减速器全套图-轴套(二)
- 格式:dwg
- 大小:47.76 KB
- 文档页数:1

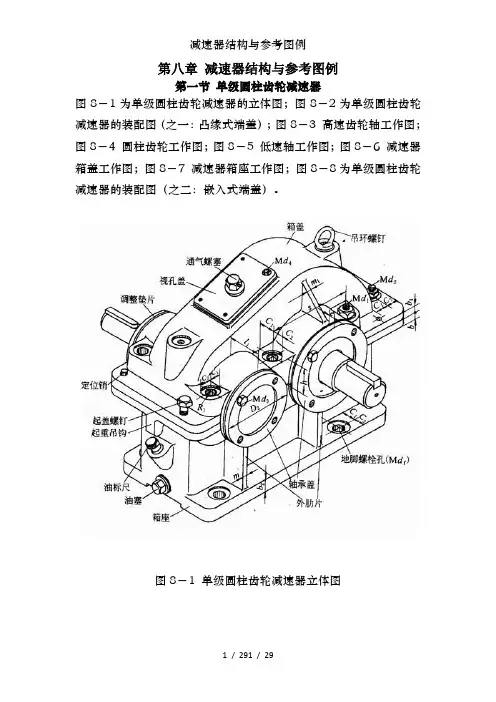
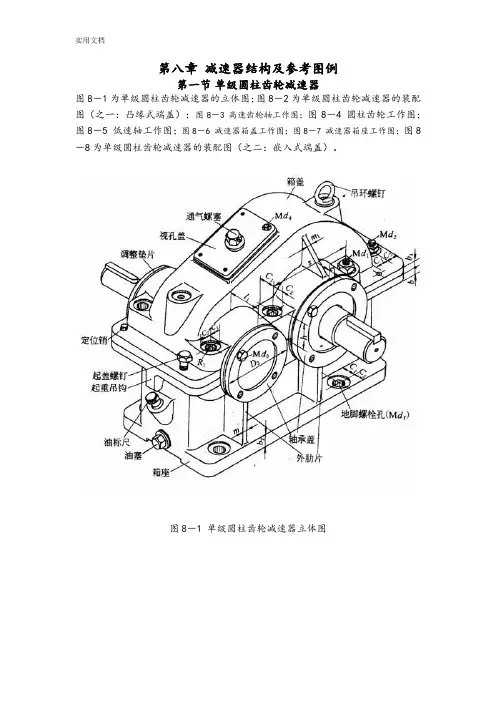
第八章减速器结构及参考图例第一节单级圆柱齿轮减速器图8-1为单级圆柱齿轮减速器的立体图;图8-2为单级圆柱齿轮减速器的装配图(之一:凸缘式端盖);图8-3 高速齿轮轴工作图;图8-4 圆柱齿轮工作图;图8-5 低速轴工作图;图8-6 减速器箱盖工作图;图8-7 减速器箱座工作图;图8-8为单级圆柱齿轮减速器的装配图(之二:嵌入式端盖)。
图8-1 单级圆柱齿轮减速器立体图图8-2 单级圆柱齿轮减速器装配图(之一)图8-4 圆柱齿轮工作图图8-5 低速轴工作图图8-8为单级圆柱齿轮减速器的装配图(之二)第二节单级圆锥齿轮减速器图8-9为单级圆锥齿轮减速器的立体图;图8-10为单级圆锥齿轮减速器的装配图;图8-11为单级圆锥齿轮减速器结构图(立式);图8-12 圆锥齿轮工作图。
图8-9 单级圆锥齿轮减速器立体图图8-10为单级圆锥齿轮减速器的装配图图8-11为单级圆锥齿轮减速器结构图(立式)图8-12 圆锥齿轮工作图第三节单级蜗杆减速器图8-13为单级蜗杆减速器的立体图;图8-14为单级蜗杆减速器的装配图;图8-15为单级蜗杆减速器装配图(有散热片);图8-16 蜗杆工作图,图8-17 蜗轮工作图。
图8-13 单级蜗杆减速器立体图图8-14 蜗杆减速器的装配图图8-15 单级蜗杆减速器装配图(有散热片)图8-16 蜗杆工作图图8-17 蜗轮工作图第四节双级圆柱齿轮减速器图8-18双级圆柱齿轮减速器立体图;图8-19为两种形式的双级圆柱齿轮减速器装配图;图8-20双级圆柱齿轮减速器装配图(焊接结构)。
图8-18 双级圆柱齿轮减速器立体图图8-19双级圆柱齿轮减速器装配图图8-20双级圆柱齿轮减速器装配图第五节圆锥-圆柱齿轮减速器图8-21圆锥-圆柱齿轮减速器立体图;图8-22圆锥-圆柱齿轮减速器装配图(之一);图8-23圆锥-圆柱齿轮减速器装配图(之二)。
图8-21 圆锥-圆柱齿轮减速器立体图图8-22圆锥-圆柱齿轮减速器装配图(之一)图8-23圆锥-圆柱齿轮减速器装配图(之二)。
减速器的作用,工作原理及主要结构1.减速器的作用及工作原理减速器是一种装在原动机与工作机之间用以降低转速,增加扭矩的装置,在生产中使用十分广泛,常见的有齿轮减速器,蜗轮蜗杆减速器等,本次测绘的部件为一级圆柱齿轮减速器。
齿轮减速器的工作原理:减速器一种把较高的转速转变为较低转速的专门装置。
由于输入齿轮轴的轮齿与输出轴上大齿轮啮合在一起,而输入齿轮轴的轮齿数少于输出轴上大齿轮的轮齿数,根据齿数比与转数比成反比,当动力源(如电机)或其他传动机构的高速运动,通过输入齿轮轴传到输出轴后,输出轴便得到了低于输入轴的低速运动,从而达到减速的目的。
