电解加工的应用
- 格式:ppt
- 大小:1.10 MB
- 文档页数:90

电解原理及其应用
一、电解原理
1、电解
(1)定义:使电流通过电解质溶液(或熔融的电解质)而在阴、阳两极引起还原氧化反应的过程。
(2)特点:①电解是不可逆的 ②电解质导电一定发生化学变化。
2、电解池
(1)定义:把电能转化为化学能的装置称之为电解池。
(3)电极名称和电极反应
3、电极产物的判断
(1)阳极产物(先看阳极材料、再看阴离子放电顺序):
①活泼阳极:
②惰性阳极(Pt、石墨):
(2)阴极产物:(看阳离子得电子能力)
二、电解原理的应用
1、氯碱工业
(1)原料的应用
①粗盐的成分:粗盐中含有泥沙、Ca2+、Mg2+、Fe2+、SO42-杂质,不符合电解要求,因此必须经过精制。
②杂质的危害:Ca2+、Mg2+等金属离子在碱性环境中会生成沉淀,损坏离子交换膜;此外,杂质的存在会使得到的产品不纯。
③除杂质的过程:
注意:除杂质时所加试剂的顺序要求是:Na2CO3必须在BaCl2之后;加入盐酸在过滤之后,因此试剂加入顺序有多种选择:如
(2)反应原理
阳极(放电顺序:Cl->OH-):2Cl--2e- ==== Cl2↑(氧化反应)
阴极(放电顺序:H+>Na+):2H++2e- ==== H2↑(还原反应)
在上述反应中,由于H+在阴极上得到电子而生成H2,破坏了附近的水的电离平衡,促进了水继续电离,结果阴极区溶液里OH-的浓度增大而呈碱性。
总反应:2NaCl + 2H2O 2NaOH + H2↑ + Cl2↑
2、电解精炼铜
电解精炼铜时,用纯铜作阴极,粗铜作阳极,用CuSO4(或CuCl2)溶液作电解液,当通以直流电时,粗铜逐渐溶解,在阴极上析出纯铜,粗铜中的多数杂质(阳极泥)沉积于电解槽底部。其原理为:
阳极(粗铜):Cu-2e- ==== Cu2+ ,阴极(纯铜片):Cu2++2e- ====
Cu 。
3、电镀铜
应用电解原理在某些金属表面镀上一薄层其它金属或合金的过程称为电镀。

