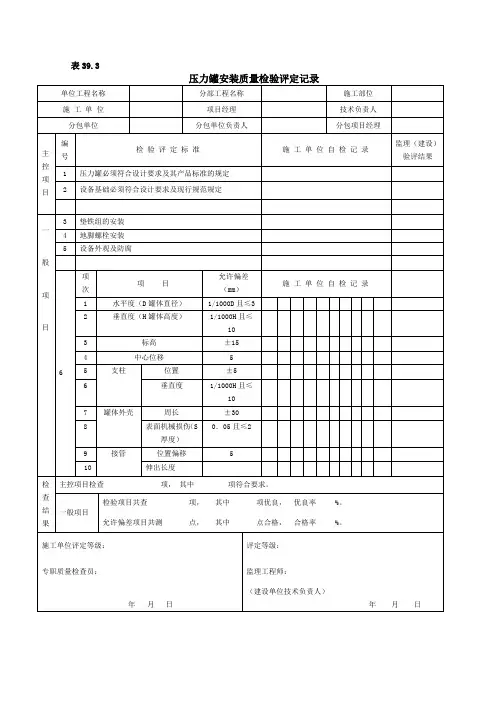
储气罐安装质量检验评定记录
- 格式:doc
- 大小:75.00 KB
- 文档页数:2
3.2储罐安装工程SY4202 共2页第1页3.2.13.2.1 球形储罐半成品进场验收检验批质量验收记录(续表)SY4202 共2页第2页3.2.43.2.5球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理及压力试验和气密性表B.5(续)球形储罐焊后几何尺寸、外观质量、无损检测、整体热处理3.2.6 立式储罐基础沥青砂垫层工程检验批质量验收记录SY4202表B.6 立式储罐基础沥青砂垫层工程检验批质量验收记录3.2.7立式储罐底板预制检验批质量验收记录 SY42023.2.7 立式储罐底板预制检验批质量验收记录(续) SY42023.2.8立式储罐壁板预制检验批质量验收记录 SY42023.2.8 立式储罐壁板预制检验批质量验收记录(续)SY4202B.9立式储罐浮顶预制检验批质量验收记录表3.2.10 立式储罐固定顶预制检验批质量验收记录SY42023.2.13 立式储罐罐底焊接检验批质量验收记录(续)SY42023.2.15 立式储罐罐壁焊接检验批质量验收记录(续)SY42023.2.17 立式储罐固定顶焊接检验批质量验收记录(续)SY4202B.18立式储罐浮顶及内浮顶组装检验批质量验收记录B.19立式储罐浮顶焊接检验批质量验收记录3.2.20 立式储罐附件安装检验批质量验收记录SY42023.2.20立式储罐附件安装检验批质量验收记录(续)SY42023.2.21立式储罐总体验收检验批质量验收记录SY42023.2.21 立式储罐总体验收检验批质量验收记录(续)SY42023.2.22 外防腐涂料涂装工程检验批质量验收记录SY42023.2.23立式储罐内防腐工程检验批质量验收记录SY42023.2.24防火涂料涂装工程检验批质量验收记录SY4202B.24防火涂料涂装工程检验批质量验收记录3.2.25 绝热工程检验批质量验收记录 SY42023.2.25 绝热工程检验批质量验收记录(续) SY42023.2.26 梯子、平台、栏杆制作安装工程检验批质量验收记录SY4202。
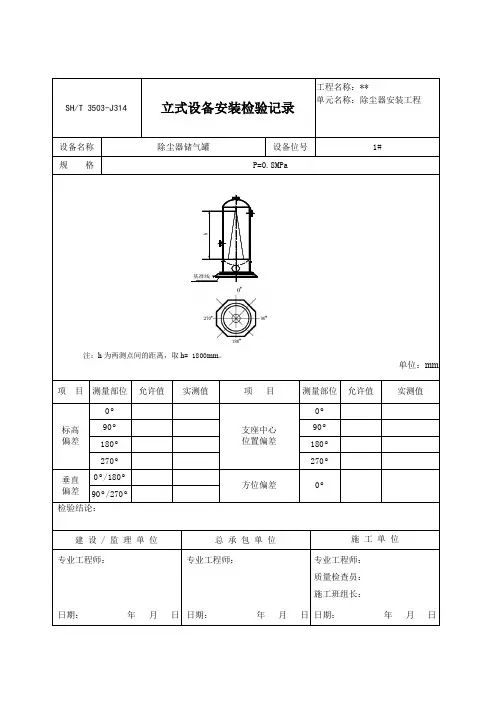
SH/T 3503-J314 立式设备安装检验记录工程名称:**单元名称:除尘器安装工程设备名称除尘器储气罐设备位号1#规格P=0.8MPah基准线注:h为两测点间的距离,取h= 1800mm。
单位:mm 项目测量部位允许值实测值项目测量部位允许值实测值标高偏差0º支座中心位置偏差0º90º90º180º180º270º270º垂直偏差0º/180º方位偏差0º90º/270º检验结论:建设/ 监理单位总承包单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:施工班组长:日期:年月日SH/T 3503-J314 立式设备安装检验记录工程名称:**单元名称:除尘器安装工程设备名称除尘器储气罐设备位号2#规格P=0.8MPah基准线注:h为两测点间的距离,取h= 1800mm。
