PC模具设备清单及功能
- 格式:xlsx
- 大小:12.05 KB
- 文档页数:5
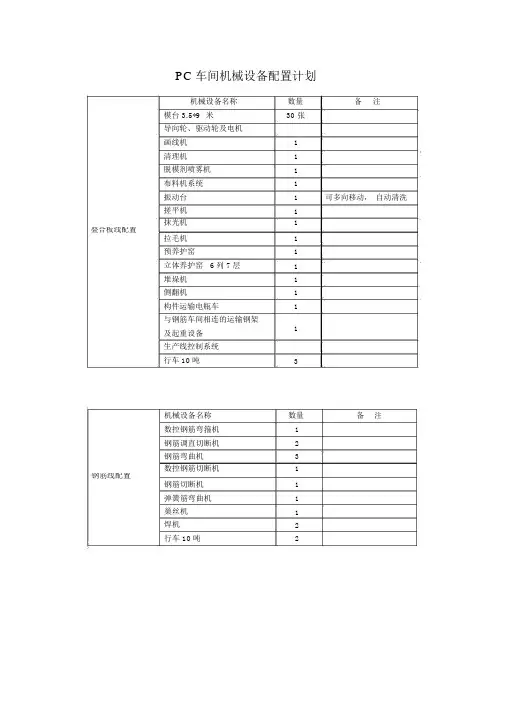
PC车间机械设备配置计划机械设备名称数量备注模台 3.5*9米30 张导向轮、驱动轮及电机画线机1清理机1脱模剂喷雾机1布料机系统1振动台1可多向移动,自动清洗搓平机1抹光机1叠合板线配置拉毛机1预养护窑1立体养护窑6列 7层1堆垛机1侧翻机1构件运输电瓶车1与钢筋车间相连的运输钢架1及起重设备生产线控制系统行车10吨3机械设备名称数量备注数控钢筋弯箍机1钢筋调直切断机2钢筋弯曲机3数控钢筋切断机1钢筋线配置钢筋切断机1弹簧筋弯曲机1巢丝机1焊机2行车 10吨2机械设备名称数量备注模台 3.5*9米30 张导向轮、驱动轮及电机画线机1清理机1脱模剂喷雾机1布料机1可多向移动,自动清洗振动台1搓平机1抹光机1多功能线配置拉毛机1预养护窑1立体养护窑6列7层1堆垛机1侧翻机1构件运输电瓶车1与钢筋车间相连的运输钢架1及起重设备生产线控制系统1行车 10吨3机械设备名称数量备注模台 4*9 米 4 张混凝土滑槽1混凝土料斗2固定台模线配置蒸汽管移动养护罩 4 张构件运输电瓶车1行车 10吨3机械设备名称数量备注1.5 方搅拌机及输送系统2混凝土搅拌站配筒式送料机2置送料机轨道250 装载车1空压机1浙江华工 PC设备生产线制造商方案:1、可提供叠合板生产线 +多功能生产线 +固定模台线 +搅拌站(含混凝土送料系统) +锅炉等设备明细、工艺布置方案、合同造价,生产时间、安装时间、付款方式、售后服务。
/。
导柱(边钉、GR定位销DP)——可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为HRC58~62导套(胚司)------可分为直司(BB套)和托司(BA套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RR回针、回程柱、回位销)——保持顶针板活动顺滑,并确保顶针回复原位。
中导柱(中GP针板边、EGP ------用做顶针板定位之用,承托顶针板的重量,使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中BA、EGP ------配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、SR ——承托上模重量,限制上夹板(定模面板)、水口板、A板之间的行程。
挡圈(水口介子)——固定在拉杆的末端,作用是限制上夹板、水口板、A 板的行程距离,防止A板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58^ 口套也就是模具浇注系统的主流道。
定位环(法兰)------用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管)-----■#成品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模.司筒针------用于制品的柱位孔成型,配合司筒使用,并不是脱模用途.撑头(SP)- 承托B板,减少因注塑时受压变型.垃圾钉(ST) -----承托着顶针板,由于它面积较少,可防止垃圾积在上面,令顶针板不平或变形.运水孔------用于对模具的有效冷却,使模温保持在一定的范围内.喉咀------安装在模具运水孔上,用来连接啤机的冷却水喉,一般用黄铜制成.拉料杆------1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。

模具主要零配件、项目名称及功能导柱(边钉、GR 定位销DP )——可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为 HRC58~62导套(胚司)------可分为直司(BB 套)和托司(BA 套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RR 回针、回程柱、回位销)顶针回复原位。
