装配图图号编制步骤
- 格式:docx
- 大小:13.24 KB
- 文档页数:1

..产品零部件图号编制规范(发布日期:200-04-13)1 范围本规范规定了产品零部件的图样编号方法,包括无图纸的产品零部件的图样编号。
本规范适用于XXYY 公司产品零部件的图样编号(以下简称图号)。
不包括海外订单物料图号和YY 项目产品的图号,这些产品可参考本规范执行。
注:从本规范实施日起,下发新图纸和更改后需要新图号的图纸按此规定执行;已经下发的老图纸不强制要求更改,各部门可以根据本部门的需要而制定更改计划或者不更改。
2 内容2.1 图号分类1)专用图号:专用件、系列通用件的图号,例如:KFR-26G/Y.1、W030.1;2)通用图号:通用件、标准件的图号,例如:DYF-A02、GB845/ST3.9*16-C-H(C);2.2 基本要求2.2.1 每个产品、部件、零件均应有独立的图号,并且是唯一的。
2.2.2 同一产品、部件、零件的图样用数张图纸绘出时,各张图纸应标注同一图号,用“共X 页第Y0页”的形式区分每页。
2.2.3 借用件的图号应采用被借用件的图号。
2.2.4 对于外形相同但不能通用互换的零部件,必须采用专用图号。
2.2.5 允许多个同类物料使用同一张通用图纸,但必须在图纸中增加物料参数一览表,表中每种规格的物料都应标出独立的图号。
2.2.6 对第一工厂和第二工厂的物料,如果与本部物料不一致且无法整改成一致的,必须使用新的图号,作为新物料处理。
不得使用本部图纸只更改图纸内容、不更换图号而成为第一或第二专用图纸。
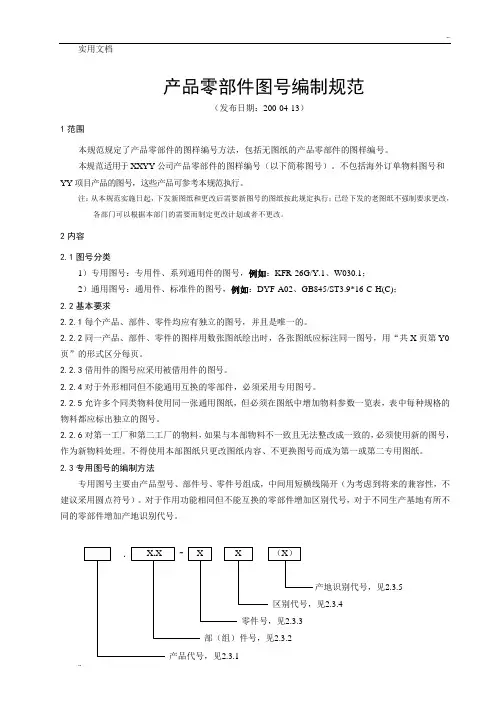
2.3 专用图号的编制方法专用图号主要由产品型号、部件号、零件号组成,中间用短横线隔开(为考虑到将来的兼容性,不建议采用圆点符号)。
对于作用功能相同但不能互换的零部件增加区别代号,对于不同生产基地有所不同的零部件增加产地识别代号。
区别代号,见2.3.4.产地识别代号,见2.3.5零件号,见2.3.3部(组)件号,见2.3.2产品代号,见2.3.1-X .XX X (X )2.3.1产品代号1)由大写英文字母和数字组成,与产品型号相同(空调器室外机通用零部件除外)。
图样代号编制规则1、图号编制可采用下列字符0~9阿拉伯数字A-Z拉丁字母(O、I除外)-短横线2、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
(1)采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
(2)同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
(3)同一CAD文件作用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
(4)通用件的编号应参照JB/T5054.8或按企业标准规定。
(5)借用件的编号应采用被借用件的代号。
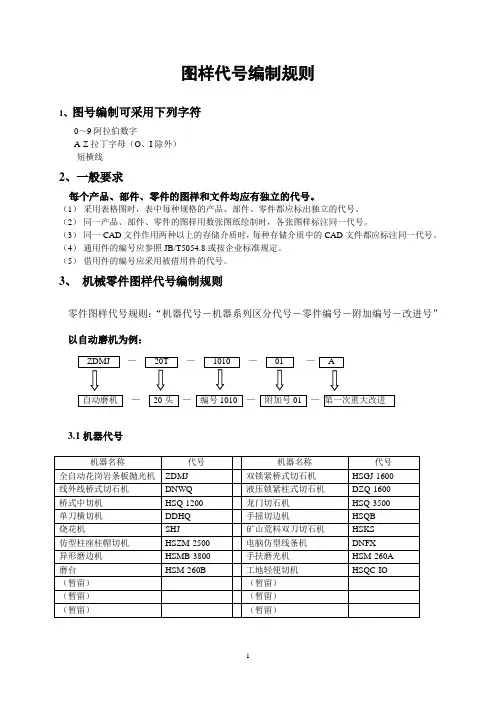