单位:mm 项目测量部位允许值实测值项目测量部位允许值实测值标高偏差0º支座中心位置偏差0º90º90º180º180º270º270º垂直偏差0º/180º方位偏差0º90º/270º检验结论:建设/ 监理单位总承包单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:施工班组长:日期:年月日SH/T 3503-J314 立式设备安装检验记录工程名称:**单元名称:除尘器安装工程设备名称除尘器储气罐设备位号3#规格P=0.8MPah基准线注:h为两测点间的距离,取h= 1800mm。
单位:mm 项目测量部位允许值实测值项目测量部位允许值实测值标高偏差0º支座中心位置偏差0º90º90º180º180º270º270º垂直偏差0º/180º方位偏差0º90º/270º检验结论:建设/ 监理单位总承包单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:施工班组长:日期:年月日。
储气罐检查记录范文日期:xxxx年xx月xx日储气罐名称:xxxxxx检查人员:xxxxxx1.储气罐外观检查1.1检查储气罐表面是否有明显的腐蚀、磨损或凹陷等损坏情况。
1.2检查储气罐外部涂层是否存在剥落或起泡情况,以及是否有涂层厚度的异常现象。
1.3检查储气罐支架、脚钢、护栏等部件的结构是否完好,以及是否有锈蚀现象。
2.储气罐内部检查2.1检查储气罐内壁是否有明显的腐蚀、磨损或凹陷等损坏情况。
2.2检查储气罐内部是否有异味或沉淀物,以及是否有异常密封现象。
2.3检查储气罐内部附件、管道和阀门是否存在松动、锈蚀或渗漏等问题。
3.储气罐安全阀检查3.1检查储气罐安全阀是否正常运转,并测试其是否能够快速、准确地释放压力。
3.2检查储气罐安全阀的封堵情况,以及是否有异常响声或渗漏现象。
3.3检查安全阀是否设置在储气罐上,并且是否符合规范要求。
4.储气罐排污装置检查4.1检查储气罐排污装置是否正常工作,以及是否能够有效排除储气罐内部的积水或沉积物。
4.2检查排污装置的密封情况,以及是否存在渗漏或异常流量现象。
4.3检查排污装置的排放口是否畅通,以及是否存在堵塞或阻碍的情况。
5.储气罐保护装置检查5.1检查储气罐的防静电接地装置是否完好,并测试其接地电阻值是否符合标准要求。
5.2检查储气罐的温度、压力传感器是否正常工作,并测试其测量值的准确性。
5.3检查储气罐的火灾报警装置、防雷装置等是否正常运作,并测试其报警功能是否准确。
检查结果及处理意见:根据以上检查,对储气罐的检查结果进行如下概述:1.储气罐外观整体情况良好,无明显腐蚀、磨损或凹陷等损坏现象,外部涂层无剥落或起泡,支架、脚钢、护栏等结构完好,无锈蚀现象。