中导柱(中GP 针板边、EGP ------用做顶针板定位之用,承托顶针板的重使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、 SP ) --- 承托上模重量,限制上夹板(定模面板)、水口A 板之间的行程。
挡圈(水口介子)---- 固定在拉杆的末端,作用是限制上夹板、水口板、 A板的行程距离,防止A 板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58浇口套也就是模具浇注系统的主流道。
定位环(法兰)---- 用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管) ---- 将成品从模芯顶出,作用与顶针相同 ,但一般用于制品中心带有细孔的圆柱时的脱模 .司筒针------用于制品的柱位孔成型,配合司筒使用,并不是脱模用途撑头(SP )- 承托 B 板,减少因注塑时受压变型 .垃圾钉(ST ) -- 承托着顶针板 ,由于它面积较少 ,可防止垃圾积在上面 ,令顶针板不平或变形 .运水孔 --- 用于对模具的有效冷却 ,使模温保持在一定的范围内 .喉咀 ------ 安装在模具运水孔上 ,用来连接啤机的冷却水喉 ,一般用黄铜制成 .拉料杆 -------保持顶针板活动顺滑,并确保量,BA 、EGP ) 板、1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。
3塑料模具的基本结构及功能塑料模具是用于塑料制品加工中的一种工具。
它的基本结构是由模具座、上模、下模、导柱、导套、滑块、顶出机构等组成的。
以下是对塑料模具基本结构及功能的详细描述。
1.模具座:模具座是模具的支撑部分,通常由模座板和模具座基座组成。
它的功能是固定和支撑其他模具部件,并将模具与注塑机连接起来。
2.上模和下模:上模和下模是模具最重要的两个部分,一般分别安装在注塑机的固定模板和动态模板上。
它们通过导套和导柱的配合运动,实现模具的开闭动作。
上模和下模的结构和形状决定了塑料制品的形状和尺寸。
3.导柱和导套:导柱和导套是用于引导上模和下模开闭运动的部件。
导柱通常固定在模具座上,导套则固定在上模上。
它们的表面光滑,可以减少摩擦,确保模具的运动平稳和精度。
4.滑块:滑块是模具中的一个移动部件,可以实现一些复杂的模具动作。
滑块一般通过滑块导柱与上模相连接,它可以在模具关闭时从上模中退出,成型完成后再进入。
5.顶出机构:顶出机构用于将注塑成型后的制品从模具中顶出。
它通常由顶出杆、顶出板和顶出凸轮组成。
当上模开启时,顶出凸轮带动顶出板和顶出杆向前运动,将制品顶出。
除了以上基本部件,塑料模具还可能包含一些特殊的结构,如冷却系统、喷嘴等,用于控制模具温度和塑料流动。
塑料模具的功能主要包括以下几个方面:1.定位功能:通过导柱和导套的配合,确保上模和下模的位置准确,保证模具开闭运动的顺利进行。
2.尺寸控制功能:上模和下模的结构和形状决定了制品的形状和尺寸,通过精确设计和制造,模具能够精确地控制制品的尺寸。
3.模具动作功能:通过滑块、顶出机构等特殊结构,模具能够实现一些复杂的动作,如内腔成型、侧拉等。
4.制品顶出功能:顶出机构能够将注塑成型后的制品从模具中顶出,提高生产效率。
5.温度控制功能:通过冷却系统,模具能够控制模具温度,确保塑料的充填和冷却过程正常进行。
总之,塑料模具的基本结构和功能是相互关联的,通过各个部件的配合和动作,实现塑料制品的精确成型。
模具制造的设备和工具模具制造是最为关键的工业制造环节之一。
其制造过程需要依赖各种工具和设备,保证模具的造作效率和完美的品质。
在这篇文章中,我们将探讨模具制造的设备和工具,并深入了解它们在制造过程中扮演的角色。
1. 设备1.1 CNC加工中心CNC加工中心作为模具制造的核心设备之一,广泛应用于模具的开发、制造和加工的整个过程中。
CNC加工中心的使用不仅可以提高生产效率,还可以大幅度降低人工错误率,并且会保证所生产的模具的精度和质量。
1.2 光纤激光切割机现代工业生产中,制造高质量模具需要用到光纤激光切割机。
