基于MC9S12XS128单片机的手工焊机参数采集装置设计与研究
- 格式:pdf
- 大小:228.74 KB
- 文档页数:4

4 | T echniques of Automation & Applications两轮自平衡车控制系统的设计与实现周牡丹,康 恺,蔡普郎,黄天健(厦门大学嘉庚学院电子工程系,福建 漳州 363105)摘 要:根据飞思卡尔智能车竞赛的要求,设计了基于MC9S12XS128单片机的两轮自平衡智能车控制系统。
介绍了该智能车系统的硬件模块电路设计、控制系统的构成及核心控制算法的实现。
在此基础上详细介绍了用于智能车直立控制、速度控制和方向控制的参数调试时简单易行的关键技术。
经过反复多次的实验表明,本文设计的两轮自平衡车控制系统性能可靠,在车身保持直立平衡的同时能够沿着赛道快速平稳运行.关键词:两轮自平衡车;PID控制;CCD路径检测;直立控制中图分类号:TP273 文献标识码:B 文章编号:1003-7241(2014)10-0004-05Design and Implementation of Two-WheeledSelf-Balancing Vehicle Control SystemZHOU Mu-dan, KANG Kai, CAI Pu-lang, HUANG Tian-jian( Dept.of Electronic Engineering, TKK College, Xiamen University, Zhangzhou 363105 China )Abstract: For Freescale smart car contest requirements, a two-wheeled self-balancing intelligent vehicle control system based onMC9S12XS128 is designed. This article introduces the design of the hardware module circuit, the structure of control system, and the implementation of the core control algorithm about the vehicle. The key technologies for debugging the upright control, speed control and direction control of the intelligent vehicle are also discussed in the paper. After repeated experiments , it shows that the design of the two-wheeled self-balancing vehicle control system is feasible and reliable. The vehicle can run quickly and smoothly along with the track while maintaining upright balance.Key words: two-wheeled self-balancing vehicle; PID control; CCD path detection; upright control收稿日期:2014-05-201 引言近年来,两轮自平衡电动车以其绿色节能、灵活便捷等优点而得到很大的发展。

MC9S12系列单片机程序下载系统的设计与实现的开题报告摘要:本文介绍了一种基于MC9S12系列单片机的程序下载系统,该系统具有以下特点:使用串口和USB口进行通讯,支持Hex文件格式,具有跨平台性,可以在Windows、Linux、MacOS等不同操作系统下运行;对于不同版本的单片机,可以通过图形界面进行选择正确的芯片型号以及波特率等参数,从而实现灵活、方便地进行下载。
本文详细介绍了系统的具体设计及实现过程,包括硬件设计和软件编程,同时对系统的测试结果进行了分析和总结,验证了系统的可行性和实用性。