2.储气罐内部无明显腐蚀、磨损或凹陷等损坏现象,无异味或沉淀物,无异常密封现象,附件、管道和阀门无松动、锈蚀或渗漏问题。
3.储气罐安全阀正常运转,能够快速、准确地释放压力,无封堵现象,无异常响声或渗漏现象,设置位置符合规范要求。
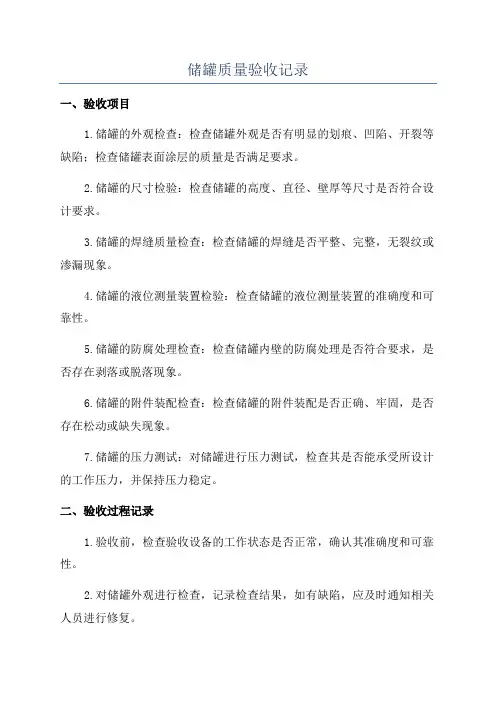
储罐质量验收记录一、验收项目1.储罐的外观检查:检查储罐外观是否有明显的划痕、凹陷、开裂等缺陷;检查储罐表面涂层的质量是否满足要求。
2.储罐的尺寸检验:检查储罐的高度、直径、壁厚等尺寸是否符合设计要求。
3.储罐的焊缝质量检查:检查储罐的焊缝是否平整、完整,无裂纹或渗漏现象。
4.储罐的液位测量装置检验:检查储罐的液位测量装置的准确度和可靠性。
5.储罐的防腐处理检查:检查储罐内壁的防腐处理是否符合要求,是否存在剥落或脱落现象。
6.储罐的附件装配检查:检查储罐的附件装配是否正确、牢固,是否存在松动或缺失现象。
7.储罐的压力测试:对储罐进行压力测试,检查其是否能承受所设计的工作压力,并保持压力稳定。
二、验收过程记录1.验收前,检查验收设备的工作状态是否正常,确认其准确度和可靠性。
2.对储罐外观进行检查,记录检查结果,如有缺陷,应及时通知相关人员进行修复。
3.测量储罐的尺寸,记录测量结果,与设计要求进行对比,如有差异,应进行进一步的调整或修正。
4.对储罐焊缝进行检查,记录检查结果,如有裂纹或渗漏,应立即采取修复措施。
5.检验储罐的液位测量装置,记录检验结果,确保其准确度和可靠性。
6.检查储罐的防腐处理情况,记录检查结果,如有剥落或脱落,应及时进行修复。
7.检查储罐的附件装配情况,记录检查结果,如有松动或缺失,应进行调整或更换。
8.进行储罐的压力测试,记录测试结果,确保其能承受所设计的工作压力,并保持压力稳定。
三、验收结论根据以上的验收项目和记录结果,在与设计要求进行对比分析后,得出以下结论:1.储罐的外观检查:外观无明显缺陷,涂层质量符合要求。
2.储罐的尺寸检验:尺寸符合设计要求。
3.储罐的焊缝质量检查:焊缝平整、完整,无裂纹或渗漏。
4.储罐的液位测量装置检验:准确度和可靠性满足要求。
5.储罐的防腐处理检查:防腐处理符合要求,无剥落或脱落。
6.储罐的附件装配检查:装配正确、牢固,无松动或缺失。
7.储罐的压力测试:能承受所设计的工作压力,并保持压力稳定。
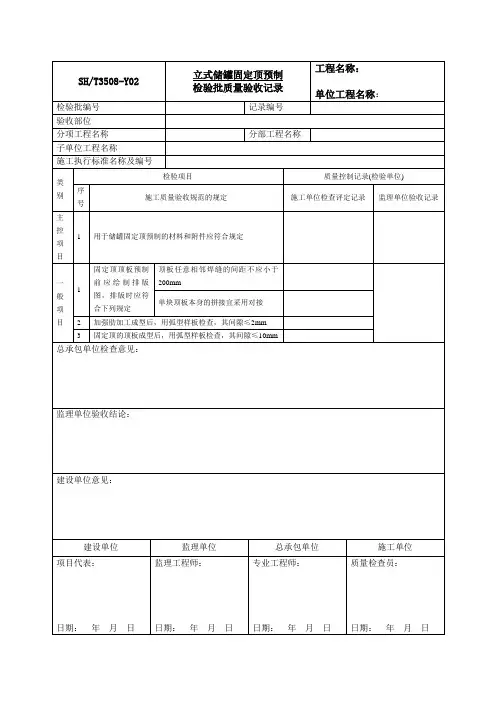
SH/T3508-Y02 立式储罐固定顶预制
检验批质量验收记录
工程名称:
单位工程名称:
检验批编号记录编号
验收部位
分项工程名称分部工程名称子单位工程名称
施工执行标准名称及编号
类别
检验项目质量控制记录(检验单位)
序
号
施工质量验收规范的规定施工单位检查评定记录监理单位验收记录
主
控
项
目
1 用于储罐固定顶预制的材料和附件应符合规定
一般项目1
