热模锻压力机常见故障
- 格式:doc
- 大小:16.00 KB
- 文档页数:1

铸造机械故障排除技巧在铸造行业中,铸造机械故障是经常发生的问题,它会给生产过程带来许多困扰和延误。
正确的故障排除技巧能够有效地提高生产效率和质量。
本文将介绍一些常见的铸造机械故障,并提供相应的排除技巧。
一、铸造机械故障及其排除技巧1.机械振动机械振动是铸造机械故障中常见的问题之一。
它可能由于设备安装不牢固、零部件磨损等原因引起。
在排除机械振动问题时,我们可以采用以下技巧:- 检查设备安装:确保铸造设备的安装稳固可靠,紧固螺栓是否松动,避免机械振动。
- 检查零部件磨损:定期检查关键零部件的磨损情况,如轴承、齿轮等,及时更换或修复。
2.液压系统故障液压系统故障常导致铸造机械的停工。
以下是排除液压系统故障的技巧:- 检查油液:定期更换液压油,确保油液的清洁度和黏度。
检查油液中是否有杂质,若有,应及时清洗油箱和更换油液。
- 检查密封件:检查液压系统的密封件是否完好,如有损坏或老化,需及时更换。
- 检查电气元件:检查与液压系统相关的电气元件,如电磁阀、压力传感器等,确保其正常工作。
3.电气系统故障电气系统故障可能导致铸造机械无法正常运行。
以下是排除电气系统故障的技巧:- 检查电源连接:检查铸造机械的电源连接是否松动或接触不良,确保电源供给正常。
- 检查电气线路:检查电气线路的连接是否稳固可靠,检查继电器、断路器等是否正常工作。
- 检查电气元件:检查电气元件的磨损情况,如电机、开关等,如有故障应及时更换或修复。
4.传动系统故障传动系统故障会导致铸造机械的传动效率下降,甚至无法正常工作。
以下是排除传动系统故障的技巧:- 检查传动带松紧:检查传动带的松紧度,确保其在规定范围内。
- 检查齿轮传动:检查齿轮传动的润滑情况,如发现齿轮磨损或润滑不良,应及时更换润滑油或齿轮。
- 检查轴承:检查轴承的润滑情况和磨损程度,需及时加油或更换。
二、结语铸造机械的故障排除对于提高生产效率和质量至关重要。
通过合理的维护和及时的故障排除,可以减少停工时间和材料浪费,提高企业的竞争力。
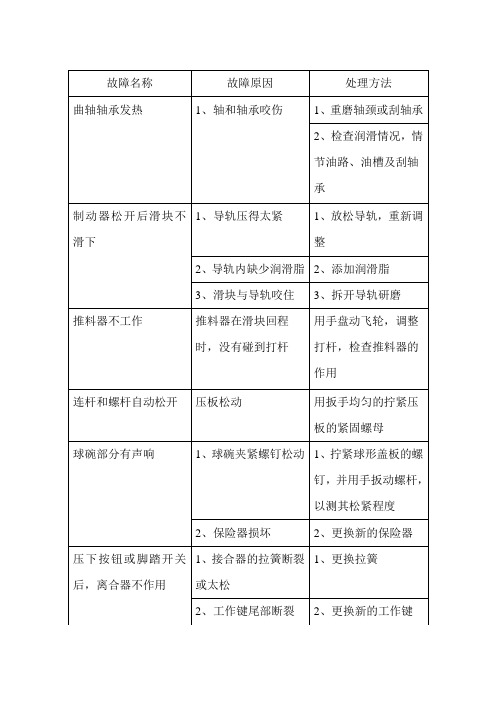
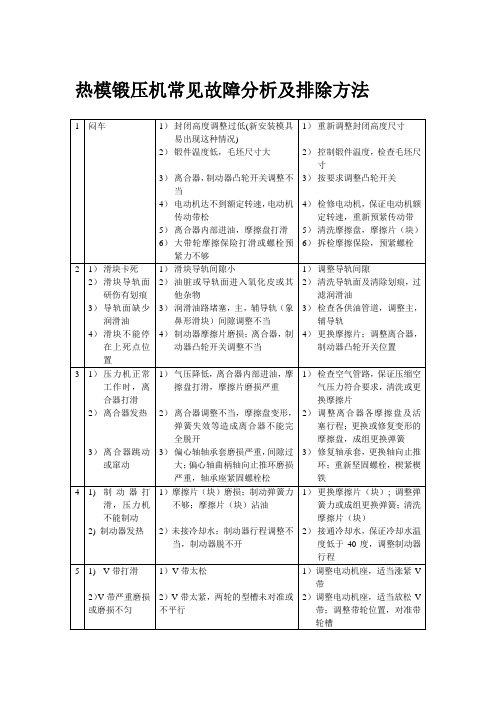
热模锻压力机在生产运行过程中,由于正常的磨损、维护或使用不当,可能会出现各种各样的故障。
即:1、闷车和过载在正常工作时,滑块行程至下死点前超载,离合器打滑而发生闷车。
发生闷车后,首先要判断闷车发生在什么位置,再采用相应措施,一般可通过调节增大模具封闭高度来解决;也可增大离合器进气压力,以开反车或开正车分别解决下死点前后的闷车。
设备选用不合理、锻件温度过低、模具调整不当、重复放入锻件或模具上留有硬性异物等,会导致压力机过载。
压力机发生闷车过载是很严重的事故,处理起来很困难,当用现有方法均不能解脱时,只有切割模具或松开机身的预紧螺母。
2、轴瓦温升过高如果压力机正常工作时甚至空运行时曲轴轴瓦的温升短时间内就变化很大,需要考虑轴瓦间隙是否过小,轴瓦内是否进入杂质或异物,轴瓦润滑是否不良,压力机是否长期处于过载超载负荷下工作。
3、空运转时主电机电流过高如果空运转时主电机电流就过高,很可能是传动系统某些环节出了问题,比如制动器、离合器行程是否合适,摩擦片是否脱落,润滑是否良好,曲轴轴瓦间隙是否过小,电机传动带预紧是否过紧等等。
4、压力机连冲压力机连冲是很严重的故障,轻则造成锻件废品、损坏模具,重则设备损坏、人员伤亡。
首先要排除压力机控制程序是否有错误,检查凸轮开关信号是否失灵,离合器摩擦片是否有脱落造成离合器脱不开,制动器动作失灵不制动,离合器、制动器的进排气是否通畅。
