汽车涂装技术塑料底材的涂装.pptx
- 格式:pptx
- 大小:3.55 MB
- 文档页数:8


1涂料介绍汽车外饰塑料件涂料按涂层结构分为底漆、基色漆和清漆。
1.1底漆主要性能要求:附着力、抗水性、抗化学品性、耐冷热冲击性、耐热水冲击性、耐汽油性。
底漆分为单组分和双组分2种。
⑴单组分底漆优点:快干、可打磨、对底材附着力好。
缺点:对面漆有选择,柔韧性较差、耐水性一般。
用途:用于一般要求的场合。
⑵双组分底漆优点:与面漆附着力好、柔韧性好。
缺点:需低温烘烤后才能打磨。
用途:用于一般要求的场合。
1.2基色漆基色漆是与罩光面漆进行湿碰湿配套涂装的底漆,能满足湿碰湿施工要求。
基色漆分为基色闪光漆和基色实色漆。
⑴基色闪光漆:是由树脂、铝粉(或/和)珠光粉颜料、溶剂、助剂等组成的,有金属、珠光效果,有较快的表干速率及抗溶剂性,能满足湿碰湿施工的要求。
⑵基色实色漆:是由树脂、有机和无机颜料、溶剂、助剂等组成的,有较快的表干速率及抗溶剂性,能满足湿碰湿施工的要求。
1.3清漆清漆是用于基色漆罩光的透明涂层,为双组分。
一般是2K聚氨酯漆,一组分是由羟基丙烯酸树脂、助剂和溶剂组成,另一组分为异氰酸酯固化剂;两组分按比例在使用前混合。
该漆涂装于基色漆上,有很高的光泽、丰满度及优异的综合性能。
2施工工艺塑料件涂装是用化学和机械方法除去塑料件表面的脱模剂、异物和污物,去除表面界膜阻力后在其表面涂覆涂料,经干燥成膜使汽车外饰塑料件与车身颜色及光泽一致并提供耐候性的工艺。
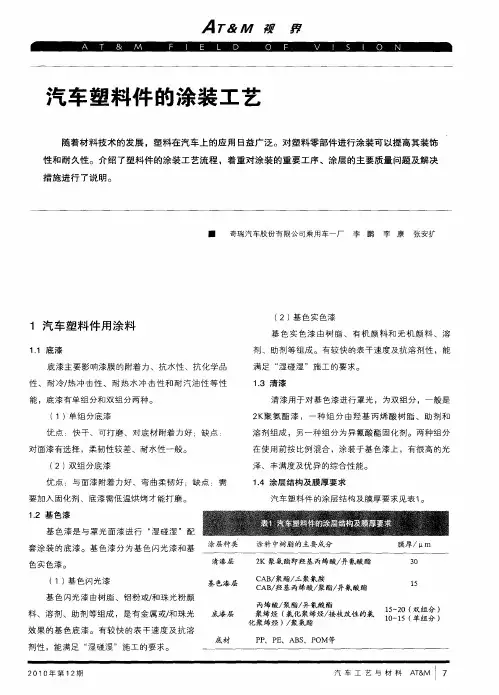
2.1涂层的结构及膜厚要求涂层的结构及膜厚要求见表1。
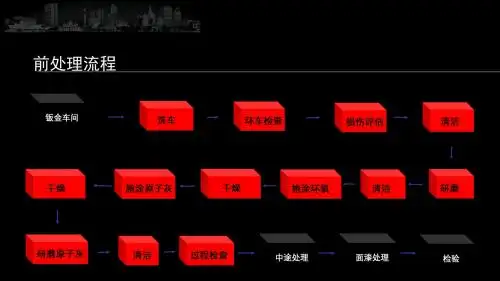
2.2工艺介绍2.2.1典型的涂装工艺⑴三喷两烘(3C2B)工艺(应用于溶剂型涂料)工件上件、前处理、预脱脂、脱脂、一次水洗、二次水洗、新鲜DI水洗、吹水、水分烘干、强冷、自然冷却、火焰处理、上遮蔽、手工除静电/检查、自动除静电、喷底漆、底漆流平、底漆烘干、强冷、自然冷却、底漆检查打磨、除静电、喷底色漆(BC)、面漆流平、喷罩光漆(CC)、流平、面漆烘干、强冷、自然冷却、成品检查下件、不合格品返修。
⑵三喷一烘(3C1B)工艺(应用于溶剂型涂料和水性涂料)工件上件、前处理、预脱脂、脱脂、一次水洗、二次水洗、新鲜DI水洗、吹水、水分烘干、强冷、自然冷却、火焰处理、上遮蔽、手工除静电/检查、自动除静电、喷底漆、底漆流平、喷底色漆(BC)、面漆流平、喷罩光漆(CC)、流平、面漆烘干、强冷、自然冷却、成品检查下件、不合格品返修。
塑料件涂装工艺1涂料介绍汽车外饰塑料件涂料按涂层结构分为底漆、基色漆和清漆。
1.1底漆主要性能要求:附着力、抗水性、抗化学品性、耐冷热冲击性、耐热水冲击性、耐汽油性。
底漆分为单组分和双组分2种。
⑴单组分底漆优点:快干、可打磨、对底材附着力好。
缺点:对面漆有选择,柔韧性较差、耐水性一般。
用途:用于一般要求的场合。
⑵双组分底漆优点:与面漆附着力好、柔韧性好。
缺点:需低温烘烤后才能打磨。
用途:用于一般要求的场合。
1.2基色漆基色漆是与罩光面漆进行湿碰湿配套涂装的底漆,能满足湿碰湿施工要求。
基色漆分为基色闪光漆和基色实色漆。
⑴基色闪光漆:是由树脂、铝粉(或/和)珠光粉颜料、溶剂、助剂等组成的,有金属、珠光效果,有较快的表干速率及抗溶剂性,能满足湿碰湿施工的要求。
⑵基色实色漆:是由树脂、有机和无机颜料、溶剂、助剂等组成的,有较快的表干速率及抗溶剂性,能满足湿碰湿施工的要求。
1.3清漆清漆是用于基色漆罩光的透明涂层,为双组分。