固定顶顶板预制
前应绘制排版
图,排版时应符
合下列规定
顶板任意相邻焊缝的间距不应小于
200mm
单块顶板本身的拼接宜采用对接
2 加强肋加工成型后,用弧型样板检查,其间隙≤2mm
3 固定顶的顶板成型后,用弧型样板检查,其间隙≤10mm
总承包单位检查意见:
监理单位验收结论:
建设单位意见:
建设单位监理单位总承包单位施工单位
项目代表:
日期:年月日监理工程师:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日。
T101储罐预制作分项工程质量验收记录
T101立式储罐组装焊接分项工程质量验收记录
T101梯子、平台、栏杆制作安装分项工程质量验收记录
T101储罐涂装分项工程质量验收记录
T101储罐分部(子分部)工程质量验收记录
表E.1 单位(子单位)工程质量交工验收申请报告
:(建设单位名称)
下列单位(子单位)工程已完工,预试运合格。
根据国家和行业工程施工质量验收规范的规定,下列单位(子单位)工程质量检查评定合格,质量控制资料符合要求。
特申请下列单位(子单位)工程质量交工验收。
表F.1 单位(子单位)工程质量验收记录
单位)工程质量验收。
表G.1 单位(子单位)工程质量控制资料核查记录。
立式圆筒形储罐组装质量检验记录一、检验目的立式圆筒形储罐是一种常见的储存介质的设备,为了确保储罐的安全可靠运行,必须对其组装质量进行严格的检验。
本文档旨在记录立式圆筒形储罐组装过程中的质量检验内容和结果,以确保储罐的质量符合相关的技术标准和规范要求。
二、检验方法1. 目视检查:对储罐的外观进行检查,包括储罐壁面是否平整、无明显凹陷或突起,涂层是否完整、无掉层或起皮等。
2. 壁厚测量:使用超声波测厚仪对储罐的壁厚进行测量,确保壁厚符合设计要求和相关技术标准。
3. 焊缝检验:采用无损检测方法对储罐的焊缝进行检验,包括射线检测、超声波检测、磁粉检测等,以确保焊缝无裂纹、气孔、夹杂物等缺陷。
4. 防腐涂层检验:采用划格法、测厚法等方法对储罐的防腐涂层进行检验,确保涂层的厚度符合要求,并无异常掉落或腐蚀等现象。
5. 容积测量:采用液位计等方法对储罐的容积进行检测,确保容积测量准确可靠。
三、检验内容和结果1. 储罐外观检查- 储罐壁面平整,无明显凹陷或突起。
- 储罐涂层完整,无掉层或起皮。
检验结果:合格2. 壁厚测量储罐壁厚:10mm设计要求:10mm检验结果:合格3. 焊缝检验焊缝无裂纹、气孔、夹杂物等缺陷。
检验结果:合格4. 防腐涂层检验涂层厚度:200μm设计要求:200μm涂层无异常掉落或腐蚀。
检验结果:合格5. 容积测量储罐容积:100m³液位计测量结果:99.8m³容积测量误差:±0.2m³检验结果:合格四、检验结论经过以上质量检验,立式圆筒形储罐组装质量符合相关的技术标准和规范要求,具备安全可靠运行的条件。
五、备注本次检验记录仅涉及组装质量检验,其他关于储罐的安全性能、操作规程等内容不在本文档范围之内。
