标准工时与计件单价概述
- 格式:ppt
- 大小:2.39 MB
- 文档页数:12
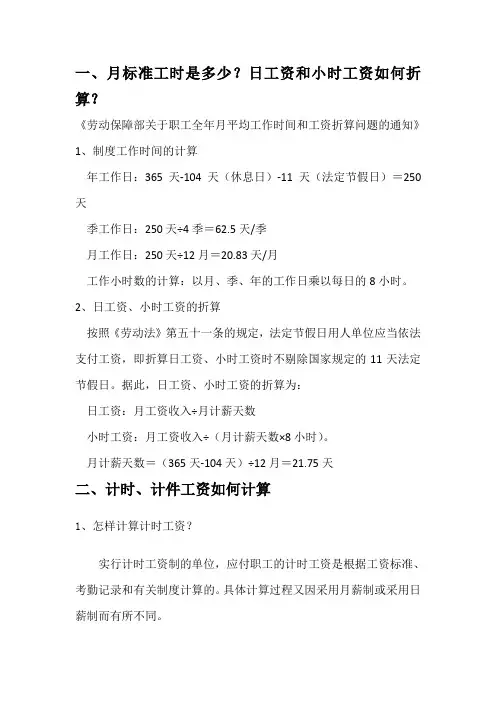
一、月标准工时是多少?日工资和小时工资如何折算?《劳动保障部关于职工全年月平均工作时间和工资折算问题的通知》1、制度工作时间的计算年工作日:365天-104天(休息日)-11天(法定节假日)=250天季工作日:250天÷4季=62.5天/季月工作日:250天÷12月=20.83天/月工作小时数的计算:以月、季、年的工作日乘以每日的8小时。
2、日工资、小时工资的折算按照《劳动法》第五十一条的规定,法定节假日用人单位应当依法支付工资,即折算日工资、小时工资时不剔除国家规定的11天法定节假日。
据此,日工资、小时工资的折算为:日工资:月工资收入÷月计薪天数小时工资:月工资收入÷(月计薪天数×8小时)。
月计薪天数=(365天-104天)÷12月=21.75天二、计时、计件工资如何计算1、怎样计算计时工资?实行计时工资制的单位,应付职工的计时工资是根据工资标准、考勤记录和有关制度计算的。
具体计算过程又因采用月薪制或采用日薪制而有所不同。
采用月薪制计时工资时,计时工资的计算公式为:应付计时工资=月标准工资-日工资额×缺勤天数其中:月标准工资可以根据工资卡片的记录取得,缺勤记录可以根据考勤记录取得,日工资率的计算方法有如下两种:(1)每月固定按30天计算,日工资率为每月标准工资除以30天,即:日工资率=月标准工资÷30采用这种方法计算日工资率时,缺勤期间的节假日也视为缺勤,照样要扣工资。
(2)每月按21天计算(全年365天扣除法定节假日7天及104个公休日,再用12个月平均),日工资率为全月标准工资除以21天,即:日工资率=月标准工资÷21采用这种方法计算日工资率时,缺勤期间的节假日、星期天不算缺勤,不扣工资。
2、怎样计算计件工资?实行计件工资制的企业,应付工人的计件工资是按产量工时记录的个人(或班组)完成的合格完工产品产量乘以计件单价计算的。
车间计件方案一、背景介绍车间计件是一种常见的工资计算方式,根据员工完成的工作量来确定其工资水平。
通过制定合理的车间计件方案,可以激励员工提高工作效率,提高生产质量,实现生产成本的控制和降低。
二、目标制定一套科学合理的车间计件方案,以激励员工提高生产效率和质量,提高企业竞争力。
三、计件方案制定步骤1. 确定计件单位计件单位是指完成一项工作所需要的标准工时。
根据具体的生产工艺和工作内容,确定不同工种的计件单位。
例如,对于装配工人,计件单位可以是装配一台产品所需的标准工时。
2. 制定计件单价计件单价是指每完成一个计件单位所获得的报酬。
计件单价应根据工作的难易程度和市场行情进行合理确定。
普通来说,工作难度越大,计件单价越高。
3. 设定计件标准计件标准是指员工需要达到的工作要求。
计件标准应具体明确,可衡量和可操作。
例如,对于装配工人,计件标准可以是每天完成10台产品。
4. 确定计件周期计件周期是指计件工资的结算周期。
