电极极化现象对电池的影响
- 格式:docx
- 大小:23.95 KB
- 文档页数:1
电池极化分析及工艺改进电池极化是指电池在使用过程中,电极表面形成的物理、化学过程导致电能转化效率下降的现象。
电池极化主要分为浓差极化、活性极化和阻抗极化。
为了提高电池的性能,需要进行工艺改进,减少极化现象的发生。
首先,浓差极化是由于溶液的浓度差异导致的。
在电池工作过程中,溶液中的活性物质被电极表面吸附,形成物质浓度的不均匀分布,导致电位下降。
要减少浓差极化,可以改进电解质中的浓度分布。
一种方法是通过循环使用溶液,使其均匀分布,减少浓度差异。
另一种方法是通过改变电解质的浓度,控制物质的扩散速率,减少浓差极化。
其次,活性极化是由于电极表面的活性物质与电解质之间存在的电化学反应导致的。
电池工作过程中,活性物质不断与电解质接触,发生氧化还原反应,形成物质的氧化物或还原物。
在电池的极化过程中,活性物质的生成速率与扩散速率之间存在差异,导致电位下降。
要减少活性极化,可以改进电极表面的活性物质分布。
一种方法是通过改变电极材料的结构或成分,提高活性物质的扩散速率。
另一种方法是控制电极表面的形貌,增加活性物质的触点数,提高反应速率。
最后,阻抗极化是由于电池内部的电阻导致的。
电池工作过程中,电解质中的离子在导电材料中传输时会遇到阻力,导致电压降低。
要减少阻抗极化,可以改进电池内部的电阻分布。
一种方法是通过调整电池的几何形状,减小电极间的距离,减少电阻。
另一种方法是优化电池的导电材料,提高离子的传输速率,减少电阻。
总的来说,要改进电池的性能,减少极化现象的发生,可以从浓差极化、活性极化和阻抗极化三个方面进行工艺优化。
通过调整溶液浓度分布、改进电极表面的活性物质分布,以及优化电池内部的电阻分布,可以提高电池的电能转化效率。
此外,合理设计电池结构,选择合适的电解质和电极材料也是重要的工艺改进措施。
通过不断的研究和改进,电池的性能将得到进一步提升,为各个领域的应用提供更可靠的电源。
金属极化现象和阳极/阴极比极化是因为电流的移动而最终导致电位偏离电极开路电位的现象。
当电流不停移动的时候,阴极和阳极都会出现极化现象。
极化降低了阳极与阴极之间的电位差,从而降低了腐蚀电流和腐蚀速率。
最开始阴极周围有大量的反应物,可以及时减少阴极上的电子,但是随着阴极反应的不断增加,阴极周围的反应物越来越少,反应后沉积下来的产物越来越多;因为反应产物不能快速移走,妨碍了新的反应物接近阴极。
这样的最终结果就是阴极区域多余的电子得不到消化而越来越多。
伴随着电子不断增加,阴极电位也会慢慢降低。
阴极保护就是利用这一现象原理,使金属表面各点的电位都降低到同一个电位值,因此可以减少金属表面各点之间的电位差,达到减缓腐蚀的目的。
相反情况,如果阴极区域存在很多的反应物或者反应产物很容易被移走比如在流动的水中,这时候想要将电位降低到某一位置,就会需要相对更多的电子,也就是说,极化困难。
例如,阴极周围存在大量的氧分子,阴极难以极化到要求的电位。
能够消耗阴极电子的物质称为去极化剂。
去极化剂包括:1、溶解氧;2、微生物活性;3、水流。
当极化和去极化作用之间达到平衡时,电位差和阴阳极间的腐蚀电流达到稳定。
腐蚀速率取决于这个最终的电流。
阳极/阴极比腐蚀电池中阴阳极的相对面积比阳极的腐蚀速率有很大的影响。
如果相对于阴极,阳极面积很小,例如铜板上的钢柳钉,则阳极(钢柳钉)将迅速被腐蚀。
这是由于腐蚀电流集中于一个很小的面积上(电流密度很大)。
同样,大阴极可能不易极化,因此保持比较高的腐蚀速率。
当小阴极与大阳极相连例如钢板上的铜锍钉,阳极(铜板)上的腐蚀电流密度要比上面讨论的那种情况时小很多,因此阳极的腐蚀较慢。
极化在此也起到了重要的作用。
小阴极可能会迅速发生极化,从而降低了腐蚀电流速率。
电极极化介绍中国科学院金属研究所金属腐蚀与防护国家重点实验室2011-05-29一、极化现象电流通过电极时,电极电位偏离平衡值的现象,称为电极的极化。
极化现象的出现,以及电池存在一定的欧姆内阻,是电池工作电压大于或小于可逆电动势的原因。
实际工作电压可表示为E(工作)=E(可逆)±ΔE(不可逆) ±IR式中,E(可逆)是指相应的原电池的电动势,即理论电压;IR由于电池内溶液、电极材料、隔膜、导线和接触等电阻所引起的电势降;ΔE(不可逆)则是由于电极极化所致。
当电极上无电流通过时,电极处于平衡状态,此时的电势为φ0(平衡电势),随着电极上电流密度(I/S)的增加,电极的不可逆程度愈来愈大,其电势值与φ0的偏差也越大。