5、机身振动大机身振动过大也会带来很多问题,造成工作环境恶劣,压力机使用寿命降低,锻件精度下降等等。
初步判断是否飞轮平衡不好跳动过大,曲轴轴承是否磨损严重,地脚螺丝是否松动,拉紧螺栓的预紧力是否足够。
然后根据前面的内容进一步分析,最终找到问题的根源。
通过对发生的故障及时准确的判断处理,可以保证设备的使用性能,提高设备运行的可靠性、寿命及效率,保证生产平稳运行。

压力机故障排查技巧详解大揭秘全揭秘揭压力机是一种广泛应用于工业生产中的设备,具有很高的使用效率和工作效能。
然而,在使用过程中,压力机也可能会出现各种故障,影响设备的正常运行。
本文将详细介绍压力机故障排查的技巧,揭示其中的奥秘,帮助读者更好地解决和预防故障。
一、常见压力机故障及排查方法1. 电气故障电气故障是压力机常见的故障之一。
当电路出现开路、短路等问题时,会导致设备失去电力供应,无法正常运行。
在排查电气故障时,应首先检查电源是否正常连接,是否有电流输出。
若电源正常,可以检查电路板的连接是否松动,电线是否破损,以及保险丝是否熔断等。
2. 液压系统故障液压系统是压力机的重要组成部分,一旦出现故障,将直接影响设备的运行。
常见的液压系统故障包括油压不稳、管路漏油、润滑不良等。
排查液压系统故障时,可以先检查油液是否足够,油液是否清洁。
同时,还可以检查压力表是否正常工作,液压泵是否无故障,以及液压阀门是否打开或关闭正确等。
3. 机械故障机械故障通常包括机械部件的磨损、松动、过热等问题。
在排查机械故障时,可以先检查设备是否有异常噪音或振动,是否有异味等。
同时,还应该检查设备的各个连接部件是否紧固,机械零部件是否磨损严重,以及润滑是否充足等。
4. 控制系统故障控制系统故障主要表现为设备无法正常响应操作指令、无法完成预设动作等。
在排查控制系统故障时,可以检查传感器是否正常工作,控制线路是否连接正确,以及程序代码是否正确等。
二、预防压力机故障的方法除了排查和解决已发生的故障,预防故障同样重要。
以下是一些预防压力机故障的方法:1. 定期保养检修定期对压力机进行保养检修,可以有效延长设备的使用寿命并减少故障的发生。
保养检修包括清洁设备、更换磨损严重的零部件、检查液压系统等。
2. 加强培训确保操作人员熟练掌握设备的使用方法和维护知识,提高其故障排查和解决的能力。
培训内容可以包括设备操作规范、常见故障和排查方法等。
3. 制定操作规范制定详细的操作规范,包括设备的启动、停止、维护等流程。
31.5MN热模锻压力机大修方案31.5MN热模锻压力机安装投产于xxxx年。
由于是xx车间的顶级关键设备,投产使用以来,长期三班连续运转,设备机械方面相应磨损加快,各种故障频繁出现,维修频次增加,电气系统严重老化,就上述问题我公司与贵公司有关人员进行了探讨和研究并实地进行了考察。
一、设备存在的主要问题:1、主电机皮带轮磨损严重。
离合器、制动器磨损。
制动器中间盘有窜量,径向晃动。
制动器冷却效果不良。
2、滑块轻微变形,滑板磨损,造成间隙较大,已经影响制件质量。
3、滑块闭合高度传动部分,曲轴—连杆、连杆—滑块轴承磨损,滑块闭合高度传动部分重复精度不良。
4、封闭高度调整机构右后伞齿轮磨损,减速器齿轮磨损。
4、平衡缸有漏气现象。
5、工作台轨道变形,工作台走轮经常损坏,设备故障率极高。
液压系统漏油严重。
6、电气部分:PLC属基本淘汰产品,以及主电机调速装置等备件采购难且价格昂贵。
许多电线和电缆已老化和变性,尤其是床身和液压系统等处的电缆,因多年油浸、老化等原因,使得电缆绝缘外皮变硬、变脆。