电解加工原理
电解加工是一种利用电化学原理进行金属加工的方法,它利用电解液中的电解质对金属进行溶解和腐蚀,从而实现对金属材料的精密加工。电解加工具有加工精度高、表面光洁度好、加工形状复杂等优点,因此在精密加工领域得到了广泛的应用。
电解加工的原理主要包括电解液、电极和电解过程。首先,电解液是电解加工中的重要介质,它能够提供离子传导通道,将电解质输送到加工区域,并在电解过程中起到腐蚀金属的作用。不同的电解液对金属的腐蚀速度和加工效果有着重要的影响,因此在电解加工中选择合适的电解液至关重要。
其次,电解加工需要使用电极来提供电流,通常情况下,工件作为阳极,而阴极则是电解液中的电极,通过电解液中的离子传导,实现对金属的腐蚀和加工。电极的设计和布置对电解加工的效果有着重要的影响,合理的电极设计可以提高加工效率和加工质量。
最后,电解过程是电解加工的核心,它是通过电解液中的电解质对金属进行溶解和腐蚀,从而实现对金属材料的精密加工。在电解过程中,电解液中的离子将在阳极和阴极之间传递,并与金属表面发生化学反应,从而实现对金属的加工。电解过程的参数控制和工艺优化对加工效果有着至关重要的影响,需要通过合理的参数设置和工艺优化来实现加工目标。
总的来说,电解加工是一种利用电化学原理进行金属加工的方法,它通过电解液、电极和电解过程实现对金属材料的精密加工。电解加工具有加工精度高、表面光洁度好、加工形状复杂等优点,因此在精密加工领域得到了广泛的应用。在实际应用中,需要合理选择电解液、设计电极和优化电解过程,以实现对金属材料的高效加工。
以上就是关于电解加工原理的介绍,希望对您有所帮助。
伽z 知 l苎 奎苎
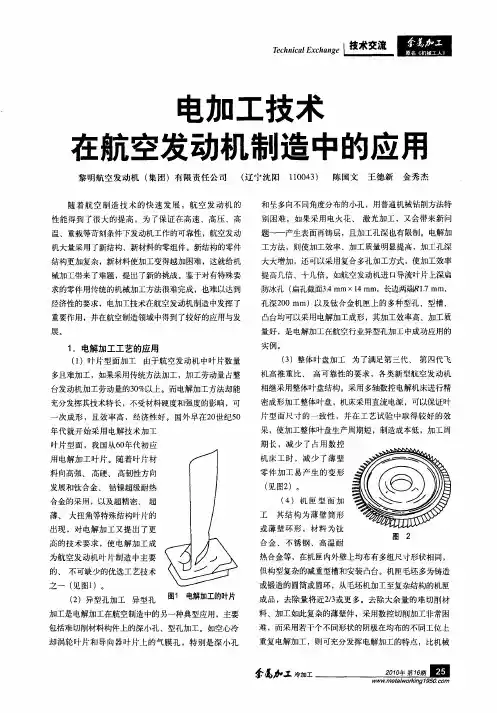
电加工技术
在航空发动机制造中的应用
黎明航空发动机(集团)有限责任公司 (辽宁沈阳 110043) 陈国文王德新金秀杰
随着航空制造技术的快速发展,航空发动机的
性能得到了很大的提高,为了保证在高速、高压、高
温、重载等苛刻条件下发动机工作的可靠性,航空发动
机大量采用了新结构、新材料的零组件。新结构的零件
结构更加复杂,新材料使加工变得越加困难,这就给机
械加工带来了难题,提出了新的挑战。鉴于对有特殊要
求的零件用传统的机械加工方法很难完成,也难以达到
经济性的要求,电加工技术在航空发动机制造中发挥了
重要作用,并在航空制造领域中得到了较好的应用与发
展。
1.电解加工工艺的应用 (1)叶片型面加工由于航空发动机中叶片数量
多且难加工,如果采用传统方法加工,加工劳动量占整
台发动机加工劳动量的30%以上。而电解加工方法却能
充分发挥其技术特长,不受材料硬度和强度的影响,可
一次成形,且效率高,经济性好。国外早在20世纪50
年代就开始采用电解技术加工
叶片型面,我国从60年代初应
用电解加工叶片。随着叶片材
料向高强、高硬、高韧性方向
发展和钛合金、钴镍超级耐热 合金的采用,以及超精密、超
薄、大扭角等特殊结构叶片的
出现,对电解加工又提出了更
高的技术要求,使电解加工成
为航空发动机叶片制造中主要
的、不可缺少的优选工艺技术
之一(见图1)。 (2)异型孔加工异型孔 ml 电解加工的叶片
加工是电解加工在航空制造中的另一种典型应用,主要
包括难切削材料构件上的深小孔、型孔加工。如空心冷
却涡轮叶片和导向器叶片上的气膜孔,特别是深小孔 和呈多向不同角度分布的小孔,用普通机械钻削方法特
别困难,如果采用电火花、激光加工,又会带来新问
题——产生表面再铸层,且加工孔深也有限制。电解加
工方法,则使加工效率、加工质量明显提高,加工孔深
大大增加,还可以采用复合多孔加工方式,使加工效率 提高几倍、十几倍。如航空发动机进口导流叶片上深扁

电解液生产工艺
电解液生产工艺是指将原料经过一系列步骤,最终制成电解液的生产加工过程。它通常包括原料准备、充填、熔融、搅拌、浓缩、冷却、装罐、封口等步骤,也可以根据客户的要求,采用各种不同的工艺单元,来优化生产效率和质量。
电解液生产工艺主要有以下步骤:
1. 原料准备:首先,将所需的原料,如氢氟酸、硫酸、铝酸、氢氧化钠、氯化钠等投入搅拌槽中,用精密计量仪表进行精确计量,然后加入稀释剂,如水或甲醇,以便混合均匀。
2. 熔融:在调节好温度、压力和熔融时间后,将原料熔融在一起,使各种物质能够融合、混合并形成一种浆液,以保证最终产品的稳定性和质量。
3. 搅拌:将上述搅拌槽中的混合物,放入搅拌机中进行搅拌,使各种物质充分混合,并改善电解液的均匀性和流动性。
4. 浓缩:将搅拌完毕的电解液,放入真空浓缩机中进行浓缩,以减少电解液中析出的水分,使电解液更加稳定。 5. 冷却:将浓缩完成的电解液,放入冷却器中进行冷却,使电解液的温度降低,以避免因温度过高而导致的析出物的形成。
6. 装罐:将冷却完毕的电解液,放入袋装机中装罐,并在装罐前进行检查,以保证电解液的质量。
7. 封口:将装罐完毕的电解液,放入封口机中进行封口,以避免电解液的污染和氧化。
最后,电解液生产工艺完毕,就可以把电解液装箱准备出厂了。
电解液生产工艺需要比较高的技术要求,各个工序都要求精确、严格、规范,以保证最终产品的质量和性能。而且,在生产过程中,还要注意安全,以免出现意外。