与传统的机械切割相比,这种切割机具有更高的精度和质量。
与传统机械切割不同,光纤激光切割不会损坏模具表面,切割时也是不会变形的,这也是相对于传统切割机的一个巨大优势。
1.3 电脉冲加工机在模具工业中,其他非常重要的工具是电脉冲加工机。
该机器能够以快速的速度移动电极,产生高频电流,在模具表面生成微小的放电脉冲,从而轻松地去除材料。
该工具的使用使得模具制造过程更快速、更准确、更可靠,并且会最大程度地减少制造过程中可能导致模具形变的风险。
2. 工具2.1 精密测量和刻度计在模具制造过程中,测量是一个非常重要的工作,因为它可以保证模具最终的尺寸和准确性。
因此,使用高精度的测量和刻度计是非常必要的。
精密测量和刻度计是可以测量至毫微米级别的工具,可以帮助制造者最大限度地调整制造过程中的尺寸和准确性,确保最终的产品是满足标准和质量要求的。
2.2 研磨工具模具制造的细节和精度非常高,因此需要使用研磨工具进行细致的处理。
这些研磨工具可用于研磨金属表面、锉刀、压力工具、钻头等。
与其他工具相比,研磨工具具有更精细,更耐用的性质,能够帮助制造者处理模具细节,获得更高的制造质量。
2.3 特殊处理工具在制造过程中,有一些模具需要特殊处理,例如表面喷涂、表面阳极氧化、电镀等。
这种特殊工具可用于处理模具材料,将它们变成质量更高、更耐用的产品,以适应各种应用场合的需求。
装配式建筑PC生产线设备配置
一、概述
深圳市XX电脑科技有限公司成立于2023年,是一家致力于生产及维
护高质量PC和系统信息产品的制造企业,经过多年的发展,公司已拥有
自营厂房、研发实验室以及生产线等,为了进一步提高PC生产线的生产
效率,XX公司决定给生产线投资购置新设备,以下是一套针对PC生产线
的设备配置。
二、设备配置
1.总调机:深圳市XX公司的PC生产线主要由机器自动化调度和控制,集成的调度模块包括:机械定位系统、调度管理系统、质量检测系统、报
警系统、监控系统等,负责控制并协调整个生产线的运行。
2.焊接机器:该机器可以实现电脑主板上的PCB元件的贴片及焊接,
可以采用多种焊接工艺,包括双面涂铜焊接、熔融焊接、压力焊接等,能
够满足不同工艺要求,改进焊接质量,节约焊接成本。
3.清洗机:清洗机用于清洗完成后的PC主板,清除PC主板上的污垢、油污、锡料等,以保证PC主板的表面质量和使用寿命,并可根据不同PC
主板的清洗需求,调节清洗工艺,满足各类PC主板的净化要求。
铣床(milling machine)系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
电火花是一种自激放电,其特点如下:火花放电的两个电极间在放电前具较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。
伴随击穿过程,两电极间的电阻急剧变小,两极之间的电压也随之急剧变低。
火花通道必须在维持暂短的时间(通常为10-7-10-3s)后及时熄灭,才可保持火花放电的“冷极”特性(即通道能量转换的热能来不及传至电极纵深),使通道能量作用于极小范围。
通道能量的作用,可使电极局部被腐蚀。
利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。
电火花加工是在较低的电压范围内,在液体介质中的火花放电。
电火花可以作用在很多物体上,比如:1电火花加工,2电火花线切割机,3电火花机床,4电火花成型机,5电火花线切割机,6电火花检测仪,7电火花穿孔机等等。
钻床的作用钻床是具有广泛用途的通用性机床,可对零件进行钻孔、扩孔、铰孔、锪平面和攻螺纹等加工。
在钻床上配有工艺装备时,还可以进行镗孔,在钻床上配万能工作台还能进行分割钻孔、扩孔、铰孔。
钻床系指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
钻床可分为下列类型:(1)台式钻床:可安放在作业台上,主轴垂直布置的小型钻床。
(2)立式钻床:主轴箱和工作台安置在立柱上,主轴垂直布置的钻床。
(3)摇臂钻床:摇臂可绕立柱回转、升降,通常主轴箱可在摇臂上作水平移动的钻床。
它适用于大件和不同方位孔的加工。
