第七章缺陷的种类及产生的原因知识分享
- 格式:ppt
- 大小:6.76 MB
- 文档页数:24
第七章缺陷的种类及产生的原因缺陷是指产品或系统设计或制造过程中的不完善之处,可能导致产品质量不达标、功能缺失、性能不稳定等问题。
在第七章中,我们将讨论缺陷的种类以及这些缺陷产生的原因。
首先,我们来介绍几种常见的缺陷类型:1.功能缺陷:产品或系统无法按照设计或预期的功能运行,无法满足用户需求。
例如,一个文字处理软件无法正确打开一些文件格式。
2.可靠性缺陷:产品或系统在长时间使用或特定条件下出现故障或不稳定。
例如,一台电器在高温环境下容易过热并导致断电。
3.安全性缺陷:产品或系统存在潜在的威胁用户安全的漏洞或弱点。
例如,一个电子商务网站的支付系统没有有效的加密机制,容易导致用户的个人信息被盗。
4.易用性缺陷:产品或系统使用过程中存在操作复杂、界面不友好等问题,用户难以理解和掌握。
例如,一个手机应用程序的设置界面过于复杂,导致用户无法轻松调整功能设置。
5.兼容性缺陷:产品或系统在与其他设备或软件进行协作时出现问题,无法与其正常沟通或共享数据。
例如,一个操作系统无法与特定型号的打印机进行连接。
接下来,我们来探讨导致这些缺陷产生的原因:1.设计不合理:产品或系统在设计阶段没有充分考虑用户需求、使用场景和可能出现的问题,导致功能缺失、易用性差等问题。
2.编程错误:在软件开发过程中,程序员可能会犯错或存在逻辑错误,导致功能异常、安全漏洞等问题。
3.制造过程缺陷:在产品制造过程中,可能存在材料不合格、工艺不标准等问题,导致产品质量缺陷。
4.管理不善:项目管理不善,导致定义不清晰的需求、进度控制不足等问题,从而导致缺陷的产生。
5.版本控制不当:软件开发过程中,管理人员未能正确管理和控制不同版本的代码,导致错误的代码被部署到生产环境中。
总结起来,缺陷的种类和产生原因是多种多样的,包括设计不合理、编程错误、制造过程缺陷等。
为了减少和避免这些缺陷,企业应加强项目管理、进行有效的质量控制,并投入足够的时间和资源进行测试和验证工作,以确保产品或系统达到用户的要求和期望。
锻造成形过程中的缺陷及其防止方法一、钢锭的缺陷钢锭有下列主要的缺陷:(1)缩孔和疏松钢锭中缩孔和疏松是不可避免的缺陷,但它们出现的部位可以控制。
钢锭中顶端的保温冒口,造成钢液缓慢冷却和最后凝固的条件,一方面使锭身可以得到冒口中钢液的补缩,另一方面使缩孔和疏松集中于此处,以便锻造时切除。
(2)偏析钢锭中各部分化学成分的不均匀性称为偏析。
偏析分为枝晶偏析和区域偏析两种,前者可以通过锻造以及锻后热处理得到消除,后者只能通过锻造来减轻其影响,使杂质分散,使显微孔隙和疏松焊和。
(3)夹杂不溶于金属基体的非金属化合物称为夹杂。
常见的夹杂如硫化物、氧化物、硅酸盐等。
夹杂使钢锭锻造性能变化,例如当晶界处低熔点夹杂过多时,钢锭锻造时会因热脆而锻裂。
夹杂无法消除,但可以通过适当的锻造工艺加以破碎,或使密集的夹杂分散,可以在一定程度上改善夹杂对锻件质量的影响。
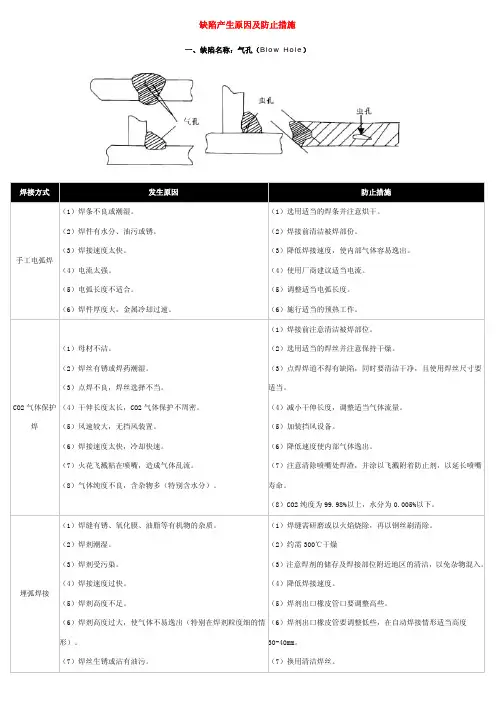
(4)气体钢液中溶解有大量气体,但在凝固过程中不可能完全析出,以不同形式残存在钢锭内部。
例如氧与氮以氧化物、氮化物存在,成为钢锭中夹杂。
氢是钢中危害最大的气体,它会引起“氢脆”,使钢的塑性显著下降;或在大型锻件中造成“白点”,使锻件报废。
(5)穿晶当钢液浇注温度较高,钢锭冷却速度较大时,钢锭中柱状晶会得到充分的发展,在某些情况下甚至整个截面都形成柱状晶粒,这种组织称为穿晶。
在柱状晶交界处(如方钢锭横截面对角线上),常聚集有易熔夹杂,形成“弱面”,锻造时易于沿这些面破裂。
在高合金钢锭中容易遇到这种缺陷。
(6)裂纹由于浇注工艺或钢锭模具设计不当,钢锭表面会产生裂纹。
锻造前应将裂纹消除,否则锻造时由于裂纹的发展导致锻件报废。
(7)溅疤当钢锭用上注法浇注时,钢液冲击钢锭模底而飞溅到钢锭模壁上,这些附着的溅沫最后不能和钢锭凝固成一体,便成溅疤。
溅疤锻造前必须铲除,否则会形成表面夹层。
