转炉炉型控制与应用
- 格式:pdf
- 大小:86.82 KB
- 文档页数:3
转炉炉型和炉衬设计确定适合于转炉炉容量和操作条件的转炉炉型和各部位炉衬材质的设计。
是转炉炼钢车间设计的主要组成部分。
转炉炉型设计转炉炉型是指新砌成的转炉炉衬的内腔形状和尺寸。
氧气转炉的炉型通常是先用统计公式计算出转炉各部位的主要尺寸,然后再与炉容量相近、条件相似的实际生产转炉进行比较和调整后确定的。
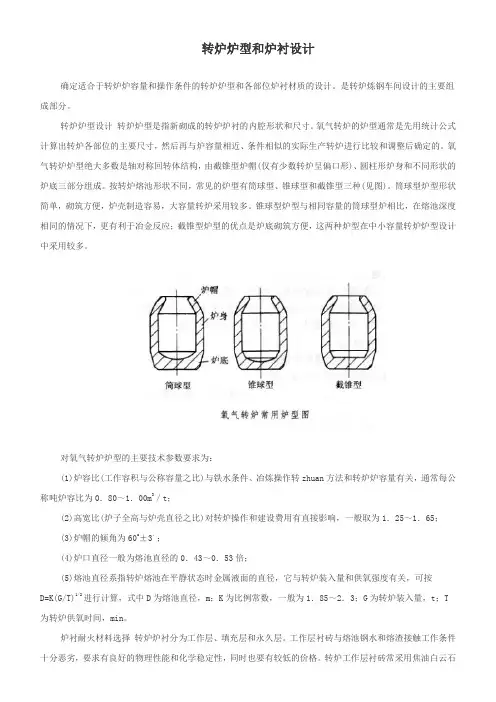
氧气转炉炉型绝大多数是轴对称回转体结构,由截锥型炉帽(仅有少数转炉呈偏口形)、圆柱形炉身和不同形状的炉底三部分组成。
按转炉熔池形状不同,常见的炉型有筒球型、锥球型和截锥型三种(见图)。
筒球型炉型形状简单,砌筑方便,炉壳制造容易,大容量转炉采用较多。
锥球型炉型与相同容量的筒球型炉相比,在熔池深度相同的情况下,更有利于冶金反应;截锥型炉型的优点是炉底砌筑方便,这两种炉型在中小容量转炉炉型设计中采用较多。
对氧气转炉炉型的主要技术参数要求为:(1)炉容比(工作容积与公称容量之比)与铁水条件、冶炼操作转zhuan方法和转炉炉容量有关,通常每公称吨炉容比为0.80~1.00m3/t;(2)高宽比(炉子全高与炉壳直径之比)对转炉操作和建设费用有直接影响,一般取为1.25~1.65;(3)炉帽的倾角为60o±3。
;(4)炉口直径一般为熔池直径的0.43~0.53倍;(5)熔池直径系指转炉熔池在平静状态时金属液面的直径,它与转炉装入量和供氧强度有关,可按D=K(G/T)1/2进行计算,式中D为熔池直径,m;K为比例常数,一般为1.85~2.3;G为转炉装入量,t;T 为转炉供氧时间,min。
炉衬耐火材料选择转炉炉衬分为工作层、填充层和永久层。
工作层衬砖与熔池钢水和熔渣接触工作条件十分恶劣,要求有良好的物理性能和化学稳定性,同时也要有较低的价格。
转炉工作层衬砖常采用焦油白云石砖、焦油镁砂砖、镁碳砖和二步煅烧砖,镁碳砖应用较广泛。
为了提高炉衬使用寿命,降低生产成本,设计和生产中广泛采用不同部位使用不同材质炉衬的“综合砌炉法”。
第二章 转炉炉型设计炉型设计的任务是确定所选炉型各部位的主要参数和尺寸,据此再绘出工程图。
2.1 转炉炉型的选择本设计为230t 的大型转炉,选用筒球型转炉。
2.2 转炉炉容比与高宽比2.2.1 炉容比(V/T , m 3/t )炉容比是转炉有效容积与公容量的比值,主要与供氧强度有关。
选取炉容比为0.90.2.2.2 高宽比高宽比是指转炉炉壳总高度与炉壳外径的比值,是作为炉型设计的校核数据。
取1.55.2.3 转炉主要尺寸的确定 2.3.1 熔池尺寸(1)熔池直径D熔池直径是指转炉熔池在平静状态时金属液面的直径。
可根据公式/D K G t =求得,其中:G ——新炉金属装入量,取公称容量,230t ,由前面计算可得; t ——吹氧时间,取20min ; K ——比例系数,取1.50; 则熔池直径D = 5.09m 。
(2) 熔池深度h 0熔池深度是指转炉熔池在平静状态时,从金属液面到炉底的深度。
对于筒球型熔池,取球缺体半径R = 1.1D =4.02m ,此时熔池体积C V 与熔池直径存在如下关系:230.7900.046C V hD D =-,即320(0.046)/0.79C h V D D =+。