六、附件无。
以上为立式圆筒形储罐组装质量检验记录,记录了对储罐外观、壁厚、焊缝、防腐涂层和容积等方面的检验结果。
通过严格的检验,储罐的质量得到了保证,确保其安全可靠运行。
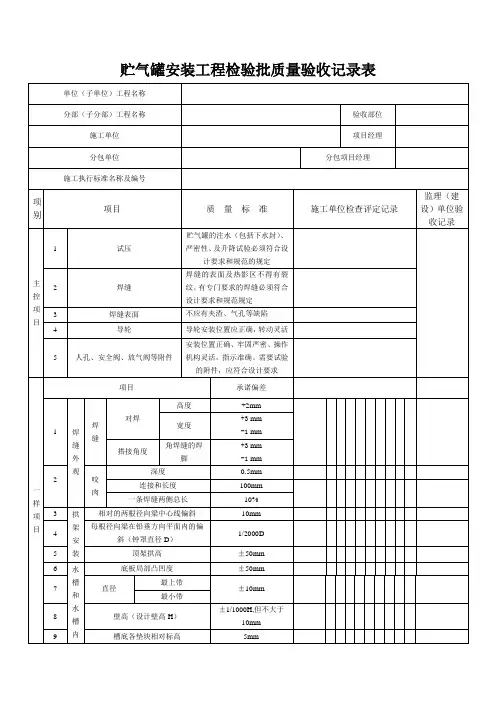
SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表格目录1、表B.2 球形储罐球壳板组装检验批质量验收记录 (2)2、表B.6 立式储罐基础沥青砂垫层工程检验批质量验收记录 (4)3、表B.7 立式储罐底板预制检验批质量验收记录 (5)4、表B.13 立式储罐罐底焊接检验批质量验收记录 (6)5、表B.14 立式储罐罐壁组装检验批质量验收记录 (8)6、表B.15 立式储罐罐壁焊接检验批质量验收记录 (9)7、表B.18 立式储罐浮顶及内浮顶组装检验批质量验收记录 (10)8、表B.19 立式储罐浮顶焊接检验批质量验收记录 (11)9、表B.20 立式储罐附件安装检验批质量验收记录 (12)10、表B.21 立式储罐总体验收检验批质量验收记录 (13)11、表B.22 外防腐涂料涂装工程检验批质量验收记录 (15)12、表B.23 立式储罐内防腐工程检验批质量验收记录 (16)13、表B.24 防火涂料涂装工程检验批质量验收记录 (17)14、表B.25 绝热工程检验批质量验收记录 (18)15、表B.26 梯子、平台、栏杆制作安装工程检验批质量验收记录 (20)16、表E.1 立式储罐单位工程质量控制资料核查记录 (21)17、表A.1 储罐工程质量检验用计量器具 (22)备注:表B.1,表B.3,表B.4,表B.5,表B.8,表B.9,表B.10,表B.11,表B.12,表B.16,表B.17,表D.1未列入。
如需使用上述表格,参照验收规范,自行制作!SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.2球形储罐球壳板组装检验批质量验收记录表B.2 球形储罐球壳板组装检验批质量验收记录(续)SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.13立式储罐罐底焊接检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.13 立式储罐罐底焊接检验批质量验收记录(续)SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.14立式储罐罐壁组装检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录S SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.21 立式储罐总体验收检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.22 