常把某一电流密度下的φ与φ0之间的差值称为超电势,以此来明确地表示出电极极化的状况,二、极化的分类和产生的原因按照极化产生的不同原因,通常可简单地把极化分为两类:电化学极化(活化极化)和浓差极化。
将与之相应的超电势称为电化学超电势(或活化超电势)和浓差超电势。
一般说来,可将产生超电势的原因归纳为以下三点:1. 浓差超电势:在电化学过程中,由于电极表面附近的离子在电极上发生反应而消耗,结果使表面浓度与溶液体相浓度的不同所造成的反电动势叫做浓差超电势。
2. 电化学超电势(或活化超电势):由于参加电极反应的某些粒子缺少足够的能量来完成电子的转移,因此需要提高电极电势,这部分提高的电势叫做活化超电势。
它与电极反应中某一个最缓慢步骤的反应活化能有关,故此得名。
3. 电阻超电势:当电流通过电极时,在电极表面或电极与溶液的界面上往往形成一薄层的高电阻氧化膜或其它物质膜,从而产生表面电阻电位降,这个电位降称为电阻超电势。
这种情况不具有普遍意义,以下不做探讨。
三、影响极化大小的因素浓差超电势的大小是电极浓差极化程度的量度,其值取决于电极表面离子浓度与本体溶液中离子浓度差值之大小。
因此,凡能影响这一浓差大小的因素,都能影响浓差电势的数值。
原电池和电解池极化曲线电池的极化曲线是描述电池在不同工作条件下的电压与电流之间关系的曲线。
在电池中,极化是指由于电极上的反应而导致的电压降低。
极化曲线可以用来分析电池的性能、稳定性和寿命。
原电池的极化曲线:
原电池(也称为非充电性电池)是一种一次性电池,不能通过外部电源重新充电。
其极化曲线通常表现为电池在使用过程中电压逐渐下降的趋势。
原电池的极化主要包括两个方面:
1. 浓差极化(Concentration Polarization):电池中的化学反应产生了产物,导致反应物在电极附近浓度下降,从而影响电池的性能。
2. 极化由于电解质移动:随着电池放电,电解质中的离子在电极表面移动,这可能导致极化,特别是在高电流密度下。
电解池的极化曲线:
电解池是一种可以通过外部电源进行充电和放电的电池。
其极化曲线通常显示为充电和放电过程中电流密度和电压之间的关系。
1. 充电时的极化:在电解池充电时,可能会出现极化,其中一些能量被用于克服电极上的电化学反应的阻力。
2. 放电时的极化:在电解池放电时,极化可能是由于反应物的浓度变化、电化学反应速率的限制等原因。
极化曲线的形状和特性取决于电池的类型、电极材料、电解质以及操作条件等因素。
在研究电池性能、设计电池系统或优化电池操作
时,分析极化曲线是一种常见的手段。
极化曲线的测量有助于了解电池的动力学行为,为电池性能的优化提供指导。
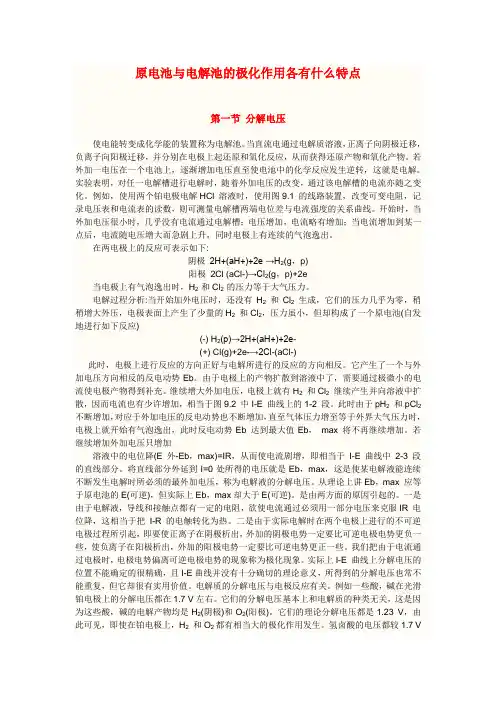
原电池与电解池的极化作用各有什么特点第一节分解电压使电能转变成化学能的装置称为电解池。
当直流电通过电解质溶液,正离子向阴极迁移,负离子向阳极迁移,并分别在电极上起还原和氧化反应,从而获得还原产物和氧化产物。
若外加一电压在一个电池上,逐渐增加电压直至使电池中的化学反应发生逆转,这就是电解。
实验表明,对任一电解槽进行电解时,随着外加电压的改变,通过该电解槽的电流亦随之变化。
例如,使用两个铂电极电解HCl 溶液时,使用图9.1 的线路装置,改变可变电阻,记录电压表和电流表的读数,则可测量电解槽两端电位差与电流强度的关系曲线。
开始时,当外加电压很小时,几乎没有电流通过电解槽;电压增加,电流略有增加;当电流增加到某一点后,电流随电压增大而急剧上升,同时电极上有连续的气泡逸出。
在两电极上的反应可表示如下:阴极2H+(aH+)+2e →H2(g,p)阳极2Cl (aCl-)→Cl2(g,p)+2e当电极上有气泡逸出时,H2 和Cl2 的压力等于大气压力。
电解过程分析:当开始加外电压时,还没有H2和Cl2生成,它们的压力几乎为零,稍稍增大外压,电极表面上产生了少量的H2和Cl2,压力虽小,但却构成了一个原电池(自发地进行如下反应)(-) H2(p)→2H+(aH+)+2e-(+) Cl(g)+2e-→2Cl-(aCl-)此时,电极上进行反应的方向正好与电解所进行的反应的方向相反。
它产生了一个与外加电压方向相反的反电动势Eb。
由于电极上的产物扩散到溶液中了,需要通过极微小的电流使电极产物得到补充。
继续增大外加电压,电极上就有H2和Cl2继续产生并向溶液中扩散,因而电流也有少许增加,相当于图9.2 中I-E 曲线上的1-2 段。
此时由于pH2和pCl2不断增加,对应于外加电压的反电动势也不断增加,直至气体压力增至等于外界大气压力时,电极上就开始有气泡逸出,此时反电动势Eb 达到最大值Eb,max 将不再继续增加。