模具组成零件的名称与作用嘿,你问模具组成零件的名称与作用?这咱可得好好说说。
模具啊,就像是个神奇的盒子,能变出各种各样的东西。
它里面有好多零件呢。
先说模架吧,这就像是模具的骨架。
它得结实,能撑住整个模具。
要是模架不结实,那模具一用就散架了可不行。
模架就像人的骨头,得硬邦邦的才能撑起身体。
还有型腔,这可是关键部分。
型腔就是用来成型产品的地方。
比如说你要做一个塑料杯子,型腔就是杯子的形状。
型腔得做得很精准,不然做出来的东西就不标准。
就像你做蛋糕,模具得是你想要的形状,做出来的蛋糕才好看。
还有型芯,这也是很重要的。
型芯一般是在模具里面凸出来的部分。
比如说做一个带孔的东西,型芯就是那个孔的形状。
型芯和型腔配合起来,才能做出完整的产品。
就像拼图一样,得一块一块拼起来才完整。
还有滑块,这玩意儿挺好玩的。
滑块可以在模具里移动,用来做出一些复杂的形状。
比如说做一个有倒扣的产品,滑块就可以滑出来,把产品顶出来。
就像你玩滑梯,滑下来的时候可有意思了。
另外,还有顶针。
顶针就是在产品成型后,把产品从模具里顶出来的东西。
要是没有顶针,产品就会卡在模具里出不来。
顶针就像个小手指头,轻轻一推,产品就出来了。
我记得有一次,我去一个工厂参观。
看到工人们在做塑料玩具。
那个模具可神奇了,有好多零件。
模架大大的,很结实。
型腔和型芯配合得很好,做出来的玩具很精致。
滑块在模具里滑来滑去,做出了各种形状。
顶针一推,玩具就从模具里出来了。
从那以后,我就对模具的组成零件有了更深刻的认识。
总之呢,模具的组成零件有模架、型腔、型芯、滑块、顶针等等。
它们各自都有重要的作用,就像一个小团队,一起合作,才能做出好的产品。
咋样,明白了不?。
模具组成部分和作用哎呀,说到模具,这玩意儿可真是个神奇的东西。
你可能会想,模具不就是用来做东西的嘛,有啥好说的?但是,你可别小瞧了它,它可是工业生产中不可或缺的小伙伴。
就拿我上次去工厂参观的时候看到的一个塑料瓶模具来说吧。
那家伙,看着挺简单,但其实里面大有学问。
首先,模具的外壳,那可是它的“盔甲”,保护着模具内部的精密结构。
外壳通常都是用钢做的,因为它得够硬,得能承受住高压。
你想想,塑料瓶成型的时候,那压力可不是盖的,要是外壳不够结实,那做出来的瓶子还不都成了“软脚虾”?然后,咱们说说模具的核心部分——型腔。
这可是模具的灵魂所在。
型腔的形状决定了产品的形状,就像你小时候玩泥巴,用手捏出的形状一样。
模具的型腔就是用机器精密加工出来的,每一个角落都得精确到微米级,这样才能保证做出来的塑料瓶大小一致,形状规整。
接下来,咱们得聊聊模具的浇口系统。
这玩意儿就像是给模具“输血”的通道。
熔融的塑料就是通过这个系统流入型腔的。
浇口的形状和大小,都得精心设计,不然塑料流动不均匀,做出来的瓶子就会有瑕疵。
还有,模具的冷却系统也不能忽视。
冷却系统就像是模具的“空调”,让熔融的塑料快速冷却成型。
冷却系统做得好,塑料瓶的成型速度就快,质量也更稳定。
最后,模具的顶出系统也得提一提。
这可是模具的“手”,负责把成型好的塑料瓶从模具里取出来。
顶出系统得设计得巧妙,不然取瓶的时候容易把瓶子弄坏,或者取不出来。
你看,一个小小的模具,里面包含了这么多的部件,每个部件都有自己的作用。
虽然听起来挺枯燥的,但你要是亲眼看到模具工作的过程,那可真是一场视觉盛宴。
塑料熔液在高压下注入型腔,然后冷却成型,最后被顶出系统取出,整个过程就像是变魔术一样。
所以啊,别看模具不起眼,它可是工业生产中的大明星。
下次你去超市,拿起一瓶饮料,不妨想想,这瓶子是怎么做出来的?说不定,你手里的这瓶饮料,就是某个精密模具的杰作呢!。

上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。
下模座下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。
刃壁刃壁是冲裁凹模孔刃口的侧壁。
刃口斜度刃口斜度是冲裁凹模孔刃壁的每侧斜度。
气垫气垫是以压缩空气为原动力的弹顶器。
参阅"弹顶器"。
反侧压块反侧压块是从工作面的另一侧支持单向受力凸模的零件。