可以根据生产节奏和管理需要,确定适合的计件周期,如每周、每月或者每季度。
5. 设定计件奖励机制为了激励员工进一步提高生产效率和质量,可以设立计件奖励机制。
例如,对于超额完成计件标准的员工,可以赋予额外的奖励,如奖金或者奖品。
四、计件方案实施与管理1. 培训与沟通在实施计件方案前,应对员工进行相关培训,使他们了解计件方案的具体内容和操作流程。
同时,要与员工进行充分的沟通,听取他们的意见和建议。
2. 监督与考核建立有效的监督与考核机制,对员工的计件工作进行监督和考核,确保计件方案的公平性和有效性。
可以通过设立考核指标、定期检查和员工评价等方式进行。
3. 反馈与改进定期采集员工的反馈意见,了解计件方案的实施情况和存在的问题。
根据反馈意见,及时进行改进和调整,以提高计件方案的有效性和员工满意度。
五、效果评估与调整定期评估计件方案的实施效果,包括生产效率、生产质量、员工满意度等指标。
根据评估结果,进行必要的调整和改进,以不断提高计件方案的效果和适应性。
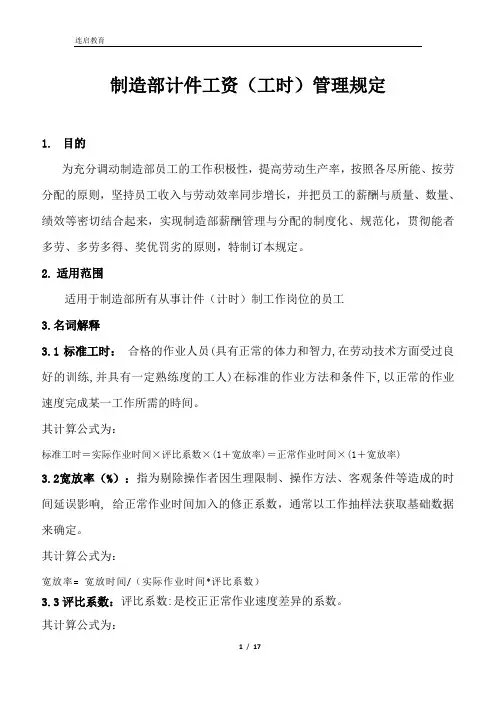
制造部计件工资(工时)管理规定1.目的为充分调动制造部员工的工作积极性,提高劳动生产率,按照各尽所能、按劳分配的原则,坚持员工收入与劳动效率同步增长,并把员工的薪酬与质量、数量、绩效等密切结合起来,实现制造部薪酬管理与分配的制度化、规范化,贯彻能者多劳、多劳多得、奖优罚劣的原则,特制订本规定。
2.适用范围适用于制造部所有从事计件(计时)制工作岗位的员工3.名词解释3.1标准工时:合格的作业人员(具有正常的体力和智力,在劳动技术方面受过良好的训练,并具有一定熟练度的工人)在标准的作业方法和条件下,以正常的作业速度完成某一工作所需的時间。
其计算公式为:标准工时=实际作业时间×评比系数×(1+宽放率)=正常作业时间×(1+宽放率)3.2宽放率(%):指为剔除操作者因生理限制、操作方法、客观条件等造成的时间延误影响, 给正常作业时间加入的修正系数,通常以工作抽样法获取基础数据来确定。
其计算公式为:宽放率= 宽放时间/(实际作业时间*评比系数)3.3评比系数:评比系数:是校正正常作业速度差异的系数。
其计算公式为:评比系数= (1+熟练程度+努力程度+环境+一致性)×100%3.4岗位工时定额:是指该岗位正常作业时,1小时所产生的工时价值的货币体现。
其计算公式为:岗位工时定额=岗位系数×14.5元/小时工时定额的制定是公司参考市场薪资水平并结合公司实际情况而核准制定的,其中公司标准工资=14.5元/小时(政策时薪)。
3.5工效(工时效率)其计算公式为:有效工时效率=制度工时的产量/有效工时总工时效率=制度工时的产量/制度工时无效工时(异常工时)=制度工时-有效工时注:制度工时指的是公司规定的工作时长,如每天8小时;有效工时指的是一定产量所消耗的标准工时。
3.6产品(工序)单价:是指该岗位操作者在标准工时条件下作业8小时所产生的工时价值与岗位(工序)标准产能(产量)的比,即为计件单价。
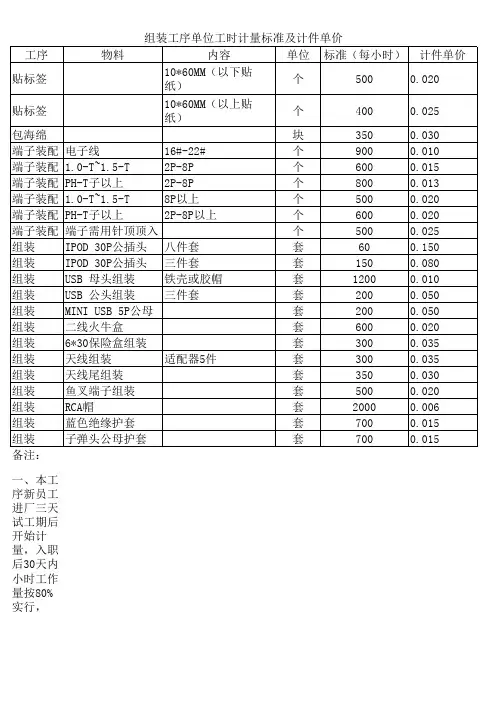