关键词:MC9S12单片机、程序下载、串口通讯、USB通讯、Hex文件、跨平台性一、研究背景与意义MC9S12单片机是一种常用的微处理器,拥有很高的性价比和极强的扩展性。
它可以广泛应用于工业自动控制、汽车电子、仪器仪表、家用电器、通信设备等领域,是很多嵌入式系统设计的首选芯片。
对于MC9S12单片机的程序开发和调试工作,程序下载是必不可少的一个环节。
因此,一个高效、稳定、易用的程序下载系统对于嵌入式系统的开发十分重要。
当前,市面上已经存在一些针对MC9S12单片机开发的程序下载系统,例如PE Micro公司的PROG12Z、P&E公司的Cyclone等。
这些软件具有很高的实用性和稳定性,但是它们通常需要高昂的费用,并且只能运行在特定的操作系统平台上。
因此,对于后期的开发和维护工作,将增加很多不必要的成本和麻烦,限制了程序开发人员的选择空间。
针对这一问题,本文提出了一种基于MC9S12单片机的程序下载系统,具有以下特点:使用串口和USB口进行通讯,支持Hex文件格式,具有跨平台性,可以在Windows、Linux、MacOS等不同操作系统下运行。
该系统可以方便、高效地实现MC9S12单片机程序的下载,提高程序开发和调试的效率,减少成本,为嵌入式系统开发提供更加可靠和便利的服务。
二、系统设计与实现(一)硬件设计系统硬件由两部分组成:下载器和单片机板。


基于MC9S1 2XS1 28单片机智能寻迹小车的设计摘要:本文给出了智能小车寻迹系统的软硬件方案设计和开发流程。
采用飞思卡尔MC9S12XS128单片机作为智能小车控制芯片,设计了电源、电机驱动、激光传感器以及测速等模块,小车的速度、转向控制采用PID控制方法,测试结果表明,小车能够平稳实现寻迹功能。
关键词:智能寻迹电机驱动激光传感器PID控制A Design of Intelligent Tracing Car Based on MC9S12XS128Abstract:This paper describes a design of hardware and software of the intelligence tracking car. The system uses Freescale MC9S12XS128 MCU as the control unit. Besides, a series of modules are designed, such as the power circuit, motor driver circuit, laser sensors and speed detecting modules. We use PID control method to control the speed and direction which helps realize intelligence tracking steadily.Key words:intelligence tracking motor driver laser sensor PID control该文以飞思卡尔杯智能车大赛为研究背景,研究了智能寻迹小车的软硬件方案设计和开发流程。
硬件电路方面采用飞思卡尔MC9S12XS128作为核心处理器,通过对比不同设计方案的性能,给出了智能小车电源、电机驱动、光电传感器以及测速等模块的设计方案并加以实现。
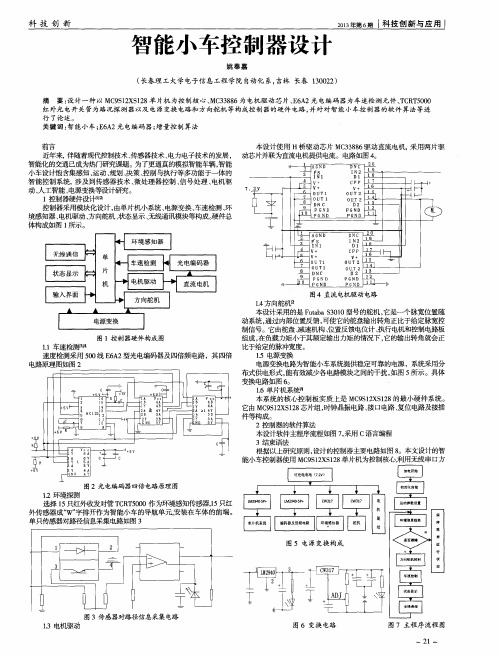
82 | 电子制作 2019年10月1 系统方案设计本设计中采用MC9S12XS128单片机作为主控芯片,采用NTC的热敏电阻作为测温传感器,单片机内部集成16通道、12位精度、多路输入复用的逐次逼近型模数转换器,利用该ATD(也记做A/D)模块对测温传感器的输出信号进行模/数转换,然后由单片机换算成对应的温度信号后通过数码管进行显示,同时,设计了一种传感器信号测量与处理电路,利用该电路和单片机内部的AD转换模块可以提高温度测量的精度。
具体设计框图如图1所示。