设备各电器元件使用年限较长,存在不同的老化现象。
根据贵公司的意见和该设备的实际情况,制定以下大修改造方案。
二、大修改造技术方案(一)、机械部分:1、设备基础及机架部分1.1、检查设备地脚螺杆是否松动?1.2、检查设备二次浇灌层是否松动?1.3、测量框架与底座、底座与机架、机架与横梁接触面的间隙。
根据实际情况,与公司协商制定具体修理工艺。
根据GB50272-98<<锻压设备安装工程施工与验收规范》,与贵公司协商制定合理的修复工艺达标准要求。
2、主要部件的修复2.1、床身(即立柱)曲轴支承套底孔因磨损严重、孔径出大小头椭圆等情况,造成曲轴支承套定位不稳,需将两底孔按原设计精度要求(因无图纸提不出精度要求)以滑板导轨基面找正后,将底孔放大修复,并同时将两支承套的压紧螺钉底孔各8个换位重新加工好。
因该床身属特大型工件,修复需大型落地镗床或落地镗铣床。
压力机的每日保养及安全1引言1.1 论文的研究背景随着社会的发展,从6~70年代冲床就是AIDA的说法到现在冲床上百种品牌的今天,这其中经历了一次又一次的改革与发展,规格类型产业不断分细,各行业都出现了专用冲压设备,锻压机床作为工业基础装备的重要组成部分之一,在航空航天、汽车制造、交通运输、冶金化工等重要工业部门得到广泛应用。
尤其是近年来,以汽车为龙头的制造业的飞速发展,大大推动了我国冲压生产的进步。
国产大型精密高效的成套设备、自动化生产线、F MC、FMS 等高新技术,以及高附加值的冲压装备正在装备着我国的制造业。
压力机的发展经过了以下几个方面:1、传统大型冲压生产线在汽车金属板材冲压件中,车身覆盖件和车身结构件是金属板材冲压件的主体,主要的加工设备是大型冲压生产线。
20世纪70年代以前,大型冲压生产线通常以一台双动拉延机械压力机与数台单动机械压力机为主机,主机之间设置一个工件翻转装置,采用人工或机械的上下料方式,组成机械化或半机械化流水生产线。
这种典型配置在国外汽车工业中使用了近半个多世纪。
在我国,90%的现存冲压生产线属于这一阶段的产品。
90年代后期,为了克服传统机械压力机在合模时冲击速度过高、公称力不能及时达到而不能冲压深拉延件的缺陷,我国新建大型冲压生产线的拉深压力机开始采用多连杆技术,其主要优点是:(1)滑块拉延过程中速度慢且均匀,空行程运行速度快,生产效率高;(2)拉延深度大,最大深度可达320mm,而传统压力机只有70mm左右;(3)用较小的偏心距实现较大的滑块行程,更便于上下料操作;(4)拉延过程冲击力小,有利于提高模具使用寿命和零件成形质量。
2、单机联线自动化冲压线近年来,单机联线自动化冲压线在国内外竞相发展,成为汽车大型覆盖件自动化冲压生产的先进工艺技术之一,而且发展势头强劲。
其通常配置为5~6台压力机,拆垛、上下料机械手、穿梭翻转小车和码垛系统等。
全线长度60m左右,具有冲压质量稳定可靠、生产安全性高和柔性好的特点。
第3期St udy on t he conf i gurat i on and cos t of a rapi d f orgi ng hydraul i cpres s uni t w i t h pum p accum ul at or boos t er s uperi m pos ed s uppl y of l i qui dCH EN Bai j i n 1,ZH A N G Li anhua 2(1.School of M at er i al s Sci ence and Engi neer i ng,H uazhong U ni ver s i t y of Sci ence and Technol ogy,W