一般是2K聚氨酯漆,一组分是由羟基丙烯酸树脂、助剂和溶剂组成,另一组分为异氰酸酯固化剂;两组分按比例在使用前混合。
该漆涂装于基色漆上,有很高的光泽、丰满度及优异的综合性能。
2施工工艺塑料件涂装是用化学和机械方法除去塑料件表面的脱模剂、异物和污物,去除表面界膜阻力后在其表面涂覆涂料,经干燥成膜使汽车外饰塑料件与车身颜色及光泽一致并提供耐候性的工艺。
2.1涂层的结构及膜厚要求涂层的结构及膜厚要求见表1。
2.2工艺介绍2.2.1典型的涂装工艺⑴三喷两烘(3C2B)工艺(应用于溶剂型涂料)工件上件、前处理、预脱脂、脱脂、一次水洗、二次水洗、新鲜DI水洗、吹水、水分烘干、强冷、自然冷却、火焰处理、上遮蔽、手工除静电/检查、自动除静电、喷底漆、底漆流平、底漆烘干、强冷、自然冷却、底漆检查打磨、除静电、喷底色漆(BC)、面漆流平、喷罩光漆(CC)、流平、面漆烘干、强冷、自然冷却、成品检查下件、不合格品返修。
塑料制品的涂装与修饰内容1.涂装方法2.涂装设备3.涂装技术4.涂料的组成5.涂装不良及解决方法6.涂膜评价项目及测定方法7.塑料件的喷漆与修理8.塑料制品的修饰1. 涂装方法1.1 涂装定义将涂料涂覆于被涂物表面形成具有防护,装饰或特定功能的涂层的过程,又叫涂料施工喷涂装入喷枪使涂液喷在工件表面浸涂工件先浸在悬浮液内,然后将其取出,适用于体积小而外表面又需全部涂覆的工件涂刷用漆刷将涂液涂在表面,很少用浇涂将涂液倒在中空的工件中,使其内表面被覆盖,适用于管道,弯头等通过涂装也可大大改进塑料制品的防污、防静电吸尘、改善手感及美观性。
制作塑料件常用的有ABS、PS、HIPS、PC、PP以及塑料橡胶复合物等。
常用耐候性、保光、保色性能较好的自干型涂料涂装,如热塑性丙烯酸漆、聚氨酯漆,调配成单色漆、金属漆、亚光漆、桔纹漆等。
选择塑料和涂料体系,必须保证选择的涂料体系对塑料有足够的附着力。
要获得足够的附着力必须遵循一些基本原则:对底材要润湿;塑料边界层要有足够的内聚强度;避免塑料和涂料过渡层积累内应力等。
可通过测定涂料润湿塑料时的接触角来判定,接触角的大小可直接反映底材表面自由能的大小。
接触角小,润湿性就好,表面能越低的底材越难润湿。
为得到良好的润湿,常在涂料中加入有机硅偶联剂来降低液体涂料的表面张力。
塑料零件喷涂前所处的条件对附着力也有较大影响,例如温度、湿度、内应力以及表面光洁度。
内应力可以在零件注塑过程或修剪过程中形成。
涂料在喷涂及固化过程中,溶剂迁移或加热塑料使其松弛、收缩,可有效降低内应力1)涂料 2 )素材 3 )素材前处理作业4 )烘烤条件5 )温度温度、、湿度1)、)、涂料涂料涂料色差的各标准值浮动范围不得超过下列各数值:1. L<0.152. a<0.15;3. b<0.15;4. E<0.3作业粘度作业粘度::底漆10~15秒; 点漆15~25秒膜厚: 平面20~25um; 喷点25~40um光泽: 依实际需求而制定遮盖力: 6 m 2/kg2 )、)、素材素材: 塑料件塑料件的属性不同塑料件的属性不同,,使用的涂料不同使用的涂料不同,,在喷涂时素材的温度应保持在常温状态下度应保持在常温状态下,,水洗表面水洗表面,,处理处理皮膜皮膜皮膜,,清洗清洗,,脱脂脱脂,,烘干1.2 影响涂装质量的因素3)素材前处理作业(1)脱脂酸度:塑料件遇到碱性溶液会发生化学反应, 破坏工件表面结构,影响表面质量,因而塑料件脱脂槽液的pH一般控制6 .0±1.0脱脂温度:温度越高脱脂效果越好,但温度过高会导致塑料件变形,考虑到脱脂剂活性温度5 0℃最佳将脱脂工艺温度控制在( 5 5±5 )℃。