若继续增加外加电压只增加溶液中的电位降(E 外-Eb,max)=IR,从而使电流剧增,即相当于I-E 曲线中2-3 段的直线部分。
当电池有电流通过,使电极偏离了平衡电极电位的现象,称为电极极化。
在电极单位面积上通过的电流越大,偏离平衡电极电位越严重。
通电前和通电后电极电位的差叫作过电位。
阳极电流产生的电极极化叫作阳极极化;阴极电流产生的电极极化叫阴极极化。
平衡电极电位是一个没有电流流过时,静止的、相对理想化的状态时的一个电极电位。
电池极化就是由于电流的流动,而打破静止状态后,实际电极电位偏离了平衡电极电位的现象。
简单来讲,极化就是指所测得的电池电压偏离实际电压的现象,测得的电压会随静置时间加长而与实际电压接近;极化包含欧姆极化、电化学极化以及浓差极化。
电子流动的速度肯定大于电极反应的速度,所以极化不可避免。
如果电池只是1C以内放电,其极化可以忽略;如果高倍率放电,放电时间则会急剧下降,电池本身发热严重,甚至于发胀(放电结束冷却后可能会恢复原状),影响电池使用寿命。
消除极化是不可能的,只能通过改变工艺参数设计,来减轻其极化程度,例如适当提高极片导电剂含量、提高电解液中溶质含量、降低极片的涂敷量、极片压实适中等等一系列手段。
一般来说,产生极化现象有3个方面的原因。
1)欧姆极化充电过程中,正负离子向两极迁移。
在离子迁移过程中不可避免地受到一定的阻力,称为欧姆内阻。
为了克服这个内阻,外加电压就必须额外施加一定的电压,以克服阻力推动离子迁移。
该电压以热的方式转化给环境,出现所谓的欧姆极化。
随着充电电流急剧加大,欧姆极化将造成蓄电池在充电过程中的高温。
2)浓度极化电流流过蓄电池时,为维持正常的反应,最理想的情况是电极表面的反应物能及时得到补充,生成物能及时离去。
实际上,生成物和反应物的扩散速度远远比不上化学反应速度,从而造成极板附近电解质溶液浓度发生变化。
也就是说,从电极表面到中部溶液,电解液浓度分布不均匀。
这种现象称为浓度极化。
3)电化学极化这种极化是由于电极上进行的电化学反应的速度,落后于电极上电子运动的速度造成的。
例如:电池的负极放电前,电极表面带有负电荷,其附近溶液带有正电荷,两者处于平衡状态。
液流电池活化极化欧姆极化-回复液流电池是一种利用化学反应产生电能的装置。
它由两个电极和一个电解液组成,电极通过电解液进行电化学反应,产生电子和离子流动,从而产生电能。
在液流电池中,活化极化是一种影响电池性能的现象。
活化极化是指在电极表面发生的电化学反应,电子在电极上被转化为离子,并与电解液中的离子进行反应。
这个过程需要一定的能量,如果能量不足,则会造成反应的进行不完全,从而降低电池的效能。
欧姆极化是液流电池中的另一种现象。
它是由于电流通过电解液和电极时产生的电阻而引起的。
电流在通过电解液和电极时会遇到阻力,这会导致电压降低。
在电阻越大的情况下,欧姆极化就越明显,最终导致电池效率的下降。
为了降低活化极化和欧姆极化对电池性能的影响,可以采取一系列的措施。
首先,可以优化电极材料的选择和表面处理。
电极材料应具有良好的电化学活性和导电性能。
通过选择合适的电极材料,可以提高电极与电解液之间的反应速率,从而减轻活化极化的程度。
接着,可以调整电解液的组成和浓度。
电解液的组成和浓度对电池反应速率和离子传输起着重要作用。
合理选择电解液的成分和浓度,可以提高电介质中离子的传输速率,减轻欧姆极化。
此外,还可以在电解液中添加促进反应的活性物质,如催化剂,进一步加速电化学反应。
此外,控制电流密度也是减轻活化极化和欧姆极化的重要方法。
电流密度是单位时间内通过电解液区域的电流量。
适当调整电流密度可以使反应过程更加平稳,并提高电池的效率。
另外,温度也会影响活化极化和欧姆极化的程度。
通常情况下,提高温度可以促进电化学反应的进行,减轻活化极化的程度。
但是过高的温度会导致电解液的流动增加以及材料的退化,因此需要在合适的温度范围内进行操作。
最后,及时维护和保养液流电池也是保持其良好工作状态的关键。
定期清洗电极表面的杂质和氧化物,及时更换电解液和电极材料,是减轻活化极化和欧姆极化的有效方法。
总结起来,液流电池的活化极化和欧姆极化是影响其性能的重要因素。
锂离子电池低温下容效低的原因
锂离子电池低温下容效低的原因有多个因素:
1. 电解质导电性下降:低温下,电解质的离子迁移速率减慢,导致电池内部电阻增加,影响电流的传输,降低容量。
特别是液态电解质,在低温下会出现冻结的情况,进一步限制了离子的迁移速度。