熔池体积C V = 230/7.6= 30.263m ; 则熔池深度h 0=1.77m 。
2.3.2 炉帽尺寸(1) 炉帽倾角α倾角过小,炉帽内衬不稳定,容易倒塌;过大则出钢时容易钢渣混出和从炉口大量流渣。
在本设计中取α = 62°。
(2) 炉口直径d 0本设计中取取炉口直径为熔池直径的45%,即d 0 = 5.09×45% =2.29m(3) 炉帽高度H帽取炉口上部直线段高度H口 =350mm ,则炉帽高度为:H 帽 =1/200()tan D d H α-+= 1/2(5.09—2.29)tan62°+ 0.35 = 2.98m 2.3.3 炉身尺寸(1) 炉身直径转炉炉帽以下,熔池面以上的圆柱体部分称为炉身。
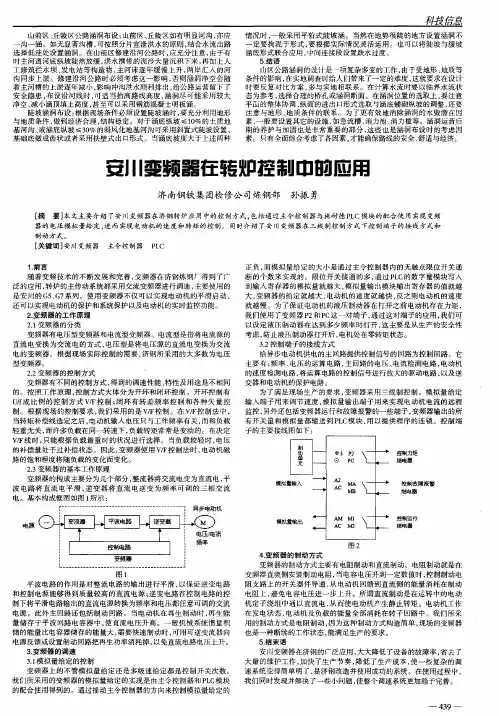
转炉煤气柜控制功能技术应用与研究张子健①(唐山钢铁集团有限责任公司设备机动部 河北唐山063000)摘 要 转炉煤气柜作为转炉煤气回收系统中重要的组成部分,在整个工艺控制过程中起到承上启下的作用。
转炉煤气柜在整个转炉煤气回收过程中,作为转炉煤气的临时储气容器,不仅要利用煤气柜平衡管网压力,完成转炉煤气的回收,而且要通过减少放散量提高煤气回收率,有效利用二次能源,达到节能减排,满足用户需求的目的。
为此我们通过对转炉煤气柜控制系统功能的开发应用,不断研究适合转炉煤气柜安全生产的一些方法。
关键词 转炉煤气柜 自动控制 联锁保护 新型智能点检中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z2 0151 前言唐钢不锈钢新5万m3转炉煤气柜采用的是威金斯干式煤气柜结构形式。
为满足不锈钢三座转炉的煤气回收要求,完成不锈钢节能环保任务,利用转炉煤气回收再利用的二次能源发电。
不锈钢新建5万m3转炉煤气柜煤气回收系统通过设备改造、工艺控制优化、联锁保护机制、自动控制监测、新智能点检等应用设计,解决了原有煤气柜控制保护手段单一,柜体老化泄露,大修将影响转炉煤气回收和造成大气环境污染的环保问题。
新智能点检的研发开辟了无人智能化、信息化系统的先河,进一步为企业降本、节能、增效注入新思路。
新柜的投入使用,实现了不锈钢三座转炉同时煤气回收的任务,并提供可靠的转炉和高炉烤包用转炉煤气源,同时利用转炉煤气回收二次能源再利用创造出客观的环保和发电效益。
2 工艺介绍唐钢不锈钢新5万m3转炉煤气柜通过收集炼钢吹炼过程产生的大量转炉煤气,由炼钢转炉、一次风机房、电除尘设备回收至煤气柜储气罐内,实现煤气回收管网压力平衡,经过加压机加压输送给热电发电、三座转炉炼钢以及高炉、转炉烤包的二次能源利用。
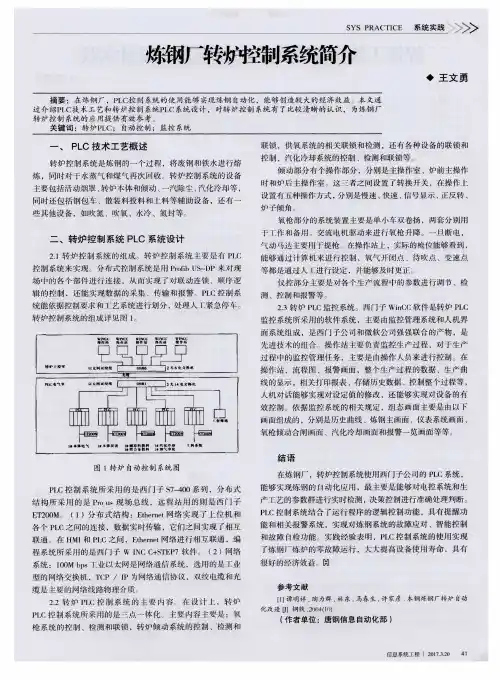
图1 工艺流程示意图3 控制功能技术应用3.1 PLC系统应用设计特点与实现功能本设计应用国内最先进的软硬件设计,完全满足转炉煤气柜生产工艺,始终以“基础研究、技术开发和工程应用携手,探索钢铁工业智能化和绿色化协同”的主题需求,贯彻数字化、信息化、环保化理念,使钢铁企业生产数据的进一步智能应用成为现实。
转炉炼钢枪位控制的基本原则1. 什么是转炉炼钢?转炉炼钢,听起来挺高大上的吧?其实它就是咱们用来把生铁变成钢的一种工艺。