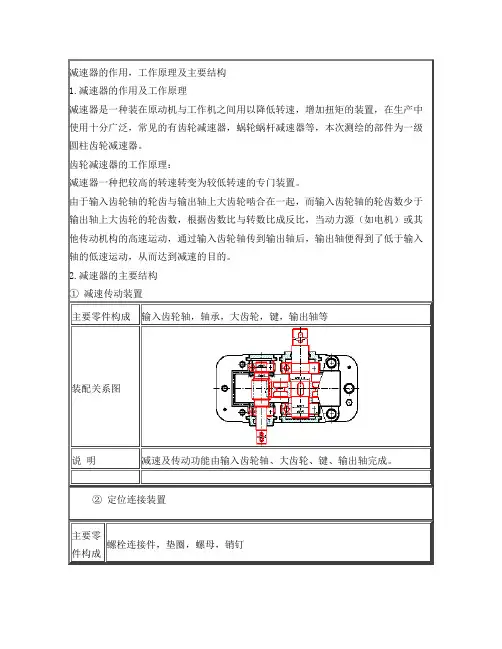
2.减速器的主要结构① 减速传动装置主要零件构成输入齿轮轴,轴承,大齿轮,键,输出轴等装配关系图说明减速及传动功能由输入齿轮轴、大齿轮、键、输出轴完成。
② 定位连接装置主要零螺栓连接件,垫圈,螺母,销钉件构成装配关系图说明为了使减速器的箱体,箱盖能重复拆装,并保证安装精度,本减速器在箱体、箱盖间采用锥销定位和螺栓连接的方式。
③ 润滑装置主要零件构成箱体,箱盖,齿轮,轴承说明本减速器需要润滑的部位有齿轮轮齿和轴承。
齿轮轮齿的润滑方式为大齿轮携带润滑油作自润滑;轴承润滑方式为大齿轮甩出的油,通过箱盖内壁流入箱体上方的油槽内,再以油槽流入轴承进行润滑。
④ 密封装置主要零件构成透盖,闷盖装配关系图说明为了防止润滑油泄漏,减速器一般都没计密封装置,本减速器采用的嵌入式密封装置,由两个透盖和两个闷盖完成密封。
⑤ 轴向定位装置主要零件构成透盖,闷盖,输出轴,输入轴,调整垫圈,定位轴套装配关系图说明输入齿轮轴的轴向定位由两端闷盖和透盖完成,间隙由调整垫片完成。
输出轴的轴向定位由其两端的闷盖、透盖和定位轴套完成,间隙调整由调整垫圈套完成。
⑥ 观察装置主要零件构成观察孔盖,油标组件装配关系图说明观察装置由箱盖上方的观察孔及箱体左下部油标组件组成。
观察孔主要用来观察齿轮的运转情况及润滑情况。
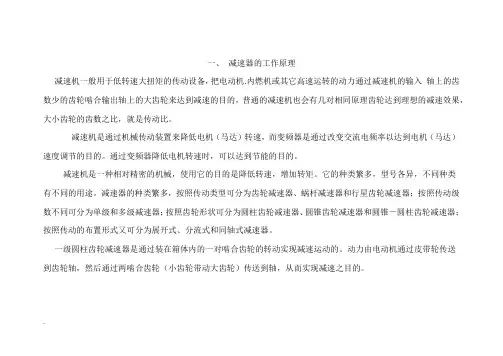
减速机一般用于低转速大扭矩的传动设备,把电动机.内燃机或其它高速运转的动力通过减速机的输入轴上的齿数少的齿轮啮合输出轴上的大齿轮来达到减速的目的,普通的减速机也会有几对相同原理齿轮达到理想的减速效果,大小齿轮的齿数之比,就是传动比。
减速机是通过机械传动装置来降低电机(马达)转速,而变频器是通过改变交流电频率以达到电机(马达)速度调节的目的。
通过变频器降低电机转速时,可以达到节能的目的。
减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩。
它的种类繁多,型号各异,不同种类有不同的用途。
减速器的种类繁多,按照传动类型可分为齿轮减速器、蜗杆减速器和行星齿轮减速器;按照传动级数不同可分为单级和多级减速器;按照齿轮形状可分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥-圆柱齿轮减速器;按照传动的布置形式又可分为展开式、分流式和同轴式减速器。
一级圆柱齿轮减速器是通过装在箱体内的一对啮合齿轮的转动实现减速运动的。
动力由电动机通过皮带轮传送到齿轮轴,然后通过两啮合齿轮(小齿轮带动大齿轮)传送到轴,从而实现减速之目的。
二、减速器的构造减速器主要由传动零件(齿轮或蜗杆等)、轴、轴承、箱体及其附件所组成。
现简要介绍一下减速器的构造。
1.齿轮、轴及轴承组合小齿轮与高速轴制成一体,即采用齿轮轴结构。
这种结构用于齿轮直径和轴的直径相差不大的场合。
