高铬耐磨铸铁牌号及配料指导
- 格式:docx
- 大小:21.15 KB
- 文档页数:8


高铬耐磨铸钢磨片的化学成分设计发表时间:2016-11-02T16:01:36.507Z 来源:《基层建设》2015年32期作者:张长辉[导读] 摘要:合金磨片是造纸工业中用于纤维切断,分离的热磨机或盘磨机的关键易耗部位。
高铬耐磨铸钢是一种新型的合金磨片使用材料,其化学成分将直接影响磨片的耐磨性与抗腐蚀性能。
本文对高铬耐磨铸钢中的各合金元素进行详细分析并通过计算获得最佳的化学成分配比。
中国石油天然气管道工程有限公司河北廊坊 065000摘要:合金磨片是造纸工业中用于纤维切断,分离的热磨机或盘磨机的关键易耗部位。
高铬耐磨铸钢是一种新型的合金磨片使用材料,其化学成分将直接影响磨片的耐磨性与抗腐蚀性能。
本文对高铬耐磨铸钢中的各合金元素进行详细分析并通过计算获得最佳的化学成分配比。
关键词:高铬耐磨铸钢;合金元素;耐磨性;抗腐蚀性ABSTRACT:In the paper industry,disc grinding is used to cut and separate fibers.But it is the most easy to wear.High-chromium wear-resistant cast steel is a new type of material used for processing alloy grinding.Its chemical composition will directly affect the wear resistance and corrosion resistance.In this paper,we analyze the influence of all kinds of alloy element in detail,and get the best chemical composition ratio through scientific calculation.Key Words:High-chromium wear-resistant cast steel;Alloy element;Wear resistance;Corrosion resistance.1引言造纸行业中使用的合金磨片在分离纤维的同时,自身也会磨损。

铮铮硬骨高铬铸铁(上篇)2009-8-5 17:20:49高铬白口抗磨铸铁(以下简称高铬铸铁)是一种性能优良而受到特别重视的抗磨材料。
它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。
我国抗磨白口铸铁国家标准(GB/T8623)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。
其典型成分及工艺如下表:表1高铬铸铁的牌号及化学成分(GB/T 8623) %表2高铬铸铁的硬度(GB/T 8623)表3 高铬铸铁件热处理规范(GB/T 8623)美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。
俄罗斯在前苏联时期曾研制了12-15%Cr、3-5.5%Mn,壁厚达200mm 的球磨机衬板,现执行ҐOCT7769标准。
特别值得一提的是在近一个世纪里,曾为抗磨白口铸铁做出了卓越贡献的美国克莱梅克斯(Climax)钼业公司。
1928年该公司首先发明了镍硬铸铁,把抗磨铸铁科技推向了一个空前高度。
1974年为纪念国际GIFA,在杜赛尔多夫展览会上展示了名为“神秘1号”和“神秘2号”。
即经典的高铬抗磨铸铁153(Cr15Mo3)和1521(Cr15Mo2Cu),现如今克莱梅克斯公司执行高铬铸铁标准如下,栏主提示大家这是特别值得一看的。
表4 美国Climax钼公司规定的高铬铸铁成分(质量分子数) %注:①碳含量为下限时,大断面中可能出现贝氏体。
