钻头修磨资料
- 格式:doc
- 大小:72.00 KB
- 文档页数:2
钻头修磨资料钻头修磨培训材料一、钻头的种类及特点 1)种类1.1高速钢钻头(普通钻头)主要采用高速钢W 系、Mo 系材料 1..2、(合金钻头)采用钨钛类(YG )、钨钛钴类(YT )材料高速钢和硬质合金材料的物理力学性能2)特点硬质合金钻的特点:硬度高、导热快、韧性好、弹性好,硬质合金钻的缺点:抗冲击力性差、抗磨性差。
而高速钢钻头的优缺点与硬质合金钻的特点正相反。
二、钻头的结构2.2钻头的顶角:钻头的顶角小时,虽然切入工件比较容易,但是它的缺点是由于切削刃变长,所需的动力增加,以及切削刃的前角减小,寿命缩短。
因此,顶部尖的钻头用在软质材料的孔加工中。
通常对一般钢铁材料,顶角用 120 度左右。
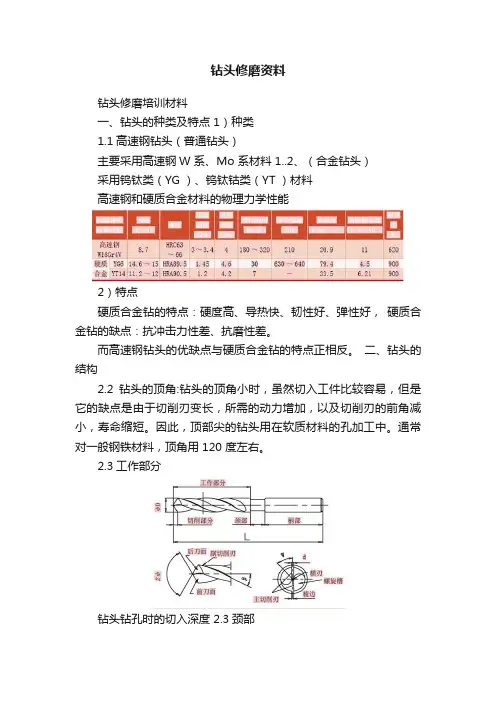
2.3工作部分钻头钻孔时的切入深度 2.3颈部相当于退刀槽 2.4柄部用于钻夹夹坚部位 2.5切削部分钻头的顶角的长度2.5注:1-12cm 无颈部,大于12cm 的有颈部(目前最大的直柄钻为20mm)。
(举例说明钻头的各个部位)2.1螺旋槽:是为排出切屑而设置的,它的大小应该使切屑顺利地排出,并应带有螺旋角。
其沟槽的螺旋角,应工件的材料的种类不同而异。
对硬的材料,角度要小,对软的材料,角度要大。
加工钢铁用的普通钻头,螺旋角大约为 30 度。
2.5.1¢6.45×30×60钻头的有效长度=30柄部长度=(60-30)直径=¢6.45三、钻头的适用范围高速钢:常有范围黄铜/铝合金硬质合金:常用范围紫铜四、换钻头,如何保证第二个钻头所钻的孔深与第一个钻头所钻的孔深一样具体步骤1、磨修钻头2、通过投影仪测钻头切削部分的h值h=钻头的顶尖到切削点的距离3、找基准点(如何做到)3.1挡料3.2调用外圆刀(TXXXX)3.3车工件的端面(Z0.0)3.4退外圆刀到安全点(G28U0.0)4、计算孔深=h+工作部位(指令中只需修改h值,而孔深设定不变)5举例说明(BO18C钻孔程序)T1313#100=hG0G99Z-3.0X0.0Z-1.0G83Z[h+孔的实际深度]Q2000F0.06G80G0X38.M1%五、如何改善钻头的加工途径及直槽钻与扁钻的特点1)分屑槽作用:起到断屑作用,切削力小,适用于紫铜和铝件的加工。
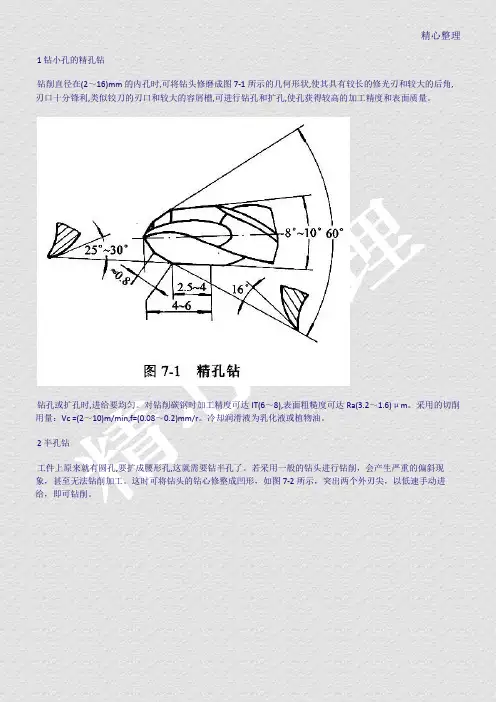
精心整理1 钻小孔的精孔钻钻削直径在(2~16)mm的内孔时,可将钻头修磨成图7-1所示的几何形状,使其具有较长的修光刃和较大的后角,刃口十分锋利,类似铰刀的刃口和较大的容屑槽,可进行钻孔和扩孔,使孔获得较高的加工精度和表面质量。
钻孔或扩孔时,进给要均匀。
对钻削碳钢时加工精度可达IT(6~8),表面粗糙度可达Ra(3.2~1.6)μm。
采用的切削用量:Vc =(2~10)m/min,f=(0.08~0.2)mm/r。