uhan 430074,H ubei Chi na;2.Zhongke J uxi n J i eneng H ot For gi ng Equi pm ent R &D Co.,Lt d.,Y ancheng 224000,J i angsu Chi na )A bs t ract :The r el evant conf i gur at i on and cos t of an ener gy-s avi ng f as t f or gi ng hydr aul i c pr es s uni t wi t h pum p accum ul at or boos t er s uper i m pos ed s uppl y of l i qui d have been s t udi ed i n t he t ext .Taki ng t he act ual pr oduct i on pr oces s of one heat f or gi ng as an exam pl e,t he pr ess ur e oi l r equi r ed f or m anual openi ng,aut om at i c const ant f or gi ng,and aut om at i c f as t f or gi ng r oundi ng pr oces s es has been anal yz ed and cal cul at ed.Bas ed on t he act ual i ns t al l at i on s i t uat i on of t he uni t ,t he vol um e of t he accum ul at or ,gas t ank,and boos t er r equi r ed f or t he uni t has been cal cul at ed;t he com pos i t i on and di f f er ences of t he m ai n com ponent s of t he hydr aul i c sys t em f or t wo t ypes of r api d f or gi ng hydr aul i c uni t s have been anal yz ed,whi l e t he equi pm ent cost has been est i m at ed.The bas i c per f or m ance of t he t wo t ypes of uni t s i s s i m i l ar ,whi l e t he i nves t m ent cos t di f f er ence i s wi t hi n an accept abl e r ange.The ener gy s avi ng f as t f or gi ng hydr aul i c pr es s uni t has pr act i cal and pr om ot i onal s i gni f i cance.K ey w ords :For gi ng hydr aul i c pr es s ;Ener gy savi ng;I ns t al l ed power ;Cos t1振动产生的原因热模锻压力机为曲柄滑块机构。
压力机故障排查技巧详解大揭秘压力机是一种重要的机械设备,广泛应用于各个行业。
然而,在使用过程中,不可避免地会出现故障问题。
为了保证压力机的正常运行和延长其使用寿命,我们需要掌握一些故障排查的技巧。