2. 锂金属负极活性减弱:锂离子电池的负极通常由锂金属材料构成,在低温下,锂金属的活性减弱,提供的可用锂离子数量减少,导致电池容量降低。
3. 锂离子传输受限:低温下,锂离子在电解质中的扩散速度减慢,尤其是在电池正极材料中的锂离子传输受到限制,减少了正极材料中可存储的锂离子数量,导致容量降低。
4. 电极极化现象增加:低温下,电极表面可能会形成固体电解质界面层(SEI),增加电池内部反应的极化。
这种极化现象会降低电池的电化学效率,降低容量。
5. 电化学反应速率减慢:低温下,电池内部的化学反应速率减慢,包括电池的充放电速率。
这会导致充电放电过程中的电极反应速度减缓,降低电池容量。
综上所述,锂离子电池低温下容效低的原因主要是电解质导电性下降、锂金属负极活性减弱、锂离子传输受限、电极极化现象增加以及电化学反应速率减慢等因素的综合影响。
电极极化名词解释电极极化是电解质溶液中正极和负极的电势差的简称,在电池、电解槽中有着重要的作用。
了解电极极化的含义有助于掌握电池和电解槽的工作原理,从而更好地应用它们。
电极极化是指一种空间极性分布,特别是在电池和电解槽中,其中有一个极性居于高位(或者低位),另一个位于低位(或者高位)。
电极极化分为两种:吸电极极化和注电极极化。
其中,吸电极极化是指电解槽中电解质溶液的电势分布是从源池的极性到排池的极性,由负极向正极的梯度减小,即“电极极化是从负极到正极”。
注电极极化指的是电解槽中添加的电解质溶液的电势分布是从源池的极性到排池的极性,由正极向负极梯度逐渐增加,即“电极极化是从正极到负极”。
电极极化给电池和电解槽带来许多方面的影响,其中最重要的两点是:第一,它可以影响电池和电解槽的工作效率,电极极化越大,电池和电解槽的工作效率就越低,极大地影响其工作的稳定性。
第二,它还可以影响电池和电解槽的耐久性,电极极化越大,电池和电解槽就越不耐久,极大地影响其使用寿命。
因此,在设计和使用电池和电解槽时,必须牢记电极极化的重要性,注意控制电极极化,以获得良好的工作效果和长寿命。
一般来说,可以通过以下几种方法来控制电极极化:第一,减少电池和电解槽的放电电流,减少过流和过压现象,减少电极极化的发生;第二,增加电池和电解槽的充放电循环次数,增加充放电循环周期和流量,减少电极极化;第三,当电池和电解槽出现电极极化时,可以使用均衡充电和均衡放电,使电极极化的差值减到最低;第四,可以使用氧化铂(Pt)电极,因为氧化铂(Pt)电极可以有效地减少极化,延长电池和电解槽的使用寿命;第五,可以使用电解质添加剂,它可以有效地减少电解槽中离子的积聚,从而降低极化。
此外,我们还应该注意,电池和电解槽的用途非常不同,因此它们在电极极化控制时也有一些不同之处。
电池控制电极极化的主要方法是减少充放电电流、增加充放电循环次数、添加电解剂、改变电解槽的结构;而在电解槽中,控制电极极化的主要方法是改变电解槽的结构、添加电解剂和氧化铂(Pt)电极等。

阴极极化过强金属电沉积的影响因素
阴极极化过强是指在电沉积过程中,金属物质在阴极上的电流密度过高,导致电沉积速率过慢或出现异常现象。
影响阴极极化过强的因素包括:
1. 电解液中金属离子浓度:如果电解液中金属离子浓度过低,阴极表面可用的金属离子数量不足,导致阴极电位过低,阴极极化过强。
2. 阴极表面形态和结构:阴极表面的形态和结构会影响金属离子在阴极表面的扩散速率和沉积速率。
如果阴极表面不平坦或存在微观凹凸结构,会导致电流密度分布不均匀,产生局部极化现象。
3. 阴极材料的电导率:阴极材料的电导率越低,电流在阴极表面的扩散能力越差,容易出现局部极化。
此外,阴极材料的纯度也会影响其电导率,纯度较低的材料容易出现极化现象。
4. 电解液中的杂质和添加剂:电解液中存在的杂质和添加剂会影响电流密度分布和电极反应速率,从而影响阴极极化。
例如,电解液中存在的氧气、氯离子等,会干扰金属的电沉积过程,增加阴极极化的程度。
5. 电流密度:电流密度是指单位面积阴极表面通过的电流。
电流密度过高会导致阴极表面的电流分布不均匀,局部电流密度过大,容易导致极化现象。
6. 温度:温度对电解液的黏度和离子扩散速率有影响,直接影响电极反应速率。
温度过低会降低电极反应速率,导致阴极极化过强。
综上所述,阴极极化过强的影响因素包括电解液中金属离子浓度、阴极表面形态和结构、阴极材料的电导率、电解液中的杂质和添加剂、电流密度以及温度等。
溶氧电极极化的作用溶氧电极极化是指在使用溶氧电极进行测量或传感时,由于一些不可避免的原因导致电极产生一定的响应变化,从而影响电极的准确性和稳定性的现象。