高铬铸铁规模化工业应用,发达国家始于上世纪六十年代。
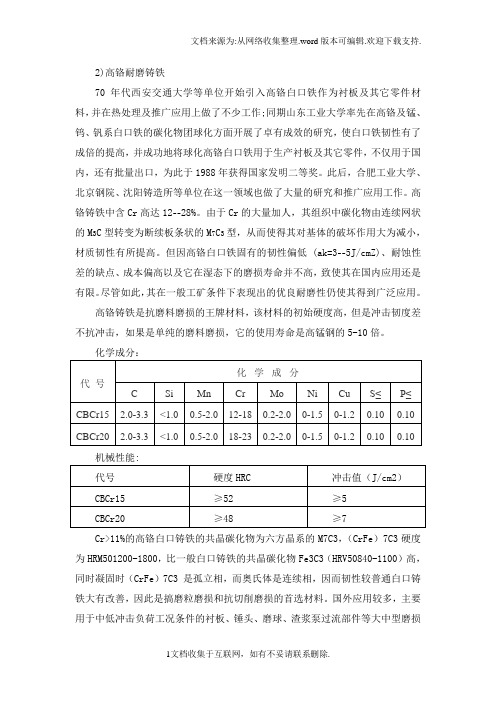
2)高铬耐磨铸铁70年代西安交通大学等单位开始引入高铬白口铁作为衬板及其它零件材料,并在热处理及推广应用上做了不少工作;同期山东工业大学率先在高铬及锰、钨、钒系白口铁的碳化物团球化方面开展了卓有成效的研究,使白口铁韧性有了成倍的提高,并成功地将球化高铬白口铁用于生产衬板及其它零件,不仅用于国内,还有批量出口,为此于1988年获得国家发明二等奖。
此后,合肥工业大学、北京钢院、沈阳铸造所等单位在这一领域也做了大量的研究和推广应用工作。
高铬铸铁中含Cr高达12--28%。
由于Cr的大量加人,其组织中碳化物由连续网状的M3C型转变为断续板条状的M7C3型,从而使得其对基体的破坏作用大为减小,材质韧性有所提高。
但因高铬白口铁固有的韧性偏低 (ak=3--5J/cmZ)、耐蚀性差的缺点、成本偏高以及它在湿态下的磨损寿命并不高,致使其在国内应用还是有限。
尽管如此,其在一般工矿条件下表现出的优良耐磨性仍使其得到广泛应用。
高铬铸铁是抗磨料磨损的王牌材料,该材料的初始硬度高,但是冲击韧度差不抗冲击,如果是单纯的磨料磨损,它的使用寿命是高锰钢的5-10倍。
化学成分:机械性能:Cr>11%的高铬白口铸铁的共晶碳化物为六方晶系的M7C3,(CrFe)7C3硬度为HRM501200-1800,比一般白口铸铁的共晶碳化物Fe3C3(HRV50840-1100)高,同时凝固时(CrFe)7C3 是孤立相,而奥氏体是连续相,因而韧性较普通白口铸铁大有改善,因此是搞磨粒磨损和抗切削磨损的首选材料。
国外应用较多,主要用于中低冲击负荷工况条件的衬板、锤头、磨球、渣浆泵过流部件等大中型磨损件。
国内外对高铬铸铁的磨损机制、断裂机制、断裂韧性(K1c值)、裂纹扩展机理进行了一系列的研究,结果表明高铬铸铁可通过调整碳化物的大小和形态、二次碳化物量及弥散度以及基体组织(马氏体、奥氏体、索氏体),从而调整性能、满足工作使用要求。
近年来国内有关单位也开展了高铬铸铁衬板的研究,其耐磨性可达同工况下高锰钢的2倍以上。

高铬铸铁
高铬铸铁是一种含有高铬(一般大于12%)的铸铁材料。
它具有良好的耐磨、耐热、抗腐蚀等性能,广泛应用于矿山、冶金、水泥、电力等行业中需要抗磨、抗腐蚀性能较高的零部件制造。
高铬铸铁的主要优点有:
1. 良好的耐磨性:高铬铸铁中的高铬元素可以形成较硬的碳化铬(Cr7C3),提高材料的硬度和耐磨性。
2. 良好的耐热性:高铬铸铁中的高铬元素可以提高材料的热稳定性和耐高温性能,适用于高温环境下的工作。
3. 抗腐蚀性能优异:高铬铸铁中的高铬元素可以形成致密的氧化铬(Cr2O3)保护膜,有效阻止氧、水和其他腐蚀介质的侵蚀。
4. 加工性能好:高铬铸铁具有良好的铸造流动性和机械加工性能,可以通过各种铸造和加工方法进行成型。
尽管高铬铸铁具有许多优点,但也存在一些缺点,如易产生铬酸盐等有害物质,需要注意环保和安全问题。
此外,高铬铸铁较为脆性,对冲击和震动敏感,需合理设计和使用。

高韧性高铬铸铁衬板的研制和应用冯胜山杨应凯叶学贤曹金宏余松明1 前言据统计,我国每年消耗的金属耐磨材料约300万吨以上,其中仅冶金矿山消耗的衬板就达10万吨左右。
目前我国各类矿山用磨机等选矿设备中的衬板等易损件一般都采用ZGMn13高锰钢材质。
这类易损件在使用时要承受一定的冲击和磨料磨损,因此其材质应具有良好的抗磨性能和一定的冲击韧性。
ZGMn13奥氏体高锰钢的冲击韧性很高(аk达200J/cm2),原始硬度不超过HB230,但在高的冲击负荷作用下,工件表面层能够产生硬化效应,其表面硬度可达HRC42~48,而中心仍保持优良的韧性。
但如果服役时冲击能量不够,奥氏体高锰钢表面冲击硬化效应不能充分产生,高锰钢表面达不到高硬度,则工件很快磨损。