大齿轮装配在低速轴上,利用平键作周向固定。
轴上零件利用轴肩、轴套和轴承盖作轴向固定。
由于齿轮啮合时有轴向分力,故两轴均采用一对圆锥滚子轴承支承,承受径向载荷和轴向载荷的复合作用。
轴承采用润滑油润滑,为防止齿轮啮合的热油直接进入轴承,在轴承与小齿轮之间,位于轴承座孔的箱体内壁处设有档油环。
为防止在轴外伸段与轴承透盖接合处箱内润滑剂漏失以及外界灰尘、异物进入箱内,在轴承透盖中装有密封元件。
图中采用接触式唇形密封圈,适用于环境多尘的场合。
2.箱体箱体是减速器的重要组成部件。
它是传动零件的基座,应具有足够的强度和刚度。


第1章初始参数及其设计要求保证机构件强度前提下,注意外形美观,各部分比例协调。
初始参数:功率P=2.8kW,总传动比i=5第2章 电动机 2.1 电动机的选择根据粉碎机的工作条件及生产要求,在电动机能够满足使用要求的前提下,尽可能选用价格较低的电动机,以降低制造成本。
由于额定功率相同的电动机,如果转速越低,则尺寸越大,价格越贵。
粉碎机所需要的功率为kw P 8.2=,故选用Y 系列(Y100L2-4)型三相笼型异步电动机。
Y 系列三相笼型异步电动机是按照国际电工委员会(IEO )标准设计的,具有国际互换性的特点。
其中Y 系列(Y100L2-4)电动机为全封闭的自扇冷式笼型三相异步电动机,具有防灰尘、铁屑或其它杂务物侵入电动机内部之特点,B 级绝缘,工作环境不超过+40℃,相对温度不超过95%,海拔高度不超过1000m ,额定电压为380V ,频率50HZ ,适用于无特殊要求的机械上,如农业机械。
Y 系列三相笼型异步电动具有效率高、启动转矩大、且提高了防护等级为IP54、提高了绝缘等级、噪音低、结构合理产品先进、应用很广泛。
其主要技术参数如下:型号:42100-L Y 同步转速:min /1500r 额定功率:kw P 3= 满载转速:min /1420r堵转转矩/额定转矩:)/(2.2m N T n ⋅ 最大转矩/额定转矩:)/(2.2m N T n ⋅ 质量:kg 3.4 极数:4极机座中心高:mm 100该电动机采用立式安装,机座不带底脚,端盖与凸缘,轴伸向下。
2.2 电机机座的选择第3章 传动比及其相关参数计算3.1 传动比及其相关参数的分配根据设计要求,电动机型号为Y100L2-4,功率P=3kw ,转速n=1420r/min 。
输出端转速为n=300r/min 。
总传动比: 73.430014401===n n i ; (3-1)分配传动比:取3=D i ; 齿轮减速器:58.1373.4===D L i i i ; (3-2) 高速传动比:5.158.14.14.112=⨯==L i i ; (3-3)低速传动比:05.15.158.11223===i i i L 。
第八章减速器结构与参考图例第一节单级圆柱齿轮减速器图8-1为单级圆柱齿轮减速器的立体图;图8-2为单级圆柱齿轮减速器的装配图(之一:凸缘式端盖);图8-3 高速齿轮轴工作图;图8-4 圆柱齿轮工作图;图8-5 低速轴工作图;图8-6 减速器箱盖工作图;图8-7 减速器箱座工作图;图8-8为单级圆柱齿轮减速器的装配图(之二:嵌入式端盖)。