溶氧电极是一种重要的电化学传感器,广泛应用于环境监测、生物医学、食品工业等领域。
因此,了解和控制溶氧电极极化对于保证测量结果的准确性非常重要。
溶氧电极极化的主要原因有三个:极化电流、极化电位和极化反应。
极化电流是溶氧电极极化的重要因素之一。
当电极工作在极化电位附近时,溶液中的氧气会发生还原反应,电极表面的氧气还原消耗了部分电流。
这种消耗电流的现象称为极化电流。
极化电流的大小与溶解氧浓度成正比,因此可以通过测量极化电流来确定溶解氧浓度。
然而,极化电流也会导致电极的极化,从而影响电极的准确性和稳定性。
极化电位也是影响溶氧电极极化的因素之一。
极化电位是指在电极与溶液接触的界面上形成的电势差。
当电极工作在极化电位附近时,电极表面会发生氧气还原或氧气析出等反应,从而导致电极的极化。
极化电位与电极材料的选择、电极的结构和溶液中的氧气浓度等因素有关。
因此,在使用溶氧电极时,需要根据具体的应用需求选择合适的电极材料和工作条件,以控制极化电位的大小,减小电极的极化。
极化反应也是溶氧电极极化的一个重要因素。
极化反应是指在电极表面发生的与氧气还原或氧气析出相关的化学反应。
这些反应会导致电极表面的活性物质的消耗或生成,从而影响电极的极化。
为了减小极化反应对电极的影响,可以采取一些措施,如增加电极表面的活性物质的含量、改变电极的结构或使用抗极化剂等。
为了降低溶氧电极极化的影响,可以采取以下措施:1. 选择合适的电极材料和工作条件。
不同的电极材料对极化的敏感度不同,选择合适的电极材料可以减小极化效应。
此外,调整电极的工作条件,如电极的工作电位、电流密度等,也可以降低极化效应。
2. 定期校准和维护电极。
由于使用时间的增加,电极的性能可能会发生变化。
定期校准和维护电极可以保证其准确性和稳定性。
物 理 化 学 学 报Acta Phys. -Chim. Sin. 2021, 37 (2), 2009001 (1 of 7)Received: September 1, 2020; Revised: September 27, 2020; Accepted: September 30, 2020; Published online: October 21, 2020. *Correspondingauthors.Emails:*******************.cn(Y.Z.);***************(F.D.).The project was supported by the Foundation of National Key Laboratory of China (6142808180202), the Pre-Research Foundation of China (61407210406, 61407210208, and 41421080401), and the Open Fund of Jiangsu Key Laboratory of Electrochemical Energy Storage Technologies (EEST2019-1).国防科技重点实验室基金(6142808180202), 装备预研领域基金(61407210406, 61407210208, 41421080401)和江苏省高效电化学储能技术重点实验室开放基金(EEST2019-1)资助项目© Editorial office of Acta Physico-Chimica Sinica[Article] doi: 10.3866/PKU.WHXB202009001 Influence of Interfacial Concentration Polarization on Lithium Metal ElectrodepositionYitao He 1, Fei Ding 2,*, Li Lin 3, Zhihong Wang 1, Zhe Lü 1, Yaohui Zhang 1,*1 School of Physics, Harbin Institute of Technology, Harbin 150001, China.2 Science and Technology on Power Sources Laboratory, Tianjin Institute of Power Sources, Tianjin 300384, China.3 Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China.Abstract: As an ideal negative