2 硬件电路设计■2.1 最小系统电路设计MC9S12XS128单片机最小系统电路包括电源电路、复位电路、时钟电路、BDM下载电路等,它是保证单片机能够正常工作的基本电路,电路如图2所示,时钟电路由晶振Y1和起振电容C3、C4、晶振电阻R2为组成,为单片机提供系统工作时钟,复位电路由电阻R4、电容C6和按键S1组成,按下S1键时可以实现手动复位。
程序下载调试采用Freescale公司传图1 设计框图■2.2 传感器信号测量与处理电路设计为了保证传感器的输出精度较高的温度电压值,本设计中采用了专门的信号测量与处理电路,如图3所示,电路中利用TL431可控精密稳压源和电位器与RP0调节产生4.096V稳定电压,采用电阻R7,R8,RP1和NTC热敏电阻RT构成测量电桥,其中R6=R7,RP1为5k的精密电阻,当图2 最小系统电路图3 传感器信号测量与处理电路www�ele169�com | 83电子基础RT 的电阻值和RP1的电阻值不相等时电桥输出一个毫伏级的压差信号,经过集成运放LM358放大后输出与温度相关的电压信号,该信号直接送到单片机的AN0端口进行转换。
■2.3 数码管显示与按键电路设计数码管用于显示当测量的温度值,具体电路如图4所示,本设计中采用4位共阳极数码管实现三位整数和一位小数的显示。
显示段码值由单片机的PA 口输出,经限流电阻输入到数码管,位选通端由单片机PT0~PT3端口进行控制,4个PNP 型的三极管作为数码管的驱动电路,按键用于控制测量的开始与停止,由PB0和PB1端口输入。
joint [J ].Journal of Materials Processing Tech ,2014,214(12):2941-2948.[7]Khalife h A R ,Dehgha n A and Hajjari E.Dissimilar joining of AISI304L /St37steels by TIG welding process [J ].Acta Metallurgica Sinica (Englis h Letters ),2013,26(6):721-727.[8]张其枢,堵耀庭.不锈钢焊接[M ].北京:机械工业出版社,2000.[9]黄本生,黄龙鹏,李慧.异种金属焊接研究现状及发展趋势[J ].材料导报,2011,25(23):118-121.作者简介:范乐天(1982—),男,河北唐山人,高级工程师,主要从事高速列车车体系统集成、仿真、试验及整车车辆设计研发.基于MC9S12XS128单片机的手工焊机参数采集装置设计与研究孙秋阳,王世培,刘金平,冯英超(中国核工业二三建设有限公司,北京101300)摘要:文中手工焊机参数采集装置是以MC9S12XS128单片机为核心的控制电路,该设备能够显示焊机焊接过程中的焊接电流、电弧电压和焊接时间等焊接工艺参数,通过单片机运算得到热输入。
本装置共涉及到6个模块:装置供电模块、电信号采集模块、电信号处理模块、单片机控制模块、协议转换模块和人机交互模块。
其中电信号采集模块通过霍尔传感器实现,电信号处理模块通过LEM258D 芯片实现,单片机控制模块通过MC9S12XS128单片机实现,协议转换模块通过ISL83082E 芯片实现,人机交互模块通过昆仑通态触摸屏实现。
关键词:焊接工艺参数;热输入;MC9S12XS128;信号采集装置中图分类号:TG439.9文献标志码:B文章编号:1002-025X (2019)03-0074-04收稿日期:2018-12-240引言当代社会,数字化、信息化技术已成为各行各业发展的新动力,其中单片机技术的应用尤为广泛,表现出微处理器更具个性的发展趋势。
在考虑制作成本的前提下,根据单片机具有集成度高、体积小、运行可靠、价格低廉等许多独特的优点,可以利用其来实现对数据的采集和处理。
该设计关系到计算机与电子技术中的单片机技术、电源技术、数据通信技术、存储技术、显示技术、接口及驱动等技术。
三代核电站对核电建造的要求越来越高,特别是焊接方面的要求越来越严格,对安装施工中需对热输入进行监控。
目前,核电站施工现场热输入采用人工记录焊接电流、电弧电压和焊接时间,然后通过计算得到,但是由于人有一定的反应时间,导致焊接时间的记录会存在偏差,影响数据的准确性。