备注:
一、本工序新员工进厂三天试工期后开始计量,入职后30天内小时工作量按80%实行,
入职后31天至60天内小时工作量按90%实行,第三个月起按计件单价计算工资;
二、计件单价中已包含岗位津贴,按计件单价计算工资的员工不再享受岗位津贴;
三、新入职熟手或自愿参加计件的员工向组长申请可以直接按计件标准计算工资;
四、每日工作量折算成工时后,超过8小时部分才为加班工时(周六、周日按工作量折算 成加班工时计算);
五、不良品由责任员工当日内自行修复,不修复的按3倍扣除产量;
六、不良品不能修复的须向组长申请报废处理,超过合理损耗范围的废品照价赔偿,私自 丢弃、藏放不良品或废品的,以一罚十;
七、本标准解释权归公司所有,执行本标准过程中公司可以根据实际情况对标准进行合 理修改或补充。


制造业计件工资方案一、目的。
咱们搞这个计件工资方案呢,就是为了让大家多劳多得,公平公正地拿到自己该拿的钱。
毕竟大家在车间里忙乎,每一滴汗水都不能白流,多干就得多赚,这样大家才有干劲儿,咱们工厂也能更红火。
二、适用范围。
这方案适用于咱们制造业工厂里那些可以用数量来计算工作量的岗位,像生产线上组装小零件的、加工零部件的师傅,只要你的工作成果能数数,这个方案就管事儿。
三、计件单价的确定。
1. 标准工时定价法。
咱先找几个熟练工,让他们正常发挥,做一件产品,看看需要花多长时间,这就是标准工时。
比如说组装一个小玩具,熟练工平均花20分钟,那咱按照咱厂的平均小时工资(假设一小时30元)来算,20分钟就是10元,这个10元就是初步的计件单价。
不过呢,这个单价不是一成不变的,后面咱们还得根据实际情况调整。
2. 市场参考定价法。
咱也不能光埋头自己算,还得看看市场行情。
要是咱生产的东西,外面其他厂也做,咱就打听打听人家给工人的计件工资是多少。
如果人家一件产品给工人12元,咱们可不能定得太低,不然工人都跑人家那儿去了。
咱得综合考虑咱厂的成本、利润,然后定一个有竞争力的价格,比如说11元。
3. 成本加成定价法。
咱得先算出生产这个产品的成本,包括原材料、设备损耗、水电费啥的,假设一个产品成本8元。
然后呢,咱得加上一定的利润空间,要是咱想每件产品赚3元利润,那这个产品的计件单价就是11元(8元成本 + 3元利润)。
四、产量统计。
1. 计数工具。
在车间里,咱们得准备靠谱的计数工具。
如果是小零件,咱可以用那种电子计数器,工人每完成一个,就按一下,清清楚楚的。
要是大型的部件,就专门安排个记数员,在旁边看着记录,可不能稀里糊涂的。
2. 质量合格标准。
这产量统计可不是只看数量,质量得过关才行。
如果生产出来的产品是次品,那可不能算产量。
咱们得有个明确的质量合格标准,比如说零件的尺寸得在某个范围内,表面不能有划痕啥的。
要是质检员检查出来不合格,工人得返工,返工合格了才能算产量。
计算标准工时
首先,我们来了解一下标准工时的概念。
标准工时是指完成一项工作所需的合理时间,它是根据工作内容、工作方法、工作环境等因素确定的。
标准工时的制定需要考虑到工作的复杂程度、技术要求、操作难度等因素,以确保工时的合理性和准确性。