electrode material for next-generation high-energy-density batteries, lithium (Li) metal has received extensive attention from the global research community. However, the safety hazards and short cycle life caused by the growth of Li dendrites have seriously hampered the application of Li metal batteries. Based on electrochemical phenomena and theory, this paper discusses the mechanism of dendritic growth, dead Li formation, and full battery failure from the perspective of concentration polarization. During the electrodepositionprocess, the consumption of Li ions on the surface induces concentration polarization. After the initial deposition, a relatively loose dendrite layer appears on the Li metal surface; the electrolyte can penetrate this dendrite layer to reach the dense Li metal surface. When the grown dendrites penetrate the concentration polarization layer, the interface concentration battery is short-circuited. In this case, the concentration difference battery tends to release all stored power and reach a potential balance between the high- and low-concentration regions, which causes the deposition of Li ions over the dendrites to reduce the ion concentration in the surrounding electrolyte. Meanwhile, the dissolution of Li ions that occurs at the roots of the dendrites increases the local ion concentration. This process accelerates the formation of a dead Li layer. A similar electrochemical process often occurs in columnar Li, as reported in other studies. When columnar Li is cycled several times, each Li column degenerates into a matchstick shape with a large head and thin neck. Therefore, eliminating concentration polarization is necessary for the application of columnar Li. Furthermore, in this work, concentration polarization and dendrite suppression in state-of-the-art porous host electrodes are analyzed. The larger specific surface area of the porous electrode greatly reduces the local current