《啤酒工业废水处理》PPT课件
- 格式:ppt
- 大小:1.81 MB
- 文档页数:15

啤酒废水处理技术
一.概述
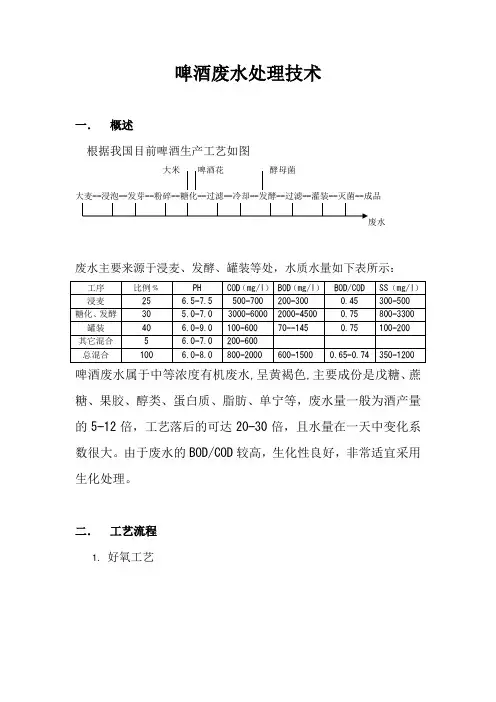
根据我国目前啤酒生产工艺如图
大米啤酒花酵母菌
大麦--浸泡--发芽--粉碎--糖化--过滤--冷却--发酵--过滤--灌装--灭菌--成品
废水主要来源于浸麦、发酵、罐装等处,水质水量如下表所示:
啤酒废水属于中等浓度有机废水,呈黄褐色,主要成份是戊糖、蔗糖、果胶、醇类、蛋白质、脂肪、单宁等,废水量一般为酒产量的5—12倍,工艺落后的可达20—30倍,且水量在一天中变化系数很大。
由于废水的BOD/COD较高,生化性良好,非常适宜采用生化处理。
二.工艺流程
1.好氧工艺
该工艺特点:技术成熟可靠,出水一次达标,一次性投资小,但运行时动力消耗较大,污泥产量较高。
适用于水量较大,COD≤1800mg/l较低的废水处理。
2.厌氧+好氧工艺
该工艺特点:动力消耗小,运行成本低,污泥产量小,可以回收沼气;缺点是一次性投资大,污泥培养和驯化时间长,调试周
期长。
一次出水不能达标,必须串接好氧处理工艺。
适用于原水水量较小,COD≥2000mg/l的废水处理。

一、啤酒废水的来源及特点1 .啤酒废水的来源啤酒生产流程图啤酒的废水主要来源于:麦芽生产过程的洗麦水、浸买水、麦槽水、洗涤水、凝固物 洗涤水;糖化过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤、过滤洗涤废水;罐装过程 洗瓶、灭菌和破瓶啤酒废水;冷却车间和成品车间洗涤水。
二、啤酒生产废水的特点啤酒生产过程用水量很大,特别是酿造,罐装工序过程,由于大量使用新鲜水, 相应产生大量废水。
由于啤酒的生产工序较多,不同的啤酒厂生产过程每吨酒的 耗水量和水质相差较大.国内每吨啤酒从糖化到灌装总耗水10~20吨。
啤酒废水可 分为以下几类:(1) .清洁废水冷冻机、麦汁和发酵冷却水等,这些水基本未受污染。
(2) .清洗废水如清洗生产装置废水、漂洗酵母水、洗瓶机初期洗涤水、酒罐消毒废水、巴 斯德杀毒喷淋水和地面冲洗水等,这类废水受到不同程度的有机污染。
冲洗废渣 水,如麦糟液、冷热凝固物、酒花糟、剩余酵母、酒泥、滤酒渣和残碱性洗涤液 等,这类废水中含有大量的悬浮固体有机物。
工段中将产生麦汁冷却水、装置洗 涤水、麦糟、热凝固物和酒花糟。
装置洗涤水主要是糖化锅洗涤水、过滤槽和沉 淀槽洗涤水。
此外,糖化过程还要排出酒花糟、热凝固物等大量悬浮物。
(3) .装酒废水在灌装酒时,机器的跑冒滴漏时有发生,还经常冒酒,废水中掺入大量残酒。
喷淋时由于用热水喷淋,啤酒升温引起瓶内压力增大, 炸瓶”现象时有发生,所 酒花(C 構■-建沸 回[诞以,在大量啤酒洒散在喷淋水中,循环使用喷淋水为防止生物污染而加入防腐剂,因此被更换下来的废喷淋水含防腐剂成分。
(4).洗瓶废水清洗瓶子时先用碱液洗涤剂浸泡,然后用压力水初洗和终洗.瓶子清洗水中含有残余碱性洗涤剂、浆纸、燃料、浆糊、残酒和泥砂等。
碱性洗涤剂的更换,更换时若是直接排入下水道可以使啤酒废水呈碱性。
因此废碱性洗涤剂应先进入调节池沉淀装置进行单独处理。
所以可以考虑将洗瓶废水的排出液经处理后储存起来,用来调节废水的pH值。