同时高锰钢的屈服极限(б0.2)较低(约为350MPa左右),在使用中,尤其是使用前期工件易发生塑性变形。
另外球磨机衬板与研磨介质(如磨球)之间还存在一个硬度匹配问题,研磨介质硬度一般应高于衬板硬度HRC3左右较宜,但目前很多厂矿使用的低铬铸铁、高铬铸铁磨球的硬度大大高于高锰钢衬板硬度。
高锰钢在低冲击负荷下的上述不足常常导致工件的韧性有余而耐磨性不够,磨损失效快,而且变形严重,致使工件寿命短。
Cr>11%的高铬白口铸铁的共晶碳化物为六方晶系的M7C3,(CrFe)7C3的硬度为HRV50 1200~1800,比一般白口铸铁的共晶碳化物Fe3C(HRV50840~1100)高,同时凝固特性发生变化,凝固时(CrFe)7C3是孤立相,而奥氏体是连续相,因而韧性较普通白口铸铁大有改善,因此是抗磨粒磨损和抗切削磨损的首选材料。
国外应用较多,主要用于中低冲击负荷工况条件的衬板、锤头、磨球、渣浆泵过流部件等大中型磨损件。
国内外对高铬铸铁的磨损机制、断裂机制、断裂韧性(K1c值)、裂纹扩展机理进行了一系列的研究,结果表明高铬铸铁可以通过调整碳铬比,加入各类合金元素,采用稀土变质处理和热处理工艺等来控制碳化物的大小和形态、二次碳化物量及弥散度以及基体组织(马氏体、奥氏体、索氏体),从而调整性能,满足工件使用要求。

高铬铸铁化学成分范围
高铬铸铁化学成分范围
高铬铸铁是一种具有高强度、高耐磨性和高耐腐蚀性的铸铁材料。
其化学成分范围对于材料的性能有着至关重要的影响。
高铬铸铁的化学成分范围通常为:C 2.5-3.5%,Si 0.5-1.5%,Mn 0.5-1.0%,Cr 12-28%,Mo 0-3%,Ni 0-3%,Cu 0-1%,P ≤0.15%,S ≤0.10%。
其中,碳是高铬铸铁的主要合金元素之一,可以提高材料的硬度和强度。
硅可以提高铸铁的流动性和耐磨性。
锰可以提高铸铁的强度和韧性。
铬是高铬铸铁的关键合金元素,可以提高材料的耐磨性和耐腐蚀性。
钼、镍和铜等元素可以进一步提高材料的耐腐蚀性和耐磨性。
在高铬铸铁的化学成分范围中,磷和硫的含量也非常重要。
过高的磷和硫含量会降低材料的韧性和冲击韧性,从而影响材料的使用寿命和安全性。
在实际应用中,高铬铸铁的化学成分范围可以根据不同的使用要求进行调整。
例如,在一些高温环境下使用的高铬铸铁中,通常会增加钼的含量,以提高材料的耐热性和耐腐蚀性。
高铬铸铁的化学成分范围对于材料的性能有着至关重要的影响。
在实际应用中,需要根据不同的使用要求进行合理的调整,以获得最佳的性能表现。

铸铁件配料方法,及锰铁铬铁加入量配比HT250是珠光体灰铸铁。
化学成分:碳C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.04硫S :0.094~0.125磷P :0.120~0.170根据化学成分考虑原料的成分及烧损就可以知道配料了影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁水过热温度等,在这几个因素中,化学成分含量的高低对铸件物理性能的影响相对更大些,而且是第一因素。
所以在生产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在生产实践中,作为冶炼技术人员和炉工来说,配料和调料应该是熟练掌握的一般性技术问题。
但是对予刚毕业的学生和大多数炉工来说,欲能系统、灵活的掌握,也确非易事。
要想控制铸件的化学成分与配料,必须事先了解以下几下问题:1、铸件的目标化学成分。
2、库存各种金属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料方法。