冷却润滑液为乳化液或植物油。
2 半孔钻工件上原来就有圆孔,要扩成腰形孔,这就需要钻半孔了。
若采用一般的钻头进行钻削,会产生严重的偏斜现象,甚至无法钻削加工。
这时可将钻头的钻心修整成凹形,如图7-2所示,突出两个外刃尖,以低速手动进给,即可钻削。
实际钻削时,还会遇到超过半孔和不超过半孔的情况,由于两者的切削分力情况不同,必须对半孔钻的几何参数作必要的修正,若条件可能的话,使用相应的钻套,就更好了。
3 平底孔钻平底又分平底解体4通孔和平底盲孔,如图7-5(b)、(c)所示。
这时,可把麻花钻磨成两刃平直且十分对称的切削刃,并把前角修磨成3°~8°,后角为2°~3°特别是后角不能大,大了以后不仅引起“扎刀”,而且孔底面呈波浪形,重则会造成钻头折断事故。
若钻削盲孔时,应把钻心磨成如图7-5(c)所示的凸形钻心,以便钻头定心,使钻削平稳。
4 薄板钻在(0.1~1.5)mm厚的薄钢板、马口铁皮、薄铝板、黄铜皮和紫铜皮上钻孔,不能用普通钻头,否则钻出的孔就会出现不圆、成多角形、孔口飞边、毛刺很大,甚至薄板扭曲变形,孔被撕破。
大的薄板很难固定在机床上,若用手握住薄板钻孔,当用普通麻花钻的钻尖刚钻透时,钻头失去定心的能力,工件发生抖动,刀刃突然多切,扎入薄板,切削力急增,易使钻头折断或手扶不住,造成事故。
图7-6所示的薄板钻,钻时钻尖先切人工件,起定心作用,两个风力的外尖迅速把中间切离,得到所要求的孔用它钻薄板的干净利落,安全可靠。
支罗钻头的磨法全文共四篇示例,供读者参考第一篇示例:支罗钻头是一种常用的钻井工具,用于在地下岩层中钻取孔洞或者取样。
在使用过程中,支罗钻头往往会因为受到摩擦和冲击而磨损,严重影响其钻井效率和使用寿命。
正确的磨损处理对于延长支罗钻头的使用寿命至关重要。
下面介绍支罗钻头的磨法:1. 磨损分析:在进行磨损处理之前,首先需要对支罗钻头进行磨损分析。
通过观察支罗钻头的磨损程度,可以判断出哪些部位需要进行磨损处理,以及采取何种磨损方式。
2. 磨钝磨损:支罗钻头在使用过程中,由于长时间受到岩石的摩擦和冲击,会导致其切削刃变钝,影响钻头的钻进效率。
对于这种磨损情况,可以采取砂轮磨削的方式进行磨损处理。
首先需要选择适当的砂轮,然后将支罗钻头固定在磨床上,通过砂轮磨削使切削刃恢复锋利。
3. 表面磨损:支罗钻头在岩石中钻取孔洞时,会受到岩石表面的磨损,导致支罗钻头表面不光滑。
对于这种磨损情况,可以采取喷丸或者防磨涂层的方式进行磨损处理。
喷丸可以去除支罗钻头表面的氧化皮和污垢,恢复表面光滑度;而防磨涂层则可以在支罗钻头表面形成一层保护膜,减少表面磨损。
5. 耐磨层磨损:支罗钻头在使用过程中,由于长时间受到岩石的磨损会导致支罗钻头整体的耐磨层磨损严重,这种情况下需要采取特殊的磨损处理方式。
可以通过沉积焊接或者热喷涂等技术,将新的耐磨层覆盖在支罗钻头表面,提高支罗钻头的耐磨性能。