想象一下,就像厨师在厨房里把原材料变成美味的菜肴。
转炉就像那位厨师,火力旺盛,操作得当,就能做出色香味俱全的钢材。
说白了,转炉炼钢的关键在于怎么控制这个“炉子”,保证钢水的质量和产量。
1.1 炼钢的基本流程首先,咱们得把生铁、废钢和一些添加剂放进炉子里,然后开启炉门,像打开一扇通往魔法世界的门,接着加热到高温。
哇,那火可真不是盖的,温度直逼1600度!就像把牛排烤得恰到好处一样,温度得精准控制,不能太低也不能太高,这样才能炼出高品质的钢水。
1.2 炼钢枪位的角色在这整个过程中,炼钢枪就像是个精灵,负责把氧气送入炉子,助力燃烧。
想想看,如果没有氧气,那炉子里可就热不起来了,钢水也就没戏了。
而且,炼钢枪的位置和操作手法也得好好把握,不然可就得“翻车”了。
简单说,炼钢枪的控制就像是在舞台上表演,得讲究节奏和位置,才能让整个过程顺利进行。
2. 炼钢枪位控制的原则2.1 精准定位首先,精准定位是绝对的王道。
就像我们去旅行,导航一定得准,不然可能就会迷路。
炼钢枪的位置也一样,得根据炉子的情况灵活调整,确保氧气能够均匀地送入每个角落。
这样才能让炉子里的温度均匀,钢水才能炼得更好。
2.2 适时调整再者,适时调整也是个重要环节。
就像一场篮球赛,场上局势瞬息万变,教练得随时调整战术。
炼钢的过程中,观察炉内的状态,及时调整炼钢枪的位置和角度,这样才能让整个过程如行云流水,顺畅无比。
万一炉内的气氛不对,温度升不上去,或是反应不够激烈,那可就麻烦了。
3. 常见问题及解决方法3.1 温度控制再来说说温度控制的问题。
有时候,炉子的温度就像调皮的小孩子,时高时低,让人心烦。
这个时候,我们得检查一下炼钢枪的状态,看看是不是氧气供应不够,或者位置没放好。
总之,得随时关注炉子的反应,才能避免温度波动带来的麻烦。
3.2 反应时间最后,反应时间也得关注。
转炉设计1.1转炉炉型设计1.1.1转炉炉型设计概述(1)公称容量及其表示方法公称容量(T),对转炉容量大小的称谓。
即平时所说的转炉的吨位。
(2)炉型的定义转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料切成的炉衬内形。
炉型设计内容包括:炉型种类的选择;炉型主要参数的确定;炉型尺寸设计计算;炉衬和炉壳厚度的确定;顶底复吹转炉设计。
1.1.2炉型种类及其选择(1)炉型种类根据熔池(容纳金属液的那部分容积)的形状不同来区分,炉帽、炉身部位都相同,大体上归纳为以下三种炉型:筒球形、锥球形和截锥形。
①筒球形炉型:该炉型的熔池由一个圆筒体和一个球冠体两部分组成,炉帽为截锥体,炉身为圆筒形。
其特点是形状简单,砌砖简便,炉壳容易制造。
在相同的熔池直径D和熔池深度h的情况下,与其他两种炉型相比,这种炉型熔池的容积大,金属装入量大,其形状接近于金属液的循环运动轨迹,适用于大型转炉。
②锥球形炉型(国外又叫橄榄形):该炉型的熔池由一个倒置截锥体和一个球冠体两部分组成,炉帽和炉身与圆筒形形炉相同。
其特点是,与同容量的其他炉膛相比,在相同熔池深度h下,其反应面积大,有利于钢、渣之间的反应,适用于吹炼高磷铁水。
③截锥体炉型:该炉型的熔池有一个倒置的截锥体组成。
其特点是,形状简单,炉底砌筑简便,其形状基本上能满足于炼钢反应的要求。