其次,我们将介绍标准工时的计算方法。
标准工时的计算通常包括以下几个步骤,首先,对工作进行分析,了解工作的具体内容和要求;其次,确定工作的标准操作流程,包括操作步骤、操作时间等;然后,进行工作时间的测定和观察,以获取实际工作所需的时间数据;最后,根据实际数据进行计算,确定标准工时。
在实际应用中,标准工时的计算对企业的生产管理和成本控制起着关键作用。
通过合理地计算标准工时,企业可以更好地安排生产计划,提高生产效率,降低生产成本。
同时,标准工时也可以作为绩效考核的依据,对员工的工作表现进行评价和激励。
总的来说,标准工时的计算是企业管理中的一项重要工作,它直接关系到企业的生产效率和成本控制。
正确地计算标准工时需要对工作进行全面的分析和评估,以确保工时的合理性和准确性。
只
有在实践中不断总结经验,不断优化工时计算方法,才能更好地发挥标准工时在企业管理中的作用。
希望本文对您了解标准工时的概念、计算方法和实际应用有所帮助。
标准工时与计件单价概述标准工时与计件单价是企业进行生产和管理的重要指标之一。
标准工时是指在一定条件下,完成一定数量的产品所需的标准时间。
计件单价是指每个产品的生产成本和利润的核算单位价格。
标准工时是企业生产经营的核心。
它反映了生产者在合理的条件下,以一定的技术水平和生产效率能在单位时间内充分发挥劳动能力的工时。
标准工时的确定是根据工作内容、工作对象、工作环境和工作难度等因素进行综合考虑的。
企业通过对工作流程、操作规范、技术要求等进行分析,计算出每个工序所需的标准工时,从而形成标准工时表。
标准工时的制定主要目的是为了提高劳动生产率和降低生产成本,并且可以作为职工工资和福利的依据。
通过设定标准工时,企业可以明确工作目标,明确工作进度,提高生产效率,降低浪费,减少产能闲置,实现生产经营的高质量发展。
计件单价是对产品生产成本和利润的核算单位价格。
通过计件单价的设定,可以有效地激励员工提高工作效率和质量,同时也能通过提高计件单价来增加员工的收入。
计件单价的确定需要考虑到材料成本、人工成本、管理费用、财务费用等多个因素。
企业需要综合考虑各种因素,确保计件单价既能够保证生产成本的合理分摊,又能够为企业创造利润空间。
标准工时和计件单价之间存在一定的关系。
一方面,标准工时的设定直接影响到计件单价的确定。
标准工时越高,计件单价就越高,反之亦然。
另一方面,计件单价的设定对标准工时的实施产生影响。
如果企业将计件单价设定得过高,可能会导致员工追求数量而忽视质量和效率,从而影响生产效益。
如果计件单价设定得过低,则可能导致员工失去积极性,无法发挥其潜力,影响生产效率和质量。
对于企业来说,合理确定标准工时和计件单价非常重要。
一方面,合理的标准工时和计件单价可以提高生产效率和质量,从而提升企业的竞争力和盈利能力。
另一方面,合理的标准工时和计件单价可以促进员工的积极性和创造性,提高员工的工作满意度和生活质量。
总之,标准工时和计件单价是企业生产经营的重要指标,是企业实现高质量发展和员工创业创新的基础。