支罗钻头的磨损处理是确保其使用寿命和钻井效率的关键。
只有将支罗钻头的磨损情况及时分析,并采取合适的磨损处理方式,才能延长支罗钻头的使用寿命,提高钻井效率。
希望以上介绍的支罗钻头的磨法对您有所帮助。
第二篇示例:支罗钻头是一种常用的工具,用于在矿山、隧道等工地中进行钻孔工作。
钻头的磨法对于其性能和使用寿命都有着重要的影响,因此正确的磨法对于提高工作效率和降低成本都是非常重要的。
下面将介绍一种较为常用的支罗钻头的磨法,希望对大家在工作中有所帮助。
支罗钻头的磨法主要包括以下几个步骤:清洗钻头、夹紧钻头、调整磨削角度、进行粗磨和精磨、检查钻头磨削情况等。
标准钻头磨法
标准钻头磨法是制造钻头时必须掌握的一项关键技术,也是保证钻头质量的关键。
本文将介绍标准钻头磨法的基本原理、磨削要点和注意事项。
一、基本原理
标准钻头的磨削方法主要是通过磨轮将钻头锥面、刃后缘、前刃角和钻头嘴(引流槽)等部分进行修整。
在磨削过程中,需要注意磨削的平整度、对称性和角度精度。
二、磨削要点
(一)基本要点
1.选用合适的磨轮,将其磨削成所需要的形状和精度,并选取合适的粒度和硬度。
2.钻头和磨具的相对位置需要固定,以保证磨刃角等各项参数的精度。
3.每次磨削时应按磨削的要求调节磨削速度和进给量,确保磨削精度和磨削质量。
4.保证磨削时的润滑和冷却条件,在磨削时应注重清洗和浸油。
(二)磨刃前要点
1.检查钻头的几何尺寸和表面粗糙度。
2.将钻头清洁干净,确保表面干净、光滑和无油污。
3.安装钻头,按磨削要求在机床上调整位置。
4.启动机床,进行自动或手动磨削。
1.磨前和磨后要进行检查和比较,以确保磨削的精度和磨削质量。
2.磨削后应及时清理刀具表面,尤其是切削刃上的毛刺、碎屑和油污等。
3.定期对机床进行维护,保证设备处于良好状态,以确保钻头磨削的精度和磨削质量。
三、注意事项
(一)注意机床的修整和维护,避免机床的磨损和变形。
(二)在选用磨具时,要注意其硬度、粒度和细度,以确保磨削效果和磨具的寿命。
(三)在磨削过程中,要坚持与操作规程相符合,不要随意调整进给量和转速等参数。
(四)磨削时应注意质量控制,磨削出来的钻头应经过检查合格后方可使用。

钻头研磨操作要领书(一) 研磨前准备事项1. 将调整台调整刻度归零:顺时针旋转到底,逆时针调到“0”位。
如图:图12. 确认钻头尺寸,选择适用筒夹。
以45°角将筒夹嵌入夹头,并锁上夹头螺帽(请勿旋紧)。
如图:3. 将钻头放入夹头组,至钻头出修磨端5mm ,并保持钻头为可调整状态。
如图:4. 调整确认钻头先端角角度。
如图:(二) 定位座调整1. 将调整盘刻度调至钻头的外径尺寸。
例如钻头为1.6mm :2.3. 钻头先端插入底部后,向右旋转定位。
如图:4. 将夹头固定具组,向右旋转到底后锁紧5. 将夹头固定具组向左旋转取出,确认钻头刃口与固定座缺角线平行。