与相同容量的其他炉型相比,在熔池直径相同的情况下,熔池最深,适用于小型转炉。
结合中国已建成的转炉的设计经验,在选择炉型时,可以考虑:100~200t以上的大型转炉,采用筒球形炉型;50~80t的中型转炉,采用锥球形转炉;30t以下的小型转炉,采用截锥体转炉。
1.1.3转炉炉型主要参数的确定迄今为止,国内外还没有一套完整的转炉炉型的理论计算公式,不能完全从理论上确定一个理想的转炉炉型和炉型各部分尺寸参数。
现有的公式都属于经验公式。
目前国内各厂进行转炉炉型设计时,一般都是采用“依炉建炉”的设计方法。
即通过考察和总结同类转炉的长期生产情况和较先进的技术经济指标,结合采用经验公式和进行可行的模拟试验,再结合当地的条件做适当的修改,来确定转炉的炉型尺寸。
炼钢厂转炉系统自动化控制摘要:目前,转炉炼钢所采用的自动控制系统,满足了氧气转炉的冶炼生产、生产与信息管理、新技术的开发需要,创造的巨大的经济效益,具有广阔的推广价值。
本文通过对自动化控制系统作简单介绍,并对其工艺和带来的效果进行分析,为炼钢厂转炉系统自动化控制的了解提供参考。
关键词:炼钢厂转炉系统;自动化1炼钢厂转炉的工艺和系统功能1.1转炉炼钢的工艺目前,在不同的程度上对容积比较大的转炉炼钢所采用的均为自动控制。
本文将对自动化控制系统作简单介绍,包括转炉本体、散装料、一次除尘(oG 法)、吹氩站、循环的水泵房、炉后铁合金、二次除尘、混铁炉的除尘、三万气柜、VD炉水的处理等。
冶炼散装料主要是通过四条胶带机由低位料仓将转炉炼钢需要加入的配料送到转炉炉顶料仓;转炉本体作为整个系统核心的部分,进行转炉吹氧炼钢,到1700℃时从炉后钢包流出钢水,然后向转炉吹氮,经过溅渣护炉,向炉前出渣;把钢水倒入钢包之后,加入合金调节钢水成分;转炉烟气通过两个除尘的系统排出:一次除尘系统是通过高压的风机从转炉烟罩抽风,二次除尘系统是通过高压的风机,抽出天车从转炉倒入钢水的烟气。
1.2转炉系统功能系统对于生产全过程的情况进行监视,控制和管理的过程,这一点相较于过去的传统生产而言,更加精确的将生产过程中的数据进行了定位,检测,能够让操作人员对于生产过程中的实时参数更加的了解,这样转炉的运用就能够更加的高效和安全。
典型的转炉自动化控制系统的主要组成部分分为过程控制计算机,微型计算机和各种自动检测仪和电子称量装置等各个部分,这些部分共同组成了转炉的自动化系统,而且辅助系统还分为了供氧系统,原料系统和煤气回收系统等,这些都由计算机测控系统来检测。
计算机测控在本次研究中,采用的是PLC系列的产品,选择CPU 是系列中较为高性能的53414CPU型号,现场总线采用的是CRP系列产品,编程软件使用施奈德的产品Concept2.6。
系统自动化的过程主要设置三个级别来进行控制,首先是生产管理级别,然后是过程控制级别,最后是基础自动化级别,这些级别都是利用本次研究中的基础自动化控制级来进行编程的,这些自动化控制系统可以对炼钢厂转炉的数据进行采集,然后对于数据进行顺序的控制,监控的操作和通讯的各种过程控制,这些过程控制构成部分主要是由服务器,交换机和工作站等部分,这个系统自动化控制的试验数据主要是能够存储并且用于研究,所以系统自动化控制的价值还是非常重要的,实现了对于炼钢整个郭晨的参数科学化跟踪,能够对于数据进行分析和管理,整个系统的操作站是西门子的工业型号Win2000+SP3操作系统,性能卓越,能够通过以太网卡、双绞线与工业以太网相接。