外防腐涂料涂装工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.24 防火涂料涂装工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.25 绝热工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表B.25 绝热工程检验批质量验收记录(续)表B.26梯子、平台、栏杆制作安装工程检验批质量验收记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表E.1立式储罐单位工程质量控制资料核查记录SY4202-2007石油天然气建设工程施工质量验收规范储罐工程检验批质量验收记录表A.1 储罐工程质量检验用计量器具。
储气罐安装检验记录我在这工业场区里摸爬滚打好些年了,天天跟那些铁疙瘩、大罐子打交道,这储气罐呐,看着敦实、不起眼,可里头藏着的气压,像头闷声不响的“巨兽”,一个不留神,就能闹出大乱子。
所以啊,每次安装检验,那都得瞪大眼睛,像老工匠雕琢宝贝,仔仔细细,一毫一厘都不能放过,还得把记录弄得明明白白,像写日记,不过这日记关乎生死安危,可容不得半点马虎。
安装那阵儿,场地得先拾掇好。
我带着几个工人,早早到了那块空地,日头刚冒尖,照在地上还没多少热乎劲儿。
咱把场地清扫得干干净净,小石子、杂物统统清走,为啥?怕安装时不稳当,罐子有个“闪失”。
“都仔细着点,别留渣子,这可不是闹着玩的!”我扯着嗓子喊,工人们闷头干活,扫帚在地上“沙沙”响,不一会儿,场地就敞亮得像块镜子。
储气罐运来了,好家伙,那体量,像座小山,稳稳搁在卡车上。
吊车早候着了,大臂伸得老长,像个巨人在舒展筋骨。
指挥吊车的师傅,眼睛瞪得像铜铃,嘴里叼着哨子,“嘟嘟嘟”,手势比划得干脆利落,罐子慢慢吊起,在空中晃悠了一下,我的心都提到嗓子眼了,“稳着点,稳着点!”旁边工人也跟着喊,好在罐子稳稳落在基座上,严丝合缝,像找到了它的“专属宝座”。
基座得结实,混凝土浇筑得厚实均匀,我拿小锤敲敲,“砰砰”,听着声儿,得是实沉的,没空鼓,这才放心。
连接管道的时候,焊工师傅登场了。
戴着面罩,手里焊枪“滋滋”冒火,焊条融化,铁水像小瀑布,淌在接口处,焊花四溅,像放烟火。
我盯着那焊缝,眼睛都不敢多眨,“这得焊牢咯,别留缝隙,不然气漏出来,可不是小事!”师傅头也不回,闷声说:“放心,手艺在这儿呢。
”等焊缝冷却,我拿探伤仪在上面扫,仪器“滴滴”响,屏幕上显示图像,一处处检查,有个小瑕疵,立马喊师傅返工,师傅嘟囔几句,还是乖乖重焊,咱可不能在这上头含糊。
检验环节,压力测试是重中之重。
阀门缓缓打开,气体“嘶嘶”往里灌,压力表指针像被无形的手推着,慢慢爬升。
我守在表前,大气都不敢出,眼睛死死盯着指针,“到额定压力了,稳住!”旁边记录员拿着本子,笔都攥出汗了,写下压力数值、时间,一笔一划,像小学生练字。