若不平行则继续调整(三)先端角研磨1.启动电源2.将夹头组放入研磨座,固定座缺口部位对位两支插销,轻轻推砥磨石。
左右转动缓缓向前推到底,研磨至无声为止3.接着取出转向180°,以同样方式研磨至无声为止(四)中心静点研磨1.将夹头组缺角线中心对准插销放入,轻轻推砥砂轮。
放入到底后,左右旋转研磨至无声为止2.接着取出转向180°,以同样方式研磨至无声为止(可以使用垫片调整静点大小)(五) 机台清洁保养1. 清洁保养前请断开电源,确认机器处于断电状态2. 将使用过的夹头组分解,摆放整齐3. 使用气枪清除研磨孔,及夹头组处粉末4.(六) 砂轮更换1. 更换砂轮前请断开电源,确认机器处于断电状态2. 卸下砂轮保护盖螺丝,松开砂轮固定螺丝,取下旧砂轮及砂轮叶片3. 使用干净的抹布擦拭马达轴心,及新砂轮表面。
4. 装回新砂轮,砂轮叶片及固定螺丝5. 盖上砂轮保护盖,锁上固定螺丝注意事项:1. 根据研磨钻头的材质选择不一样的砂轮HSS 钻头选择CBN 砂轮; 钨钢钻头选择SDC 砂轮 2. 使用前请确认电压3. 做好每一次的清洁工作,以维持机器的寿命4. 研磨时不可握住钻柄,钻柄用力将影响中心不平均。
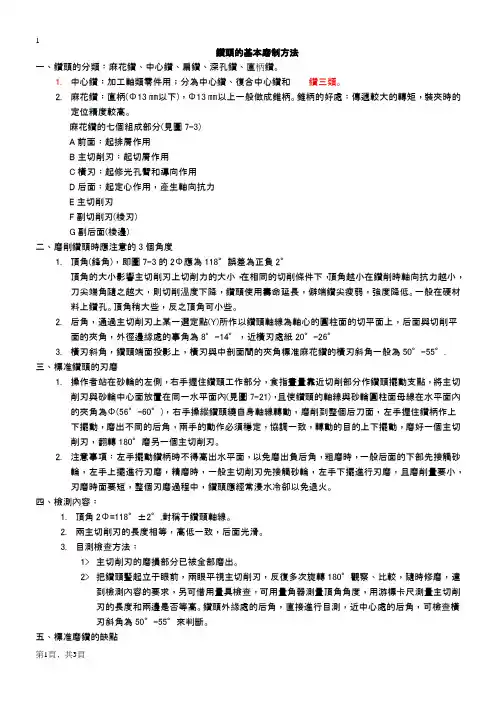
鑽頭的基本磨制方法一﹑鑽頭的分類﹕麻花鑽﹑中心鑽﹑扁鑽﹑深孔鑽﹑直柄鑽。
1.中心鑽﹕加工軸類零件用﹔分為中心鑽﹑復合中心鑽和鑽三類。
2.麻花鑽﹕直柄(Φ13㎜以下)﹐Φ13㎜以上一般做成錐柄。
錐柄的好處﹕傳遞較大的轉矩﹐裝夾時的定位精度較高。
麻花鑽的七個組成部分(見圖7-3)A前面﹕起排屑作用B主切削刃﹕起切屑作用C橫刃﹕起修光孔臂和導向作用D后面﹕起定心作用﹐產生軸向抗力E主切削刃F副切削刃(棱刃)G副后面(棱邊)二﹑磨削鑽頭時應注意的3個角度1.頂角(鋒角)﹐即圖7-3的2Φ應為118°誤差為正負2°頂角的大小影響主切削刃上切削力的大小﹐在相同的切削條件下﹐頂角越小在鑽削時軸向抗力越小﹐刀尖端角隨之越大﹐則切削溫度下降﹐鑽頭使用壽命延長﹐僻端鑽尖瘦弱﹐強度降低。
一般在硬材料上鑽孔。
頂角稍大些﹐反之頂角可小些。
2.后角﹐通過主切削刃上某一選定點(Y)所作以鑽頭軸線為軸心的圓柱面的切平面上﹐后面與切削平面的夾角﹐外徑邊緣處的事角為8°-14°﹐近橫刃處紙20°-26°3.橫刃斜角﹐鑽頭端面投影上﹐橫刃與中剖面間的夾角標准麻花鑽的橫刃斜角一般為50°-55°.三﹑標准鑽頭的刃磨1.操作者站在砂輪的左側﹐右手握住鑽頭工作部分﹐食指晝量靠近切削部分作鑽頭擺動支點﹐將主切削刃與砂輪中心面放置在同一水平面內(見圖7-21)﹐且使鑽頭的軸線與砂輪圓柱面母線在水平面內的夾角為Φ(56°-60°)﹐右手操縱鑽頭繞自身軸線轉動﹐磨削到整個后刀面﹐左手握住鑽柄作上下擺動﹐磨出不同的后角﹐兩手的動作必須穩定﹐協調一致﹐轉動的目的上下擺動﹐磨好一個主切削刃﹐翻轉180°磨另一個主切削刃。