density on the electrode surface, which can reduce the interface concentration polarization and thus prevent dendrite growth. In charge-discharge cycling, a constant-voltage charging or shelving step is often inserted in each cycle in order to eliminate the influence of concentration polarization. However, if a dendritic layer has been formed on the Li metal surface after charging, in addition to the self-diffusion of ions, the self-discharge process of the interface concentration battery causes the detachment of the dendrite layer, thus resulting in the above-mentioned dead Li. Therefore, a larger amount of deposited Li yields a thicker Li dendritic layer, thus accelerating the capacity decay and failure of the battery, especially to those with high-capacity, high-voltage positive electrodes. The conclusions obtained in this paper can provide a theoretical basis for researchers to further explore Li metal protection strategies.Key Words: Lithium metal; Concentration polarization; Dendrite suppression; Interface concentration differencebattery; Porous host electrode电极界面浓差极化对锂金属沉积的影响何一涛1,丁飞2,*,林立3,王志红1,吕喆1,张耀辉1,*1哈尔滨工业大学物理学院,哈尔滨 1500012天津电源研究所化学与物理电源重点实验室,天津 3003843武汉船用电力推进装置研究所,武汉 430064摘要:锂金属作为下一代高能量密度电池的理想负极材料受到研究人员广泛关注。
电池一直放电电压降低,放一段时间电压回升。
【摘要】电池放电过程中,电压会逐渐降低,但经过一段时间后会回升。
这一现象的原因在于电池内部化学反应的复杂性和结构特性。
实验验证显示,放电过程中电压降低与电池容量密切相关,而回升则与电池自身的恢复能力有关。
电池放电电压变化也会对设备使用产生影响,提醒我们在设计和使用电池时需考虑其特性。
电池放电电压降低和回升具有一定规律性,进一步研究其特性将有助于电池设计和使用的改进。
【关键词】电池放电、电压降低、电压回升、机理、实验验证、容量、影响、规律性、研究、设计、使用。
1. 引言1.1 电池放电现象介绍电池是现代电子设备中不可或缺的能源来源,而电池放电是电池使用过程中常见的现象。
放电过程中,电池内部化学反应会导致电子流动,从而产生电流供给设备工作。
在这个过程中,电池的电压会随着放电而逐渐降低。
电池放电电压降低的原因主要包括电池内部化学反应消耗能量、电解质浓度变化、内阻增加等因素。
这些因素导致了电压的下降,使得电池在使用一段时间后需要重新充电。
有趣的是,一些电池在放电一段时间后电压会出现回升的情况。
这种现象的原因可能是电池内部休眠状态的恢复、化学反应逆向进行等。
这种回升现象使得电池在一定程度上恢复了一部分电量,延长了设备的使用时间。
通过了解电池放电电压降低和回升的原因,可以更好地掌握电池的使用规律,延长电池的寿命,提高设备的使用效率。
在接下来的内容中,我们将进一步探讨电池放电过程中电压变化的相关内容,以帮助我们更好地应对电池使用过程中的变化。
1.2 电池放电电压降低和回升的原因在电池放电过程中,电压会发生降低和回升的现象。