图8-1 单级圆柱齿轮减速器立体图图8-2 单级圆柱齿轮减速器装配图(之一)图8-4 圆柱齿轮工作图图8-5 低速轴工作图图8-8为单级圆柱齿轮减速器的装配图(之二)第二节单级圆锥齿轮减速器图8-9为单级圆锥齿轮减速器的立体图;图8-10为单级圆锥齿轮减速器的装配图;图8-11为单级圆锥齿轮减速器结构图(立式);图8-12 圆锥齿轮工作图。
图8-9 单级圆锥齿轮减速器立体图图8-10为单级圆锥齿轮减速器的装配图图8-11为单级圆锥齿轮减速器结构图(立式)图8-12 圆锥齿轮工作图第三节单级蜗杆减速器图8-13为单级蜗杆减速器的立体图;图8-14为单级蜗杆减速器的装配图;图8-15为单级蜗杆减速器装配图(有散热片);图8-16 蜗杆工作图,图8-17 蜗轮工作图。
图8-13 单级蜗杆减速器立体图图8-14 蜗杆减速器的装配图图8-15 单级蜗杆减速器装配图(有散热片)图8-16 蜗杆工作图图8-17 蜗轮工作图第四节双级圆柱齿轮减速器图8-18双级圆柱齿轮减速器立体图;图8-19为两种形式的双级圆柱齿轮减速器装配图;图8-20双级圆柱齿轮减速器装配图(焊接结构)。
图8-18 双级圆柱齿轮减速器立体图图8-19双级圆柱齿轮减速器装配图图8-20双级圆柱齿轮减速器装配图第五节圆锥-圆柱齿轮减速器图8-21圆锥-圆柱齿轮减速器立体图;图8-22圆锥-圆柱齿轮减速器装配图(之一);图8-23圆锥-圆柱齿轮减速器装配图(之二)。
图8-21 圆锥-圆柱齿轮减速器立体图图8-22圆锥-圆柱齿轮减速器装配图(之一)图8-23圆锥-圆柱齿轮减速器装配图(之二)。
第八章减速器结构及参考图例第一节单级圆柱齿轮减速器图8-1为单级圆柱齿轮减速器的立体图;图8-2为单级圆柱齿轮减速器的装配图(之一:凸缘式端盖);图8-3 高速齿轮轴工作图;图8-4 圆柱齿轮工作图;图8-5 低速轴工作图;图8-6 减速器箱盖工作图;图8-7 减速器箱座工作图;图8-8为单级圆柱齿轮减速器的装配图(之二:嵌入式端盖)。
图8-1 单级圆柱齿轮减速器立体图图8-2 单级圆柱齿轮减速器装配图(之一)图8-4 圆柱齿轮工作图图8-5 低速轴工作图图8-8为单级圆柱齿轮减速器的装配图(之二)第二节单级圆锥齿轮减速器图8-9为单级圆锥齿轮减速器的立体图;图8-10为单级圆锥齿轮减速器的装配图;图8-11为单级圆锥齿轮减速器结构图(立式);图8-12 圆锥齿轮工作图。
图8-9 单级圆锥齿轮减速器立体图图8-10为单级圆锥齿轮减速器的装配图图8-11为单级圆锥齿轮减速器结构图(立式)图8-12 圆锥齿轮工作图第三节单级蜗杆减速器图8-13为单级蜗杆减速器的立体图;图8-14为单级蜗杆减速器的装配图;图8-15为单级蜗杆减速器装配图(有散热片);图8-16 蜗杆工作图,图8-17 蜗轮工作图。