2.注意事項﹕左手擺動鑽柄時不得高出水平面﹐以免磨出負后角﹐粗磨時﹐一般后面的下部先接觸砂輪﹐左手上擺進行刃磨﹐精磨時﹐一般主切削刃先接觸砂輪﹐左手下擺進行刃磨﹐且磨削量要小﹐刃磨時面要短﹐整個刃磨過程中﹐鑽頭應經常浸水冷卻以免退火。
钻头的五种修磨方式钻头是一种常用的工具,用于在各种材料上钻孔。
在使用钻头的过程中,由于摩擦和磨损的作用,钻头的尖端往往会失去原来的锋利度,影响钻孔的效果。
为了保持钻头的良好状态,需要对其进行修磨。
下面将介绍钻头的五种修磨方式。
一、手工修磨手工修磨是最常见的一种修磨方式。
使用手工修磨可以灵活地根据钻头的磨损情况进行修磨,修磨后的钻头可以恢复一定的锋利度。
手工修磨的具体步骤包括:使用磨石或砂轮对钻头进行打磨,调整钻头的角度和形状,消除磨损和刃口的缺陷。
二、机械修磨机械修磨是一种较为高效的修磨方式。
通过使用专门的钻磨机或磨床,可以对钻头进行自动化修磨。
机械修磨可以快速地修复钻头的刃口,提高钻孔效率。
修磨时需要注意选择合适的修磨参数,避免过度修磨导致钻头变形或损坏。
三、电火花修磨电火花修磨是一种高精度的修磨方式。
通过在钻头表面产生微小的电火花,可以去除钻头表面的氧化层和磨损层,恢复钻头的锋利度。
电火花修磨具有修复效果好、精度高的特点,适用于对钻头进行精细修磨。
四、超声波修磨超声波修磨是一种非接触式的修磨方式。
通过将钻头浸泡在超声波液中,利用超声波的振动作用,可以快速去除钻头表面的污物和磨损层,恢复钻头的锋利度。
超声波修磨具有高效、省时的特点,适用于对小尺寸钻头的修磨。
五、化学修磨化学修磨是一种特殊的修磨方式。
通过在钻头表面涂覆一层化学溶液,溶液中的化学物质可以与钻头表面发生化学反应,去除钻头表面的氧化层和磨损层,恢复钻头的锋利度。
化学修磨具有操作简单、成本低的特点,适用于对特殊材料或特殊形状的钻头进行修磨。
钻头的修磨方式有手工修磨、机械修磨、电火花修磨、超声波修磨和化学修磨。
不同的修磨方式适用于不同的情况,可以根据实际需要选择合适的修磨方式。
通过定期对钻头进行修磨,可以延长钻头的使用寿命,提高钻孔效果,保证工作质量和效率。
在使用钻头的过程中,还需要注意合理使用和保养,避免过度磨损和损坏。
木工钻头的修磨方法
我折腾了好久木工钻头的修磨方法,总算找到点门道。
说实话,木工钻头修磨这事儿,我一开始也是瞎摸索。
我就觉得钻头钝了,磨一磨应该就行,可没那么简单。
最开始我就随便找了个砂轮,然后就把钻头往上怼,想当然地觉得只要把前面磨尖就行了。
结果呢,用的时候才发现,钻出来的孔不光是歪的,而且钻头还特别热,木头都有点焦糊味了。
这就证明我这个方法大错特错了。
后来我就又去研究这个钻头的构造,发现它有那螺旋的刃。
我就想这刃肯定很重要啊。
然后我就又试着磨,这次就小心地按照刃的方向来弄。
我是这么想的,这就好比给刀开刃,得顺着那个劲儿。
可是呢,我把握不好角度,磨得不是太斜了就是不够斜。
