钢结构施工方案培训资料
- 格式:docx
- 大小:8.37 MB
- 文档页数:31
江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou
天津北方天力联合厂房项目钢结构施工方案
1
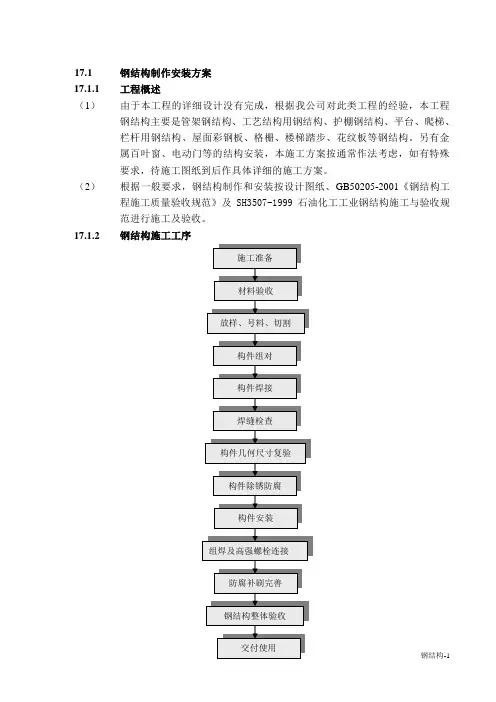
钢结构施工方案
编制人:
审核人:
江苏启安天津北方天力联合厂房项目部
2014年11月5日
江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou 天津北方天力联合厂房项目钢结构施工方案
2 目录
第一章 工程概况 3
第一节:工程简介 3
第二节:工程概况 3
第三节:编制依据 3
第二章 钢结构构件加工 4
第一节:钢结构制作 4
第二节:钢结构加工工艺 5
第三节:钢结构加工工艺 5
第四节:钢结构加工工艺 5
第五节:钢结构加工工艺 5
第六节:钢结构加工工艺 5
第七节:钢结构加工工艺 5
第二节:钢结构加工工艺 5
第二节:钢结构加工工艺 5
第二节:钢结构加工工艺 5
第二节:钢结构加工工艺 5
第三章 进场准备工作 17
第一节:构件的运输 17
第二节:构件的堆放 17
第三节:定位轴线和水准点的复测 17
第四节:构件的标注 17
第五节:起重机械 18
第六节:吊装时对构件的保护 18
第四章 吊装方法 19
第一节:钢柱的吊装 19
第二节:钢梁的吊装 20
第三节:压型钢板的安装 21
第四节:测量校正 24
第五节:检查和验收 25
第五章 安全技术要点 27
第六章 冬季施工 29
江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou 天津北方天力联合厂房项目钢结构施工方案
3 第一章 工程概况
第一节:工程简介
1.1、工程名称:天津北方天力增压技术有限公司10万台增压器生产能力建设项目联合厂房;
1.2、地理位置:天津市北辰经济技术开发区,一号路以北,九号路以东,中国北方发电机研究所的北园区内;
1.3、建设单位:中国北方发动机研究所;
1.4、设计单位:机械工业第四设计研究院;
1.5、勘察单位:机械工业第四设计研究院;
1.6、监理单位:山西协诚建设项目管理有限公司;
1.7、施工单位:江苏启安集团建设有限公司。
第二节:工程概况
天津北方天力增压技术有限公司10万台增压器生产能力建设项目联合厂房工程座落在天津市北辰经济技术开发区,一号路以北,九号路以东,中国北方发动机研究所的北园区内。本工程主体结构为单层钢结构工业厂房,檐口高度为7.5m,跨度48m,檐长126m。厂房为门式钢架轻钢结构,压型钢板围护。本工程钢结构安装的主要构件有钢柱、屋面梁、支撑杆件、柱间支撑、水平支撑、檩条。屋面为复合型彩板(夹层为岩棉复合板),钢檩条为冷弯薄壁型结构,Z型檩条,材质强度:Q345B。型钢支撑材质强度:Q235。墙面彩板系双层(中间夹超细玻璃棉)横排板,钢檩条为冷弯薄壁型结构,C型檩条。
第三节:编制依据
《建筑工程抗震设防分类标准》(GB50223-2008)
《钢结构工程施工质量验收规范》(GB50205-2001)
《钢结构高强度螺栓连接技术规程》(JGJ82-2011)
《钢结构焊接规范》(GB50661-2011)
《门式钢架轻型房屋钢结构技术规程》(CECS102:2002)
江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou 天津北方天力联合厂房项目钢结构施工方案
4 第二章 钢结构构件加工
第一节:钢构件制作
1、材料控制
1.1材料控制流程图:
不
合
格合格
1.2根据施工图提出材料采购计划,材料计划中要注明物资的品名、型号、规格参数及应满足的国家标准或行业标准。
1.3选择国内外有资信的供应商三家以上,经合同评审后签定采购合同。合同中必须明确原材料标准、质量要求、价格、交货方式、地点、时间及违约责任等。
1.4原材料到场后,应进行实物与资料核对,如业主有要求可共同进行验收,并办理确经营预算处提出材料计划
材料设备处审核
材料供应商选择
签定供货合同
材料进场
材料设备处、技术质量处进场检查
复验
入库
出库
加工车间 报验 复验 江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou 天津北方天力联合厂房项目钢结构施工方案
5 认手续。原材料必须有符合要求的出厂质量证明书。
1.5由试验员按原材料批量进行力学性能试验。
1.6经检验合格的原材料,由质检组标识“合格”标志,并办理入库验收手续,建立台帐。经检验发现不合格品,由质检组对其标识“不合格”标志,做好记录,并将不合格品退场。
第二节:加工工艺流程
2.1.H型钢加工制作工艺流程:
2.2变截面梁柱加工制作工艺流程: 江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou 天津北方天力联合厂房项目钢结构施工方案
6 翼板 腹板 其它零件
江苏启安建设集团有限公司
Jiang Su Qi An BuiLding Grou 天津北方天力联合厂房项目钢结构施工方案
7 第三节:材料矫正
3.1所有钢材在制作前均应进行复检,如有变形等情况,采用矫正机或火焰进行矫正。火焰矫正温度不得超过900℃,并严禁强制降温。如钢材严重受损时,不得强行矫正,只能作短料使用或不予使用。
3.2矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0.5mm。
3.3钢材矫正后钢材的局部平面度允许偏差为1.0mm。
第四节:放样、号料
4.1本工程放样用的计量器具经计量检测单位检测合格后方可使用。
4.2放样以计算机数学放样为主,人工放样在平整的放样平台上进行,凡放大样的构件,应以1:1的比例放出实样。当构件较大难以制作样板时,可绘制下料草图。
4.3放样工作完成后,对所放大样和样板进行自检,无误后报质检员进行检验。
4.4号料前确认材质,根据加工清单、排版图以及加工草图,严格核对后进行,并跟踪检查。
4.5号料时长度必须留焊接收缩余量(不少于30mm),宽度方向留2~3mm。
4.6号料允许偏差:
序 号 项 目 允 许 偏 差(mm)
1 零件外形尺寸 ±1.0
2 孔 距 ±0.5
3 基 准 线 ±0.5
4 对 角 线 差 1.0
5 样板的角度 ±20ˊ
第五节:切割
5.1 切割前钢材表面的油污、铁锈、潮气应清除。
5.2切割质量要求:
切削面情况 主要构件 次要构件
表面粗糙度 50S以下或0.03mm 100S以下