本课题主要是对核电工程的手工电弧焊焊机(以下简称手工焊机)进行改造研究,研制完成具有焊接电流、电弧电压和热输入显示功能的装置,可有效提高测量精度,精确控制热输入,确保焊缝的性能,提高生产效率;同时,可有效减少人力(记录人员)的投入,降低人力成本。
1设计原理手工焊机参数的采集装置是集信号采集、数据计算、信息显示于一体的设备。
该采集装置包括两部分:一是主机控制单元;一是手持从机控制单元。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!DOI:10.13846/12-1070/tg.2019.03.020该装置首先通过触摸屏设置好焊接电流、电弧电压和热输入的要求范围。
手工焊机焊接工艺参数的采集装置通过电流、电压传感器将焊接过程中的电信号采集,再通过电信号调理版传递给MC9S12XS128单片机,单片机进行数据计算、处理,并与设定值进行比较,将结果以485协议传递给触摸屏。
触摸屏具有数据显示、数据报警以及数据设置等功能。
2硬件设计该装置能够实现电流、电压的实时采集,通过单片机的运算实现焊接过程参数的监控和报警。
热输入是反映焊接质量的一个重要指标,计算公式为:E =kIU /v ,式中:E 为热输入;I 为焊接电流;U 为电弧电压,v 为焊接速度;k 为热输入系数。
由于手工焊接过程中焊接实时速度不稳定,测量不方便,为此,计算焊接平均速度,即v =L /t 。
最终热输入计算公式为:E =kIUt /L 。
(1)信号采集模块信号采集模块由电流传感器、电压传感器和电信号调理板组成。
电流传感器用来采集焊接过程电流,将电流信号转换为0~5V 之间的直流电压信号,经过电信号调理模块传递给MC9S12XS128单片机;电压传感器用来采集电弧电压,将电压按一定的比例转换为0~5V 的直流电压信号,经过电信号调理模块传递给MC9S12XS128单片机;将电流、电压传感器传送过来的信号进行处理发送给单片机。
电信号调理模块如图3所示。
(2)主控制器控制部分是整个系统的核心部分,其功能为数据计算并与触摸屏通信接收上位机发送的数据和控制指令处理过后控制参数显示和报警。
本设计在控焊接工艺参数采集装置内部原理电流/电压信号处理高频信号无线通信无线模块供电板协议转换数据交换通信单片机控制电路DC 24V 供电供电模式DC 24V 供电通信电压信号采集系统电流信号采集系统人机界面接地线夹接焊把手工焊机地线延长线焊把线延长线DC 3.3V 供电显示控制电路单片机核心电路调节电路DC 3.3V 供电电压转换电路电源高频信号无线通信模块通信协议GND -CPUGND -CPUGND -CPUGND -Cur rent 10nFC5R15R23Vin -Cur rent100ΩUIBVCCAD -5V65LM258D 7212k Ω10nFC6AD I 图1主机控制单元图2从机控制单元图3电信号调理原理图主机控制单元从焊机中采集电流、电压信号,通过主控机的处理后在屏幕上显示出来;通过从机控制单元进行相关信息的输入,再经过控制器的处理,由无线模块发送给主机控制单元;焊接完成后记录下焊接信息,然后通过U 盘将信息拷贝到计算机中,由上位机处理后生成所需要的标准焊接施工记录表格。
其主机控制单元如图1所示,从机控制单元如图2所示。
制部分方案的选择中用MC9S12XS128单片机当作控制部分核心元件。
(3)信号转换模块由于单片机接受和发送的信号为TTL 电平信号,而MCGS 触摸屏接受和发送的信号为RS485电平信号,所以,两者之间在数据交换的过程中,就需要进行信号转换。
信号转换模块采用ISL83082E 作为核心元件。
转换原理图如图4所示。
(4)显示模块显示模块采用昆仑通泰触摸显示屏,通过组态程序编写具有设置界面、监控界面、报警界面、数据保存导出界面。
通过触摸屏设置好电流、电压和热输入的数值范围。
同时能够实时显示焊接过程中的实时电流、实时电压、热输入值和报警信息,便于焊接操作人员能够及时掌握焊接过程参数,保证焊接质量。
(5)手持从机单元手持从机单元主要与主机进行数据通信,更改焊接信息,显示热输入。