二、轧制或锻制的钢材中的缺陷轧制或锻制的钢材中往往存在如下缺陷:(1)裂纹和发裂裂纹是由于钢锭缺陷未清除,经过轧制或锻造使之进一步发展造成的。
缺陷培训课件一、引言在现代企业中,缺陷管理是质量管理的重要组成部分。
为了提高产品质量,降低生产成本,提高企业竞争力,企业需要对员工进行缺陷培训。
本课件旨在为员工提供关于缺陷识别、分类、报告和处理的知识和技能,使员工能够更好地参与到缺陷管理工作中。
二、缺陷的定义和分类1.缺陷的定义缺陷是指产品、过程或服务未能满足规定的要求。
这些要求可以是来自客户、法律法规、企业内部标准等。
缺陷可能导致产品功能失效、安全事故、环境污染等问题,对企业和客户造成负面影响。
2.缺陷的分类(1)致命缺陷:可能导致产品无法实现预期功能,或对用户安全造成严重威胁的缺陷。
(2)严重缺陷:可能导致产品功能部分失效,或对用户造成一定影响的缺陷。
(3)一般缺陷:对产品功能影响较小,但可能影响产品美观、使用寿命等方面的缺陷。
(4)轻微缺陷:对产品功能和外观影响较小,但不符合质量标准的缺陷。
三、缺陷的识别和报告1.缺陷的识别(1)视觉检查:通过观察产品外观、尺寸、颜色等来判断是否存在缺陷。
(2)功能测试:通过实际操作产品,检查其功能是否符合规定要求。
(3)测量:使用测量工具检查产品尺寸、重量等是否符合标准。
(4)无损检测:利用超声波、射线等检测设备,检查产品内部是否存在缺陷。
2.缺陷的报告发现缺陷后,员工需要及时向相关部门报告。
报告内容包括:(1)缺陷的描述:详细描述缺陷的位置、形态、程度等。
(2)缺陷的可能原因:分析可能导致缺陷产生的原因。
(3)缺陷的影响:评估缺陷对产品功能、安全等方面的影响。
(4)建议措施:提出解决缺陷的建议和改进措施。
四、缺陷的处理和改进1.缺陷的处理(1)确认缺陷:对报告的缺陷进行核实,确保其真实性。
(2)隔离缺陷:将存在缺陷的产品或过程进行隔离,防止其流入下一环节。
(3)分析原因:对缺陷产生的原因进行深入分析,找出根本原因。
(4)制定改进措施:根据分析结果,制定针对性的改进措施。
(5)实施改进:对缺陷进行修复或更换,确保产品符合质量要求。
缺陷种类及产生原因xx年xx月xx日CATALOGUE 目录•缺陷种类•产生原因•防止措施•案例分析01缺陷种类1 2 3产品表面存在明显的划痕、斑点、凹凸等不规则外观。
表面缺陷产品颜色与标准色存在较大差异,如偏黄、偏红等。
颜色偏差产品形状出现扭曲、变形等情况,如门窗、家具等。
形状扭曲功能性失效产品丧失了应有的功能,如灯泡不亮、空调制冷失效等。
性能下降产品性能未达到预期效果,如耳机音量小、显示器分辨率低等。
操作复杂产品操作过程过于复杂,导致用户难以掌握使用方法。
稳定性缺陷容易损坏产品在使用过程中容易发生损坏,如耳机线易断、手机屏易碎等。
寿命短产品使用寿命远低于预期,如电池寿命短、电子产品过早老化等。
维护困难产品维护保养困难,如空调清洗困难、洗衣机维修不便等。
010203数据泄露产品存在数据泄露的安全隐患,如个人信息被盗取、黑客入侵等。
危及人身安全产品存在危及人身安全的风险,如电器漏电、家具锐角等。
误操作风险产品操作不当可能导致严重后果,如微波炉误操作、洗衣机误触等。
安全性缺陷02产生原因03技术实现错误设计时对技术实现的预期和要求不明确,或者技术实现出现错误,导致产品或系统的功能或性能受到影响。
01缺乏全面性在产品或系统的设计阶段,由于未能全面考虑到所有潜在的用户需求、使用场景和风险因素,导致设计存在先天不足。
02缺乏灵活性设计时未能考虑到未来可能出现的技术发展、市场变化和用户需求变化等因素,导致产品或系统缺乏适应性和扩展性。
工艺流程不合理在工艺流程的设计阶段,未能合理规划工艺流程,导致生产效率低下或产品质量不稳定。
工艺参数不准确在工艺流程的执行阶段,未能准确控制工艺参数,导致产品质量波动或不合格。
工艺设备故障由于工艺设备故障或维护不当,导致产品质量受到影响或生产中断。
材料质量不合格由于材料质量不符合要求,导致产品在使用过程中出现性能下降或失效。
材料供应不足由于材料供应链出现问题,导致产品无法按时生产或交付。