标准转炉炉型
标准转炉炉型主要根据金属熔池的形状进行分类,包括筒球型、锥球型和截锥型三种。
其中,筒球型炉型由一个球缺体和一个圆筒体组成,具有炉型形状简单,砌筑方便,炉壳制造容易等优点。
熔池内型比较接近金属液循环流动的轨迹,在熔池直径足够大时,能保证在较大的供氧强度下吹炼而喷溅最小,也能保证有足够的熔池深度,使炉衬有较高的寿命。
大型转炉多采用这种炉型。
锥球型和截锥型炉型也各有其特点,但具体的形状和优缺点可能会因不同的设计和应用而有所差异。
此外,炉型的炉衬一般由工作层、填充层和永久层所构成。
工作层是指直接与液体金属、熔渣和炉气接触的内层炉衬,它要经受钢、渣的冲刷、熔渣的化学侵蚀、高温和温度急变、物料冲击等一系列作用。
要求工作层在高温下有足够的强度,一定的化学稳定性和耐急冷急热等性能。
永久层紧贴炉壳钢板,在修炉时一般不拆除,其主要作用是保护炉壳钢板,该层通常用镁砖砌成。
请注意,这里提供的信息是一般性的,具体的炉型设计和选择可能会根据实际的炼钢需求和条件进行变化。
在实际应用中,还需要考虑炉型的适应性、耐久性、经济性以及环保性等多方面因素。
浅析转炉炼钢终点控制技术应用摘要:转炉炼钢是现阶段效率较高、应用广泛的一种炼钢技术。
在冶炼过程中,终点控制是决定炼钢效果和冶炼周期的重要因素,加强终点控制也成为转炉炼钢技术应用中重点关注的技术要点。
随着转炉炼钢技术的不断成熟,关于终点控制的技术措施也逐渐增多,例如最早使用的人工经验控制,以及近年来兴起的自动控制等。
本文首先详细介绍了几种主流的转炉炼钢终点控制技术,随手结合企业实际应用情况,就该技术的未来发展趋势进行了简要分析。
关键词:转炉炼钢;终点控制;拉碳补吹法;自动化引言:转炉炼钢在实践应用中,由于入炉原料的质量参差不齐,加上炉内高温环境下化学反应的复杂性,决定了终点控制的精确性容易受到影响。
从转炉炼钢的工艺流程上来看,终点控制的实质就是对钢水中碳质量分数和温度的控制。
我国转炉炼钢技术始于20世纪五六十年代,经过半个多世纪的发展,已经形成了系统化的终点控制技术体系。
但是各种技术的基本原理、操作方法、技术成本等分别存在差异,这就需要炼钢厂结合自身情况选择恰当的终点控制技术,在保证钢材生产质量的基础上,也维护炼钢厂自身经济效益。
一、转炉炼钢终点控制的技术类型1、人工经验控制在转炉炼钢技术应用之初,人工经验控制是终点控制的主要方法。
根据具体形式的不同,又可以细分为两种,其一是拉碳补吹法。
依靠技术人员的工作经验,判断碳含量是否达到设计值,达到目标后停止吹氧,达到控制目的。
这种终点控制方法适合在一些碳含量较高的钢铁冶炼中使用。
其二是直吹增碳法。
其优点是一次性完成吹炼,中间不需要多次补吹,这样就极大的提高了冶炼效率,并且所得钢制品中含渣量较低,钢材质量较好。
2、静态控制静态终点控制模式下,技术人员需要先确定转炉炼钢所需要的各类材料,包括铁水、废钢,以及冶炼过程中吹氧速率等;然后还要确定吹炼钢种的目标。
在明确了这些基本要求和完成准备事项后,开始进行冶炼。
静态控制相比于上文中提及的人工经验控制,可以按照相关的标准提前进行计算,然后按照计算数据完成终点控制,在很大程度上减少了人工经验控制中存在的精度不准的问题。