本文将详细介绍压力机故障排查技巧,帮助读者解决常见的故障问题。
故障现象一:压力机无法启动当压力机无法启动时,首先要检查电源是否正常连接以及供电是否稳定。
确保电源正常后,还需检查安全开关是否处于合适的位置。
如果电源和安全开关都没有问题,那么可能是由于电机故障导致的。
此时,需要检查电机是否运行正常,是否存在线路短路等问题。
故障现象二:压力机工作中出现噪音当压力机运行时,如果出现异常的噪音,需要及时进行排查。
首先检查机器是否有松动的部件,例如螺丝钉或其他紧固件。
如果发现松动的部件,应立即紧固。
若没有松动的部件,问题可能源于机器内部,可能是由于润滑不足或零部件磨损导致的。
解决办法是定期给机器进行润滑保养,并在必要时更换磨损的部件。
故障现象三:压力机工作不正常有时候,压力机工作时会出现异常现象,例如压力不稳定、压力过高或过低等。
这可能是由于压力机的气源供应不足或过大导致的。
在排查此类故障时,我们需要检查空压机的运行状态以及压力调节器的调节情况,确保气源供应正常。
另外,还需要检查压力机本身是否存在漏气的现象,如果发现漏气,应及时修复或更换密封件。
故障现象四:压力机工作过热当压力机长时间使用后,有时会出现过热的问题。
这很可能是由于机器内部的冷却系统故障导致的。
解决办法是检查冷却系统是否正常运行,清洁散热器并确保散热通道畅通。
如果问题仍然存在,可能是由于油液老化导致的,此时需要更换润滑油。
总结以上是常见的几种压力机故障现象及其解决方法。
当遇到故障时,我们应该及时采取措施进行排查和修复,以避免影响生产效率和设备寿命。
同时,平时还应注意进行定期保养和维护,确保机器的正常运行。
通过掌握这些故障排查技巧,可以更好地解决压力机故障问题,保障生产的顺利进行。
热模锻压力机在生产运行过程中,由于正常的磨损、维护或使用不当,可能会出现各种各样的故障。
即:
1、闷车和过载
在正常工作时,滑块行程至下死点前超载,离合器打滑而发生闷车。
发生闷车后,首先要判断闷车发生在什么位置,再采用相应措施,一般可通过调节增大模具封闭高度来解决;也可增大离合器进气压力,以开反车或开正车分别解决下死点前后的闷车。
设备选用不合理、锻件温度过低、模具调整不当、重复放入锻件或模具上留有硬性异物等,会导致压力机过载。
压力机发生闷车过载是很严重的事故,处理起来很困难,当用现有方法均不能解脱时,只有切割模具或松开机身的预紧螺母。
2、轴瓦温升过高
如果压力机正常工作时甚至空运行时曲轴轴瓦的温升短时间内就变化很大,需要考虑轴瓦间隙是否过小,轴瓦内是否进入杂质或异物,轴瓦润滑是否不良,压力机是否长期处于过载超载负荷下工作。
3、空运转时主电机电流过高
如果空运转时主电机电流就过高,很可能是传动系统某些环节出了问题,比如制动器、离合器行程是否合适,摩擦片是否脱落,润滑是否良好,曲轴轴瓦间隙是否过小,电机传动带预紧是否过紧等等。
4、压力机连冲
压力机连冲是很严重的故障,轻则造成锻件废品、损坏模具,重则设备损坏、人员伤亡。
首先要排除压力机控制程序是否有错误,检查凸轮开关信号是否失灵,离合器摩擦片是否有脱落造成离合器脱不开,制动器动作失灵不制动,离合器、制动器的进排气是否通畅。
5、机身振动大
机身振动过大也会带来很多问题,造成工作环境恶劣,压力机使用寿命降低,锻件精度下降等等。
初步判断是否飞轮平衡不好跳动过大,曲轴轴承是否磨损严重,地脚螺丝是否松动,拉紧螺栓的预紧力是否足够。
然后根据前面的内容进一步分析,最终找到问题的根源。
通过对发生的故障及时准确的判断处理,可以保证设备的使用性能,提高设备运行的可靠性、寿命及效率,保证生产平稳运行。