图8-13 单级蜗杆减速器立体图图8-14 蜗杆减速器的装配图图8-15 单级蜗杆减速器装配图(有散热片)图8-16 蜗杆工作图图8-17 蜗轮工作图第四节双级圆柱齿轮减速器图8-18双级圆柱齿轮减速器立体图;图8-19为两种形式的双级圆柱齿轮减速器装配图;图8-20双级圆柱齿轮减速器装配图(焊接结构)。
图8-18 双级圆柱齿轮减速器立体图图8-19双级圆柱齿轮减速器装配图图8-20双级圆柱齿轮减速器装配图第五节圆锥-圆柱齿轮减速器图8-21圆锥-圆柱齿轮减速器立体图;图8-22圆锥-圆柱齿轮减速器装配图(之一);图8-23圆锥-圆柱齿轮减速器装配图(之二)。
图8-21 圆锥-圆柱齿轮减速器立体图图8-22圆锥-圆柱齿轮减速器装配图(之一)图8-23圆锥-圆柱齿轮减速器装配图(之二)。
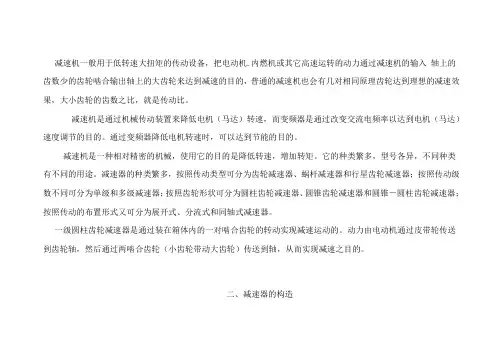
一、减速器的工作原理减速机一般用于低转速大扭矩的传动设备,把电动机.内燃机或其它高速运转的动力通过减速机的输入轴上的齿数少的齿轮啮合输出轴上的大齿轮来达到减速的目的,普通的减速机也会有几对相同原理齿轮达到理想的减速效果,大小齿轮的齿数之比,就是传动比。
减速机是通过机械传动装置来降低电机(马达)转速,而变频器是通过改变交流电频率以达到电机(马达)速度调节的目的。
通过变频器降低电机转速时,可以达到节能的目的。
减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩。
它的种类繁多,型号各异,不同种类有不同的用途。
减速器的种类繁多,按照传动类型可分为齿轮减速器、蜗杆减速器和行星齿轮减速器;按照传动级数不同可分为单级和多级减速器;按照齿轮形状可分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥-圆柱齿轮减速器;按照传动的布置形式又可分为展开式、分流式和同轴式减速器。
一级圆柱齿轮减速器是通过装在箱体内的一对啮合齿轮的转动实现减速运动的。
动力由电动机通过皮带轮传送到齿轮轴,然后通过两啮合齿轮(小齿轮带动大齿轮)传送到轴,从而实现减速之目的。
..二、减速器的构造减速器主要由传动零件(齿轮或蜗杆等)、轴、轴承、箱体及其附件所组成。
现简要介绍一下减速器的构造。
1.齿轮、轴及轴承组合小齿轮与高速轴制成一体,即采用齿轮轴结构。
这种结构用于齿轮直径和轴的直径相差不大的场合。
大齿轮装配在低速轴上,利用平键作周向固定。
轴上零件利用轴肩、轴套和轴承盖作轴向固定。
由于齿轮啮合时有轴向分力,故两轴均采用一对圆锥滚子轴承支承,承受径向载荷和轴向载荷的复合作用。
轴承采用润滑油润滑,为防止齿轮啮合的热油直接进入轴承,在轴承与小齿轮之间,位于轴承座孔的箱体内壁处设有档油环。
为防止在轴外伸段与轴承透盖接合处箱内润滑剂漏失以及外界灰尘、异物进入箱内,在轴承透盖中装有密封元件。
图中采用接触式唇形密封圈,适用于环境多尘的场合。