当时我就特别懊恼,觉得这怎么这么难呢。
又试了好几次后,我发现了一个小窍门。
比如说修磨的时候,可以先找一块小木板,把钻头比照在木板上要钻进去的那种倾斜角度,然后就按照这个角度在砂轮上磨。
而且磨的时候不要太用力,要轻轻地,一点一点地磨。
就像你在给什么很精细的东西打磨一样,必须要有耐心。
这个时候,你还得时不时看一下钻头两边的刃是不是对称了。
我就是之前光注意一边
了,另一边不管不顾的,结果钻出的孔就特别不规整。
还有啊,我不确定是不是所有类型的木工钻头都适用这个方法。
但是我试过的那些普通的麻花钻头,按照这样的方法修磨,效果都还不错。
反正这修磨木工钻头啊,没有那么简单,必须得多次尝试,还得从失败里面找教训,耐心特别重要。
我感觉自己还有很多可以改进的地方,但目前这个法子确实比我开始的时候瞎磨要好太多了。
支罗钻头的磨法
支罗钻头的磨法如下:
1.以习惯手为支点,拿稳钻头,另一只手轻握钻尾。
2.钻头切削刃口水平贴靠砂轮水平处外缘,切削刃与砂轮外缘线的角度约为60°或略小一些。
3.钻头在顺时针方向旋转的同时钻尾向下压约10度角,进行刃磨。
4.钻头一次旋转30度角或稍大一些,注意不要磨到另一切削刃,磨两三次。
5.支撑点不变,将钻头旋转180°,用同样的方法刃磨另一切削刃。
6.磨好后,将钻头垂直,拿在手中,检查所磨的钻头是否以它的中心线对称,若不对称进行修磨。
7.修磨横刃,即对称刃磨钻头后刃。
8.大钻头可用砂轮侧面进行刃磨,方法同以上。
9.钢口不好的麻花钻可将顶角适当磨大些。
三尖七刃锐当先、月牙弧槽分两边,侧外刃再开槽,横刃磨低、窄又尖群钻优于其它钻头的原因:标准麻花钻60%的轴向阻力来自横刃,因横刃前角达-60°左右。
“群钻”把麻花钻横刃磨去80%〜90%,并形成两条内刃,内刃前角由-60加大为0°〜-10°从而使轴向阻力减少50%左右,进给感觉特别轻快。
群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。
钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。
其钻矩降低30%左右,所以它可以用较大的进给量钻孔。
外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。
由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用。
麻花钻对于机械加工来说, 它是一种常用的钻孔工具。
结构虽然简单, 但要把它真正刃磨好, 也不是一件轻松的事。
关键在于掌握好刃磨的方法和技巧, 方法掌握了,问题就会迎刃而解。
我这里介绍一下对麻花钻的手工刃磨技巧。
麻花钻的顶角一般是118°,也可把它当作120°来看待。
刃磨钻头主要掌握几个技巧:1 、刃口要与砂轮面摆平。
磨钻头前, 先要将钻头的主切削刃与砂轮面放置在一个水平面上, 也就是说, 保证刃口接触砂轮面时, 整个刃都要磨到。