一、目标化学成分现在大部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造手册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更高的要求,科研单位也不断研究出新材质而取代旧材质,例如某水泥研究设计院研究的“中碳多元合金钢”,成功的代替了原需进口的球磨机衬板,代替了高锰钢,用该材质生产直径φ2.4甚至直径φ4.2的中大型球磨机衬板上,降低了生产成本,取得了良好的经济效益。
另外,如某厂生产出口国外石油钻井用的泥浆泵高铬双金属缸套及采石场600×900破碎机用的锤头,都是超高铬铸铁,这些材质的详细化学成分要求,在铸造手册中是查不到的。
在接受生产绪如上述产品时,如果自己没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让用户提供尽可能详细的化学成分要求范围及热处理工艺。

铬铁的牌号和化学成分(GB/T5683-1987)(1)用途适用于炼钢中作为合金加入剂。
(2)牌号和化学成分见表212。
铬铁的牌号和化学成分类别牌号化学成分(质量分数)(%) Cr C Si P S 范围I Ⅱ I Ⅱ I Ⅱ I Ⅱ微碳 FeCr69co.03 FeCr55C3 FeCr69c0.06 FeCr55C6 FeCr69co.10FeCr55CIO FeCi69c0.15 F1.1.2 需方对化学成分有特殊要求时,由供需双方另行商定。
1.2 物理状态1.2.1 铬铁应呈块状,每块重量不得大于15kg,尺寸小于20×20mm铬铁块的重量不超过铬铁总重量的5%。
1.2.2 需方对粒度有特殊要求时,由供需双方另行商定。
1.2.3 铬铁的内部及其表面不得有肉眼显见的非金属夹杂物,但铸锭表面涂料不净时,允许其少量存在。
2 试验方法2.1 取样化学分析用试样的采取按GB 4010一83《铁合金化学分析用试样采取法》进行。
2.2 制样化学分析用试佯的制取按GB 4332—84《铁合金化学分析用试样制取法》进行。
2.3 化学分析铬铁的化学分析方法按GB 5687.1—5687.4—85《铬铁化学分析方法》的有关规定进行。
3 检验规则3.1 质量检查和验收产品的质量检查和验收应符合GB 3650一83《铁合金验收、包装、储运、标志和质量证明书的一般规定》的要求。
3.2 组批同牌号、同组级的铬铁合金归为一批交货,每批铬含量的波动范围不大于5%。
4 包装、储运、标志和质量证明书产品的包装、储运、标志和质量证明书应符合GB 3650一83的要求。
本标准中FeCr69C0.03、FeCr 69C0.06、FeCr69C0.10、FeCr69C0.15、FeCr69C0.25、FeCr69C0.5、FcCr69C1.0、FeCr69C2.0、FeCr69C4.0、FeCr67C6.0、FeCr67C9.5十一个牌号标准水平等级标记为“Y”.其他牌号标准水平等级标记为“I"铬铁的牌号及用途铬铁按不同含碳量分为高碳铬铁(含碳为4~8%)、中碳铬铁(含碳为0.5~4%)、低碳铬铁(含碳0.15~0.50%)、微碳铬铁(含碳为0.06%)、超微碳铬铁(含碳小于0.03%)、金属铬、硅铬合金等。

高铬合金耐磨铸铁生产技术(转一、高铬铸铁的熔炼1. 高铬铸铁化学成分( 见下表)2. 原料要求另外,还需工业纯铜和废旧电极块( 用于调整碳含量) 等。
3. 熔炼工艺要求( 1) 出炉温度高铬铸铁的熔点比一般铸铁高,约为1200 ℃,出炉温度约为1500 ℃,熔炼选用中频感应电炉。
( 2) 炉衬采用酸性或碱性炉衬均可,炉衬的配比、打结、烘干和烧结均按常规工艺进行。
( 3) 装料一般按正常顺序加料,先将灰生铁、钼铁等难熔铁合金装入炉底,而后将废钢等按照下紧上松的原则装填( 有助于塌料) 。
( 4) 送电熔化将电炉功率调至最大进行熔化,由于Cr 的熔炼损耗较大( 约 5 % ~15 %) ,故铬铁应在最后加入,通常是待废钢全部熔化后加入烤红的铬铁。