2.箱体箱体是减速器的重要组成部件。
一、减速器的工作原理减速机一般用于低转速大扭矩的传动设备,把电动机.内燃机或其它高速运转的动力通过减速机的输入轴上的齿数少的齿轮啮合输出轴上的大齿轮来达到减速的目的,普通的减速机也会有几对相同原理齿轮达到理想的减速效果,大小齿轮的齿数之比,就是传动比。
减速机是通过机械传动装置来降低电机(马达)转速,而变频器是通过改变交流电频率以达到电机(马达)速度调节的目的。
通过变频器降低电机转速时,可以达到节能的目的。
减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩。
它的种类繁多,型号各异,不同种类有不同的用途。
减速器的种类繁多,按照传动类型可分为齿轮减速器、蜗杆减速器和行星齿轮减速器;按照传动级数不同可分为单级和多级减速器;按照齿轮形状可分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥-圆柱齿轮减速器;按照传动的布置形式又可分为展开式、分流式和同轴式减速器。
一级圆柱齿轮减速器是通过装在箱体内的一对啮合齿轮的转动实现减速运动的。
动力由电动机通过皮带轮传送到齿轮轴,然后通过两啮合齿轮(小齿轮带动大齿轮)传送到轴,从而实现减速之目的。
..二、减速器的构造减速器主要由传动零件(齿轮或蜗杆等)、轴、轴承、箱体及其附件所组成。
现简要介绍一下减速器的构造。
1.齿轮、轴及轴承组合小齿轮与高速轴制成一体,即采用齿轮轴结构。
这种结构用于齿轮直径和轴的直径相差不大的场合。
大齿轮装配在低速轴上,利用平键作周向固定。
轴上零件利用轴肩、轴套和轴承盖作轴向固定。
由于齿轮啮合时有轴向分力,故两轴均采用一对圆锥滚子轴承支承,承受径向载荷和轴向载荷的复合作用。
轴承采用润滑油润滑,为防止齿轮啮合的热油直接进入轴承,在轴承与小齿轮之间,位于轴承座孔的箱体内壁处设有档油环。
为防止在轴外伸段与轴承透盖接合处箱内润滑剂漏失以及外界灰尘、异物进入箱内,在轴承透盖中装有密封元件。
图中采用接触式唇形密封圈,适用于环境多尘的场合。
2.箱体箱体是减速器的重要组成部件。
UGNX5.0上机练习建模零件总汇二○一一年十月
上机练习1 轴、齿轮轴的建模
安徽
安徽
上机练习2 齿轮、调整环、套筒的建模
安徽
安徽
安徽
上机练习3 轴承、闷盖的建模
安徽
2
1:1
轴承204
安徽
2
1:1
轴承
206
安徽
安徽安徽上机练习4 透盖、油封、挡油环的建模
安徽
安徽
安徽
安徽安徽
安徽
25/65
螺栓M8×25/65
Φ6.75
安徽
螺母M8
上机练习7 减速器装配
减速器装配图(局部)
箱体螺栓M8×55小透盖小油封齿轮轴大闷盖大调整环轴轴承206 套筒螺栓M8×25挡油环轴承204 小调整环小闷盖键大油封大透盖齿轮
大齿轮轴上零件安装三维参考图1大齿轮轴上零件安装三维参考图2小齿轮轴上零件安装三维参考图1小齿轮轴上零件安装三维参考图2
三维装配参考图。