这是钻头与砂轮相对位置的第一步, 位置摆好再慢慢往砂轮面上靠。
2、钻头轴线要与砂轮面斜出60°的角度。
这个角度就是钻头的锋角, 此时的角度不对, 将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。
这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行, 这个角度一般比较能看得准。
这里要注意钻头刃磨前相对的水平位置和角度位置, 二者要统筹兼顾, 不要为了摆平刃口而忽略了摆好度角, 或为了摆好角度而忽略了摆平刃口。
3、由刃口往后磨后面。
刃口接触砂轮后,要从主切削刃往后面磨, 也就是从钻头的刃口先开始接触砂轮, 而后沿着整个后刀面缓慢往下磨。
钻头的刃磨方法1、标准麻花钻的刃磨要求①顶角为118°±2°。
②外缘处的后角为10°-14°。
③横刃斜角为50°-55°。
④两主切削刃长度以及和钻头轴心线组成的两个角要相等。
⑤两个主后面要刃磨光滑。
2、标准麻花钻的刃磨及检验方法①两手握法:右手握住钻头的头部,左手握住柄部。
②钻头与砂轮的相对位置:钻头轴心线与砂轮圆柱母线在水平面内的夹角等于钻头顶角的一半,被刃磨部分的主切削刃处于水平位置。
③刃磨动作:将主切削刃在略高于砂轮平中心平面处先接触砂轮右手缓慢地使钻头绕自己的轴线由下向上转动,同时施加适当的刃磨压力,这样可使整个后面都磨到。
左手配合右手作缓慢的同步下压运动,刃磨压力逐渐加大,这样就便于磨出后角其下压一速度及其幅度随要求的后角大小而变,为保证钻头近中心处磨出较大后角,还应作适当的右移运动。
刃磨时两手动作的配合要协调、自然。
按此不断反复,两后面经常轮换,直至达到刃磨要求。
④钻头冷却:钻头刃磨压力不宜过大,并要经常蘸水冷却,防止因过热退火而降低硬度。
⑤砂轮选择:一般采用粒度为46-80、硬度为中级的氧化铝砂轮为宜。
砂轮旋转必须平稳,对跳动量大的砂轮必须进行修整。
⑥刃磨检验:钻头的几何知角度及两主切削刃的对称等要求,可利用检验样板进行检验。
但在刃磨过程中最经常的还是目测主方法。
目测检验时,把钻头切削部分向上竖立,两眼平视,由于两主切削刃一前一后会产生视差,往往感到左刃(前刃)高而右刃(后刃)低,所以要旋转180°后反复看几次,如果一样,就说明对称了。
钻头外缘处的后角要求,可通过控制横刃斜角的合理数值来保证。
3、钻头横刃的修磨:标准麻花钻的横刃较长,且横刃处的前角存在较大的负值。
因此在钻孔时,横刃处的切削为挤刮状态,轴向抗力较大,同时,横刃长定心作用不好,钻头容易发生抖动。
所以,对于直径在6mm以上的钻头必须修短横刃,并适当增大近横刃处的前角。
钻头修磨培训教材
麻花钻的刃磨需要注意的几点:
1、麻花钻的顶角一般是118°,也可把它当作120°来看待。