( 5) 脱氧待金属炉料全部熔化并提温至1480 ℃后,再加入锰铁、硅铁及铝进行脱氧。
( 6) 浇注在中频感应炉中熔化,温度不必太高,温度达到1480 ℃时即可出炉,铁液在包内应停留一段时间进行镇静,视工件大小不同可在1380 ~1410 ℃之间进行浇注。
二、生产工艺要点(1) 高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在铸造工艺上要将铸钢和铸铁的特点结合起来考虑,必须充分注意铸件的补缩问题,其原则与铸钢件相同( 采用冒口和冷铁,且遵循顺序凝固原理) 。
由于合金中铬含量高,易在铁液表面结膜,所以看起来铁液流动性差,但实际上流动性较好。
( 2) 造型宜采用水玻璃硅砂等强度高且透气性好的砂型,涂料应采用耐火度高的高铝粉或镁粉与酒精混合拌制。
另外,为获得细晶粒组织和好的表面质量,在铸件外形不太复杂的情况下,金属型铸造也被广泛采用。
( 3) 高铬铸铁的收缩量与铸钢相近,模样制作上其线收缩率可按1. 8 % ~2 % 进行计算。
在砂型制作上,其冒口大小可按碳钢的规定进行计算,而浇注系统则按灰铸铁计算,但需把各截面积增加20 % ~30 % 。

亚共晶高铬铸铁成分的判据亚共晶高铬铸铁是一种具有特殊结构和性能的铸铁材料,其成分的判据主要包括铬含量、碳含量、硅含量和铁素体含量等。
下面将从这几个方面详细介绍亚共晶高铬铸铁的成分判据。
一、铬含量亚共晶高铬铸铁的铬含量一般在12%~30%之间,铬是这种铸铁材料的重要合金元素之一。
适当的铬含量可以提高铸铁的硬度、耐磨性和耐腐蚀性,同时增强铸铁的耐高温性能和抗氧化性能。
铬的添加可以使铸铁的组织中形成混合的铁素体和渗碳体结构,从而提高铸铁的强度和硬度。
二、碳含量亚共晶高铬铸铁的碳含量一般在2.7%~3.6%之间,碳是铸铁的主要合金元素之一。
适当的碳含量可以提高铸铁的硬度和耐磨性,但过高的碳含量会导致铸铁的脆性增加。
碳的添加可以使铸铁的组织中形成渗碳体,从而提高铸铁的硬度和耐磨性。
三、硅含量亚共晶高铬铸铁的硅含量一般在1.5%~3.0%之间,硅是铸铁的重要合金元素之一。
适当的硅含量可以改善铸铁的流动性和凝固收缩性,提高铸铁的铸造性能。
硅的添加可以使铸铁的组织中形成铁素体和渗碳体结构,从而提高铸铁的强度和硬度。
四、铁素体含量亚共晶高铬铸铁的铁素体含量一般在20%~50%之间,铁素体是铸铁的一种组织结构。
适当的铁素体含量可以提高铸铁的强度和硬度,同时保持铸铁的良好韧性。
铁素体的含量与铸铁的碳含量、硅含量和冷却速度等因素有关,合理控制这些因素可以得到适宜的铁素体含量。
亚共晶高铬铸铁的成分判据主要包括铬含量、碳含量、硅含量和铁素体含量等。
合理控制这些成分可以获得具有良好性能的亚共晶高铬铸铁材料。
在实际应用中,根据具体的使用要求和工艺条件,可以适当调整这些成分的含量,以满足不同领域的需求。
亚共晶高铬铸铁在机械制造、矿山设备、化工设备等领域具有广泛的应用前景,对于提高设备的耐磨性、耐蚀性和耐高温性能具有重要意义。

高铬铸铁作者:卢洪波高铬白口抗磨铸铁(以下简称高铬铸铁)是一种因性能优良而特别受到业内重视的抗磨材料。
在耐磨性上,它比合金钢高得多;在韧性、强度上,它又比一般白口铸铁高得多;同时,它还兼有良好的抗高温和抗腐蚀性能,而且生产便捷、成本适中,因此成为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料中抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁之后发展起来的第三代白口铸铁。
高铬铸铁一般指含铬量在11%~30%、含碳量在2.0%~3.6%范围的合金白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