导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。
导板导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。
导柱导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。
导正销导正销是伸入材料孔中导正其在凹模内位置的销形零件。
导板模导板模是以导板作导向的冲模,模具使用时凸模不脱离导板。
导料板导料板是引导条(带、卷)料进入凹模的板状导向零件。
导柱模架导柱模架是导柱、导套相互滑动的模架。
参阅"模架"。
冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。
凸模凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。
凹模凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
防护板防护板是防止手指或异物进入冲模危险区域的板状零件。
压料板(圈)压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。
压料筋压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。
压料槛压料槛是断面呈矩形的压料筋特称。
参阅"压料筋"。
模具设备在现代工业生产中,模具设备是至关重要的工具之一。
模具设备是指用于制造各种产品的工具,通过将原材料注入模具中,可以生产出具有特定形状和尺寸的成品。
模具设备的使用广泛,涵盖了从日常生活用品到各种机械设备的制造。
接下来将重点介绍模具设备的种类、原理和应用。
模具设备的种类模具设备根据其结构和用途的不同,可以分为几种主要类型:1.塑料模具:塑料模具是用于塑料制品生产的模具设备,常见于塑料制品厂和注塑加工厂。
塑料模具通过热塑性塑料的加热和注射,制作出各种形状的塑料制品,如塑料杯、塑料桶等。
2.金属模具:金属模具主要用于金属制品的生产,例如汽车零部件、家电配件等。
金属模具通常由高强度金属制成,能够承受高温高压的加工过程,保证成品的精度和质量。
3.橡胶模具:橡胶模具常用于橡胶制品的加工,比如橡胶密封圈、橡胶管等。
橡胶模具能够在一定温度和压力下,使橡胶材料填充到模具中,并在固化后得到所需产品。
4.玻璃模具:玻璃模具是用于玻璃制品加工的模具设备,主要用于玻璃器皿、玻璃板等的生产。
玻璃模具的制作要求较高,能够承受高温快速冷却的过程,确保玻璃制品的平整度和透明度。
模具设备的原理模具设备的基本工作原理是将原材料注入模具中,在一定的温度和压力下,原料形成所需的形状,并在适当的条件下固化成品。
不同类型的模具设备在原理上存在一些差异,但基本的加工过程包括以下几个步骤:1.设计模具:首先需要设计模具,确定所需产品的形状和尺寸,包括模具的结构和尺寸。
2.制作模具:根据设计要求,制作模具,通常使用数控机床或其他加工设备进行加工和组装。
3.材料注入:将原材料通过注塑机、压铸机等设备注入模具中,填充模具腔体。
4.加热和压力:根据原料特性,对模具进行加热或施加压力,使原料在模具中定型。
5.冷却和固化:待原料充分填充模具并形成所需形状后,进行冷却和固化过程,等待成品脱模。
模具设备的应用模具设备在各行各业都有广泛的应用,涉及多个领域,如:•汽车工业:汽车零部件的生产离不开模具设备,比如汽车车身板金件、发动机零部件等。
上固定板:使母模固定在注射機地固定工作台面上地模板.下固定板:使公模固定在注射機地移動工作台面上地模板.母模板: 主要用來裝置母模仁,亦用來裝置注道襯套、流道、澆口等.公模板: 主要用來裝置公模仁. 亦用來裝置流道、澆口、回位銷孔.模腳:用於支撐公模成型部分並形成推出機構運動空間地零件.上頂出板: 使成品頂出地方位正確,並使頂針、回位銷等確實定位.下頂出板:整個定出機構就是靠這塊板與上頂出板把頂出銷、回位銷等地位置確實固定而組成.定位環:整個模具是靠定位環與成型機固定側地定位環孔配合,而使模具固定在成型機上.注道襯套:塑料就是由它上面地錐孔進入流道而順利進行成型操作. 