这一现象是由多种因素共同作用而引起的。
电池在放电过程中会产生内阻,这会导致电池内部电压降低。
电池的化学反应也会随着放电而改变,造成电压下降。
放电过程中电池内部的电荷分布也会发生变化,进一步影响电压的变化。
而电压回升的机理则与放电过程中的化学反应有关。
恒电位极化
恒电位极化是指在电化学反应中,电极表面存在一种稳定的电位差,使得电极表面上的电荷分布保持不变的现象。
这种现象广泛应用于电化学分析和电化学能源转化等领域。
在电化学反应中,电解质溶液中的离子会在电极表面发生氧化还原反应,从而产生电荷。
这些电荷会在电极表面形成一层电荷分布,即电极的电位。
在恒电位极化状态下,电极表面上的电位保持不变,电荷分布也始终保持稳定。
恒电位极化的产生主要与电解质溶液中的离子浓度、电解质的扩散速率以及电极表面的反应速率等因素有关。
在电极表面,电荷的生成和消耗是同时进行的,当电解质溶液中的离子浓度足够高时,电极表面上的反应速率将受到扩散速率的限制,从而形成恒电位极化。
恒电位极化的存在对于电化学分析具有重要意义。
在电化学分析中,常常需要将待测物质与电极表面上的反应物相互作用,通过测量电极表面的电位变化来推断待测物质的浓度或性质。
恒电位极化的存在使得电极表面的电位能够保持稳定,从而提高了电化学分析的准确性和可靠性。
恒电位极化还广泛应用于电化学能源转化领域。
例如,燃料电池中的阴极和阳极都存在恒电位极化现象。
在燃料电池中,阴极和阳极上的反应速率是决定电池性能的重要因素之一。
恒电位极化的存在
使得电池能够稳定地输出电能,提高了燃料电池的效率和寿命。
恒电位极化是电化学反应中一种重要的现象,它能够使电极表面的电位保持稳定,从而在电化学分析和电化学能源转化等领域发挥着重要作用。
深入理解和研究恒电位极化现象,对于推动电化学技术的发展具有重要意义。
电化学极化的解决方法电化学极化是指在电化学过程中,电极表面产生的电荷分布不均匀或电位变化不均匀的现象。
这种极化会影响电化学反应的进行,降低电极反应速率,甚至导致电极无法正常工作。
为了解决电化学极化问题,人们提出了多种方法。
可以通过改变电极材料来解决电化学极化问题。
不同的电极材料具有不同的电化学性质,选择合适的电极材料可以改善电极的电化学性能。
例如,使用具有较高导电性和较低极化倾向的材料作为电极,可以提高电极的反应速率和效率。
此外,还可以采用复合材料或涂层材料来增加电极的表面积和活性,促进电化学反应的进行。
可以通过改变电解液的组成来解决电化学极化问题。
电解液是电极反应的媒介,它的组成对电化学反应速率和极化程度有很大影响。
通过调整电解液中的离子浓度、pH 值和添加剂的种类和浓度等因素,可以改变电解液的导电性和溶解性,从而减轻电化学极化现象。
例如,在某些电化学反应中,添加络合剂或缓冲剂可以稳定电解液,抑制极化现象的发生。
还可以通过改变电极的结构和形状来解决电化学极化问题。
电极的形状和结构对电化学反应的速率和效率有重要影响。
通过设计和制备具有高比表面积、大孔隙率和良好导电性的电极结构,可以增加电极的活性表面积,提高物质传递速率,减轻电化学极化现象。
例如,使用多孔材料或纳米材料制备电极,可以增加电极的表面积,提高电极反应的速率和效率。
还可以通过改变电化学实验条件来解决电化学极化问题。
电化学实验条件包括温度、压力、流速等因素,这些因素会影响电子和离子的传输速率和扩散速率,从而影响电化学反应的进行。
通过调整实验条件,可以改变电极反应的速率和极化程度。
例如,提高温度可以增加电子和离子的扩散速率,减轻电化学极化现象;增加流速可以增加物质传递速率,提高电极反应的效率。
可以通过电极表面的修饰来解决电化学极化问题。
电极表面的修饰可以改变电极的表面性质,提高电极的活性和稳定性,减轻电化学极化现象。
常用的电极表面修饰方法包括电化学沉积、化学修饰和物理修饰等。
电极极化现象对电池的影响
电极极化是指在电极表面形成的不均匀的电化学反应影响到整个电池的工作性能的现象,对电池的影响如下:
1. 电池电势的变化:电极极化会导致电池电势的变化,使得电池的输出电势下降或者不稳定。
2. 电流密度的降低:电极极化会增加电池内阻,降低电池的电流密度,使得电池的输出功率减小。
3. 寿命的缩短:电极极化会导致电极表面的材料损耗严重,从而缩短电池的寿命。
4. 性能的不稳定:电极极化会导致电池的输出电压和电流的不稳定,使得电池的性能不稳定,难以满足系统对电源的要求。
因此,我们需要通过优化电极的设计和选材,以及控制电解液的成分、浓度、温度等因素,来减小电极极化现象,提高电池的性能和寿命。