我国抗磨白口铸铁国家标准(G B /T 8623)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。
美国高铬铸铁执行标准为A S T M A 532M ,英国为B S 4844,德国为D I N 1695,法国为N F A 32401。
俄罗斯在前苏联时期曾研制了含铬量12%~15%、含锰量3%~5.5%、壁厚达200m m 的球磨机衬板,现执行ГO C T 7769标准。
特别值得一提的是,美国克莱梅克斯(C l i m a x )钼业公司曾在近一个世纪的时间里,为抗磨白口铸铁的发展做出了卓越的贡献。
1928年,该公司首先发明了镍硬铸铁,从而将抗磨铸铁技术推向了一个空前的高度。
1974年,为纪念国际G I F A ,该公司在杜赛尔多夫展览会上展示了其名为“神秘1号”和“神秘2号”的经典高铬抗磨铸铁153(C r 15M o 3)和1521(C r 15M o 2Cu )。
目前,克莱梅克斯公司执行的高铬铸铁标准见附表所示。
栏主特别提示大家,这是非常值得一看的。
对高铬铸铁的规模化工业应用,发达国家始于上世纪60年代。
我国则于1969年,由当时的机械工业部与新日铁公司及八幡厂技术实验中心联合在武钢进行了轧钢实验,并取得了很好的效果。
很快,由国防工业出版社出版的第一部较为全面、详细地向国内读者介绍高铬铸铁化学成分、合金元素的影响及熔炼和热处理相关问题的图书———《高铬铸铁轧辊的力学性能》问世。

铸铁件配料⽅法,及锰铁铬铁加⼊量配⽐影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁⽔过热温度等,在这⼏个因素中,化学成分含量的⾼低对铸件物理性能的影响相对更⼤些,⽽且是第⼀因素。
所以在⽣产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在⽣产实践中,作为冶炼技术⼈员和炉⼯来说,配料和调料应该是熟练掌握的⼀般性技术问题。
但是对予刚毕业的学⽣和⼤多数炉⼯来说,欲能系统、灵活的掌握,也确⾮易事。
要想控制铸件的化学成分与配料,必须事先了解以下⼏下问题:1、铸件的⽬标化学成分。
2、库存各种⾦属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料⽅法。
⼀、⽬标化学成分现在⼤部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造⼿册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更⾼的要求,科研单位也不断研究出新材质⽽取代旧材质,例如某⽔泥研究设计院研究的“中碳多元合⾦钢”,成功的代替了原需进⼝的球磨机衬板,代替了⾼锰钢,⽤该材质⽣产直径φ2.4甚⾄直径φ4.2的中⼤型球磨机衬板上,降低了⽣产成本,取得了良好的经济效益。
另外,如某⼚⽣产出⼝国外⽯油钻井⽤的泥浆泵⾼铬双⾦属缸套及采⽯场600×900破碎机⽤的锤头,都是超⾼铬铸铁,这些材质的详细化学成分要求,在铸造⼿册中是查不到的。
在接受⽣产绪如上述产品时,如果⾃⼰没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让⽤户提供尽可能详细的化学成分要求范围及热处理⼯艺。
当然作为⽣产⼚家来说,必须尽多详细掌握⾃⼰产品所要求的化学成分范围及物理性能。
以便⽣产出⽤户满意的优质产品。
总之在⽣产配料之前,应了解所产铸件的⽬标化学成分,做到⼼中有数。
⼆、原材料的化学成分原材料的化学成分,指的是投炉所⽤的新⽣铁、废钢、回炉料的主要化学成分,以及硅铁、锰铁等铁合⾦的牌号或化学成分含量。
astm标准高铬铸铁全文共四篇示例,供读者参考第一篇示例:ASTM标准是美国材料和试验协会(American Society for Testing and Materials)制定的一套国际性的标准,用于规范各种工业产品的质量和性能。