注道襯套因直接與成型機噴嘴接觸,磨損比較大,容易損壞,因此做成襯套.资料个人收集整理,勿做商业用途導柱:使公模板與母模板能迅速而確實地定位配合.導套:亦是起到定位與導向地作用.回位銷:使頂出機構能在頂出成品後,回到原來地位置.支撐柱:用於增加公模成型部分地強度,防止在成型時公模支撐板彎曲變形地零件.拉料銷:模具開啟後,將廢料從灌嘴中拉出,使注道附着在可動側與成型品同時被頂出.:頂針分布不均勻或需要精密頂出時要裝,且其起到導正頂出板地作用,使頂針正確垂直地頂出成品.资料个人收集整理,勿做商业用途襯套:與做滑動配合用.一次頂出:開模後在公模一側用一次推出動作完成塑件地推出.二次頂出:成品內側或外側且有少許凸緣而形成少許死角場合,若使用一段頂出則將使成品無法順利脫模,甚至使成品凸緣部受到強制頂出而損壞,此時需要二次頂出.资料个人收集整理,勿做商业用途二次頂出方式利用彈簧作二次頂出:剝料板藉彈簧地彈力逕行一次頂出,但成品仍同着于剝料板內側,再利用頂針作二次頂出.资料个人收集整理,勿做商业用途利用頂出板作二次頂出:以頂出套筒逕行一次頂出,使成品脫離模板,但仍在頂出套筒上,再利用頂針作二次頂出.资料个人收集整理,勿做商业用途強制回位:當頂針、斜銷太多時,頂出機構難以回位,則需要強制回位. 模具太大時在上下頂板上與孔同心地位置出裝螺絲. 模具比較小時在下加優力膠或彈簧.资料个人收集整理,勿做商业用途三板模:與二板模不同地是,增加了一塊流道剝料板,模具開啟時,除了公母板分開以便取出成品外,流道剝料板也在大小拉桿地作用下與母模板分開,流道也藉此作用分開.资料个人收集整理,勿做商业用途大拉桿:導正母模板與剝料板.小拉桿:定位母模板和剝料板,並控制行程.模角定位銷:用于公模板與下固定板之間地定位銷,保證公模板與公模固定板間較高地相對位置精密.熱流道:澆注系統內地塑料始終處于熔融狀態,壓力損失小,可以對多點澆口、多型腔模具及大型塑件實現低壓注射.且這種澆注系統沒有澆注系統凝料,實現無廢料加工.资料个人收集整理,勿做商业用途熱流道地優點填充速度快節省材料有效控制流量. 滑塊背板:位于滑塊與母模板地側面配合部分,便於磨損後更換. . 斜銷定位塊:加強斜銷滑動時地穩定性.. 斜銷座:斜銷座定位之滑軌.。
模具实训室设施详细要求一、需求设施清单:设施名称型号、参数计划单价总价详细数目(元)要求(元)液压机YT32-200 1 见下表一激光模具烧焊机AHL-W180III 1 见下表二超声波模具抛光机YJCS-6 4 见下表三立式钻床Z5030 1 见下表四台钻Z4116 2 见下表五二、详细要求:1.液压机: Y32-200三梁四柱式构造,电器采纳可编程控制器,液压系统采纳先进的插装阀或滑阀系统控制,推行按钮集中操控的液压机。
配以适合模具可用作折边机或成型机,用于金属资料的压制翻边,以及粉末制品、塑料、玻璃钢、绝缘资料、橡胶等的压制成型。
其压力、速度和行程可依据工艺需要进行调理,并能达成定压成型和定程成型两种工艺方式。
表一、液压机 Y32-200 性能指标要求工作台尺滑块速度 mm/s 公称力滑块行程张口高度寸顶出顶出行功率型号(mm) (mm) 力程空载下工(KN)左右前后回行作程Y32-2002000 710 1120 900 900 400 250 100 11 88 152. 激光模具烧焊机AHL-W180III ( 激光补模机、激光修模机、激光补焊机)表二、激光模具烧焊机AHL-W180III 性能指标要求型号模具烧焊机 AHL-W180III最大激光功率 (W) 180W激光波长 (um) 1.064单脉冲最大能量120J激光焊接频次 (HZ) 0.5-40激光焊接深度 (mm)脉冲宽度 (ms) 0.5-20光斑尺寸 (mm) 0.2-2激光焊丝 (mm)工作台增强型自动工作台电源要求9KW 单相 220 15% VAC ..50Hz 40A 以上察看系统:配带十字光标的专用显微镜察看系统,放大倍数 17.5X 。
十字光标中心与激光光斑中心对齐 ( 用户可调整 ) 。
带有高速电子滤光保护装置,保护作业者眼睛不被激光损害,缓解操作者眼睛疲惫,提升工作效率。
控制系统:采纳改良型内置工控微机进行双闭环精细控制。