身 ,多 数 为 承 载 式 全 焊 接 结 构 ,一 般 是 由数 百个 薄 板 冲压 件 经 焊 接 而 成 的 复 杂 结 构 件 。汽 车 白车 身 的 焊 接 方 法 主 要 采 用 电 阻 点 焊 工 艺 ,一 台 轿 车 车 身 的 焊 点 约 在 30 5 0~ 50 00点之 间。 汽 车 车 身 焊 装 用 的 点焊 设 备 占全部 电 阻 焊 产
数据通过 R S一2 2 R 3 或 S一45总线传输给上位 8
机 实 现 对 生 产 的 集 散 控 制 。但 电阻 点 焊 是 一 个 多 变 量 耦 合 和 大 量 随 机 不 确 定 因 素 的过 程 ,焊 点 形
核 时 间 短 ,影 响 因 素 多 ,质 量 监 测 难 度 大 ,随 着 生 产 自动 化程 度 日益提 高 ,要 求 采 用 更 精 确 的 方
信 息传 送 到 指 定 的分 站 。接 收 子程 序 首 先进 行 接 收 滤 波 ,确 认 该 帧 数 据 是 否接 收 ,若 接 收 ,先 按
照 数 据 链 路 层 协 议 拆 解 数 据 包 ,将 数 据 场 的数 据 提 取 出来 ,进 行 相 应 的 处 理 。 在处 理 过 程 中 ,通
的焊 接参数 控制 电 阻点焊机 完 成焊接 过程 ,并 将测 得 的焊 接过 程信 号发送 给上 位机储 存和 打 印。 C N A 总 线的 物理 层 和数 据链 路层 协 议在 C N A
各 C N 节 点 间 电 气 隔 离 。8C 5 A 2 20的 C _ 和 AN H
C AN_ L引 脚 各 自通 过 一 个 5 的 电 阻 与 C Q N A 总
扰 能 力 ,SA10 J 00的 T X0和 R X0通 过 高 速 光 电
耦合 器 6 3 Nl 7后 与 8 C 5 2 2 0相 连 ,实 现 总 线 上 的
图3 控制器软件结构 图
31 网络通信流程 . 操 作人 员根 据所焊 工件 的工艺 要 求 ,查 询焊 接 数据库 ,可以得到推荐的焊接参数 ,通过 C 适 N A 配 卡 发送到 指定 的下 位机 系统 ,下位 机根 据接 收到