高铬铸铁是一种常用的铸铁材料,具有优异的耐磨、耐腐蚀和高温性能,广泛应用于机械制造、汽车工业和化工领域。
ASTM标准中对高铬铸铁进行了详细的规范,以确保其质量和性能符合工业需求。
在ASTM标准中,高铬铸铁的产品可以根据其化学成分和力学性能分为不同的等级,例如Ferritic、Martensitic和Austenitic。
每种等级都有其独特的特点和适用范围。
Ferritic高铬铸铁通常含有12%-17%的铬和1%-3%的碳,具有良好的耐磨耐蚀性能,常用于制造泵件、阀门和风机叶片等耐磨零件。
Martensitic高铬铸铁含有较高的铬和碳含量,具有更高的硬度和耐磨性,适用于制造刀具、滚子和轴承等要求高强度和硬度的零件。
Austenitic高铬铸铁则具有良好的耐腐蚀性能,通常用于制造化工设备和海水泵等易腐蚀环境下的部件。
ASTM标准对高铬铸铁的化学成分、机械性能和工艺要求进行了详细的规定。
化学成分包括铬、碳、硅、锰、磷、硫等元素的含量范围,以确保高铬铸铁具有足够的硬度、强度和耐蚀性。
机械性能包括抗拉强度、屈服强度、延伸率等技术指标,表征高铬铸铁的力学性能。
工艺要求包括铸造方法、热处理工艺、非破坏检测等方面的内容,以确保高铬铸铁的生产过程符合质量要求。
在实际生产中,遵循ASTM标准可以帮助制造商提高产品质量、降低生产成本、提高市场竞争力。
ASTM标准不仅规范了高铬铸铁的化学成分和机械性能,还规定了相应的检测方法和质量控制要求,确保产品符合标准要求。
遵循ASTM标准可以帮助制造商提高生产效率,降低质量风险,提升产品信誉。
ASTM标准对高铬铸铁的规范性要求严格,完善的标准体系有助于提高产品质量和市场竞争力。

高铬铸铁是高铬白口抗磨铸铁的简称,是一种性能优良而受到特别重视的抗磨材料。
它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。
高铬合金硬度高,HRc48?60,有极好的抗磨粒磨损性能。
在<200℃时耐磨性仅次于碳化钨硬面材料,但价格仅为碳化钨材料的1/3。
高铬铸铁含碳量2%~6%,含铬量20%~35%,焊层中主要耐磨硬质相Cr7C3,基体组织有马氏体和奥氏体。
高铬铸铁采用电焊条或管状焊丝明弧或埋弧堆焊,堆焊过程中因有大量碳化物析出,焊层产生龟裂释放焊层中的内应力,并不影响其使用性能。
主要用于农机、矿山、煤粉研磨机辊等中等或严重磨粒磨损件。
高铬铸铁型自熔合金粉末,氧乙炔火焰(或等离子)喷焊,涂层硬度(HRc50以上),用于不受强烈冲击的磨粒磨损件。
抗磨白口铸铁国家标准我国抗磨白口铸铁国家标准(GB/T8263)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特
美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。
俄罗斯在前苏联时期曾研制了12-15%Cr、3-5.5%Mn,壁厚达200mm的球磨机衬板,现执行ҐOCT7769标准。
特别值得一提的是在近一个世纪里,曾为抗磨白口铸铁做出了卓越贡献的美国克莱梅克斯(Climax)钼业公司。
1928年该公司首先发明了镍硬铸铁,把抗磨铸铁科技推向了一个空前高度。
1974年为纪念国际GIFA,在杜赛尔多夫展览会上展示了名为“神秘1号”和“神秘2号”。
即经典的高铬抗磨铸铁153(Cr15Mo3)和1521(Cr15Mo2Cu),现如今克莱梅克斯公司执行高铬铸铁标准如下,表4 美国
注:①碳含量为下限时,大断面中可能出现贝氏体。
在采矿、水泥、电力、筑路机械、耐火材料等方面应用十分广泛,常见于衬板,锤头,磨球材质。
8当代,更被广泛用于抛丸清理机的室体制作和抛丸器叶片、衬板的制作上,能非常有效防止高速密集的弹丸束击穿钢板壳体。