2、两条主切削刃的长度和角度要对称,(因为观察时两钻刃一前一后,会产生视差,观看两钻刃时,往往感到左刃(前刃)微高。
这时将钻心绕轴线旋转180,这样反复几次,如果看的结果一样,就证明对称了。
)
3、要保证磨出正确的后角,后角角度磨的适合,锋尖对中,两刃对称。
4、将横刃修短一些,但不能修没了。
可以减小进给抗力。
5、刃磨的过程中应经常浸入水中冷却。
避免刃口退火。
不可造成刃口变色。
6孔径和粗糙度要求不严的孔,可以适当保持两刃口略微不平衡。
这样钻出的孔口部的孔径略大,可以减少刃带和孔壁的摩擦。
7、硬质合金钻头不能浸入水中冷却。
8、钻削时,钻头应排屑轻快,无振动,孔径无扩大。
刃磨钻头主要掌握几个技巧:
1、刃口要与砂轮面摆平。
磨钻头前,保证刃口接触砂轮面时,整个刃都要磨到。
位置摆好再慢慢往砂轮面上靠。
2、钻头轴线要与砂轮面斜出60°的角度。
此时的角度不对,将直接影响钻头顶角(120°)的大小及主切削刃的形状和横刃斜角。
3、由刃口往后磨后面。
从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。
钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小。
4、钻头的刃口要上下摆动,钻头尾部不能起翘。
这是一个标准的钻头磨削动作,握钻头前部的手要均匀地将钻头在砂轮面上上下摆动(目的:磨后角),而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削。
这是最关键的一步,钻头磨得好与坏,与此有很大的关系。
5、保证刃尖对称,保证后角。
一边刃口磨好后,再磨另一边刃口,必须保证两边刃口要对称。
钻头切削刃的后角一般为10°-14°。
后角大,刃口锋利,切削省力,适合铝、树脂、铸铁、黄铜等的切削,过大则:切削刃太薄,钻削时振动厉害,易崩刃,孔口呈三边或五边形,铁屑呈针状;后角小,适合对较硬的材料进行切削。
过小则:钻削时轴向力很大,不易切入,切削力增加,钻头发热严重,甚至无法钻削。
6、两刃磨好后,对直径大一些的钻头需要修横刃。
钻头两刃磨好后,两刃锋尖处会有一个平面,即横刃。
横刃的修磨很重要,影响钻头的中心定位与切削阻力。
注意在修磨刃尖倒角时,千万不能磨到主切削刃上,直接影响钻孔。
横刃的特点及横刃修磨方法
6.1:特点
6.1.1横刃长
1)不锋利、阻力大、排屑不畅、容易偏心、磨损快。
6.1.2横刃过小
1)排屑好,钻头易裂口,导向性不好,孔径不易控制,适用于紫铜
6.2修磨方法
6.2.1普通麻花钻的横刃修修磨方法
横刃处理时,缩短横刃的宽度,使钻心的横刃与主切削刃接近十字交叉,减少钻削中的轴向力和钻削中的转矩。
定心精度大为提高。
可在
一定条件下取消中心钻,提高加工效率和缩短生产节拍。
当然,磨钻头没有一定的定式,需要在实际操作中积累经验,通过比较、观察、反复试验,定会把钻头磨得更好。