手持设备能够设置焊接工位、焊层、道数、层间温度、内/外侧、打底/填充/盖面等焊接信息,并通过无线传递给主机;信息每次发送成功后,当前热输入值更新,并直观显示出热输入是否正常。
3软件设计软件的设计不但要满足设计功能,而且必须易于进行读写操作,方便代码的下载和编译。
软件可以分为两部分,一是单片机C 语言程序设计,二是触摸屏组态程序设计。
3.1单片机软件设计单片机软件设计采用C 语言编程编写,C 语言编写的程序还需要编译为单片机可能够执行的机器语言,因此,编译器在系统软件设计中必不可少。
目前,MC9S12XS128单片机开发中普遍使用Code-Warrior 来进行开发编译。
CodeWarrior 是经过Palm公司正式认可的开发平台是完整的用于编程应用中硬件bring-up 的集成开发环境。
采用CodeWarriorIDE ,开发人员可以得益于采用各种处理器和平台间的通用功能性。
CodeWarrior 将尖端的调试技术与健全开发环境的简易性结合在一起,将C /C ++源级别调试和嵌入式应用开发带入新的水平。
CodeWarrior 提供高度可视且自动化的框架,可以加速甚至是最复杂应用的开发,创建应用简单而便捷。
首先,通过触摸屏设置焊接电流、电弧电压和热输入的要求范围,焊接时单片机读取实时电流、电压并计算得到热输入。
然后通过与额定值的比较,超过要求范围值时发出报警信号,由触摸屏进行报警提醒,如果数据在正常范围内则将数据传送到触摸屏正常显示。
程序流程图如图5所示。
单片机主程序如下:void main (void ){unsigne d int i ;unsigne d int crcData ;DisableInterrupts ;//关闭中断INIT_PLL ();//初始化锁相环把锁相环时钟设5V_48510k Ω10k Ω5V_4855V_48510k Ω10V TVS图4信号转换原理图5V_485330Ω5V_485330Ω5V_CPU5.1k Ω5.1k ΩR 8为系统时钟AD_Ini t ();//AD 初始化i nitProg ();//程序初始化SET _Port ();//端口设置//开始等待焊接启动b485Rec ieve =0;b485Sen d =1;//处于发送Enabl eInterrupts ;//打开中断POTA=0xaa ;Whi le (1)//循环{AD_Get Value ();//读取AD 有效值;Compare_C&V ();//转化电流、电压值并与设定值进行比较;Compare_reshuru ();//计算热输入并与设定值比较;}}3.2触摸屏软件设计显示部分采用的是昆仑通泰嵌入式触摸屏,软件采用MCGS 嵌入式组态开发环境。
MCGS 嵌入版是一款用于工业自动化领域,快速构造和生成计算机监控系统的组态软件。
它提供了数据采集到数据处理、报警处理、流程控制、报表输出等解决实际工程问题的整套方案。
通过MCGS 组态软件编制设置界面用来设定电流、电压和热输入的值,编制监测界面用来实时监测焊接工作时的过程参数,编制报警界面用来对超过设定值工作时的提醒警告,编制数据记录和导出界面用来记录保存焊接时的过程参数。
触摸屏界面程序如图6所示。
4结语所设计的手工焊机焊接工艺参数采集装置具有体积小、操作方便、可靠性高、功能性强等特点;以嵌入式触摸屏作为人机交互界面,程序开发简单,同时具有报警功能,能够实时提醒焊接操作人员,并能够记录保存相关数据,为分析焊接质量提供依据,有效解决了三代核电站焊接无法自动计算热输入的问题。
参考文献:[1]韩旭,吕其兵.基于C AN 总线和USB 存储的焊接参数采集系统[J ].电焊机,2017,47(4):47-50.[1]孟晓霞.多功能焊接参数记录仪的研制[D ].辽宁大连:大连交通大学,2005.图5程序流程图触摸显示屏报警大于设定值热输入设定值计算热输入大于设定值电压设定值电流设定值读取电压值读取电流值初始化开始YY图6触摸屏界面程序JJ作者简介:孙秋阳(1992—),男,河北保定人,本科,电气工程师,现主要从事焊接设备研发工作,已发表论文3篇,专利受理3项.。