3、机械零件图样代号编制规则零件图样代号规则:“机器代号-机器系列区分代号-零件编号-附加编号-改进号”以自动磨机为例:ZDMJ —20T —1010 —01 — A自动磨机—20头—编号1010 —附加号01 —第一次重大改进3.1机器代号机器名称代号机器名称代号全自动花岗岩条板抛光机ZDMJ 双锁紧桥式切石机HSGJ-1600线外线桥式切石机DNWQ 液压锁紧柱式切石机DZQ-1600桥式中切机HSQ-1200 龙门切石机HSQ-3500单刀横切机DDHQ 手摇切边机HSQB烧花机SHJ 矿山荒料双刀切石机HSKS仿型柱座柱帽切机HSZM-2500 电脑仿型线条机DNFX异形磨边机HSMB-3800 手扶磨光机HSM-260A磨台HSM-260B 工地轻便切机HSQC-IO(暂留)(暂留)(暂留)(暂留)(暂留)(暂留)注:1、以上代号为已使用的代号,继续沿用,不再进行修改。
2、本规则正式实施后,机器的代号均由4位拉丁字母组成,并且不能以上述代号重复。
3、每种新机器研发成功后,都应该将代号补充到上表内。
4、暂留空不够时,可附表。
附表文件编号:5.1.2.2顺序号(1)顺序号由1位阿拉伯数字组成。
(2)以自然数1、2、3……递增。
5.1.3零件号(1)零件号由2位阿拉伯数字组成。
(2)以01、02、03……递增。

装配图零部件序号编排方法
为了便于读图,在装配图中,要对所有零、部件编写序号,并在标题栏上方画出零件明细栏,按图中序号把各零件填写在表中。
1.零、部件序号
(1)基本要求
1)装配图中所有的零、部件均应编写序号。
2)装配图中一个部件(如油杯、滚动轴承、电机等)可以只编写一个序号;同一装配图中相同的零、部件用一个序号,一般只标注一次;多次出现的相同的零、部件,必要时可以重复标注。
3)装配图中零、部件的序号,应与明细栏(表)中的序号一致。
(2)零、部件序号的标注方法
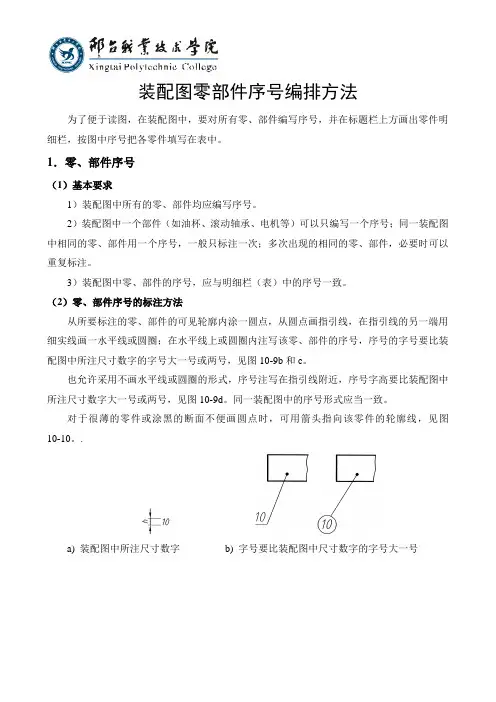
从所要标注的零、部件的可见轮廓内涂一圆点,从圆点画指引线,在指引线的另一端用细实线画一水平线或圆圈;在水平线上或圆圈内注写该零、部件的序号,序号的字号要比装配图中所注尺寸数字的字号大一号或两号,见图10-9b和c。
也允许采用不画水平线或圆圈的形式,序号注写在指引线附近,序号字高要比装配图中所注尺寸数字大一号或两号,见图10-9d。
同一装配图中的序号形式应当一致。
对于很薄的零件或涂黑的断面不便画圆点时,可用箭头指向该零件的轮廓线,见图10-10。
.
a) 装配图中所注尺寸数字b) 字号要比装配图中尺寸数字的字号大一号。
注:本文中经常出现的“xx”是省略的公司名称xx图号编制说明及图纸管理一.图号编制说明1.xx旧图号编制规则:编号规则为:零件编号+模具编号零件编号由:材料或加类型+年月+序号模具编号由:年份+模具套数样式:材料或加工类型+年份后两位数+月份两位数+零件序号-年份扣两位数+模具编号2.图纸存档制作过程验证:旧图纸图号编制过于冗长,也不利于图纸的更改工作。
此次更改编制,除利于图纸更改存档之外,力求把图号的表达更简明,更适合本公司发展要求。
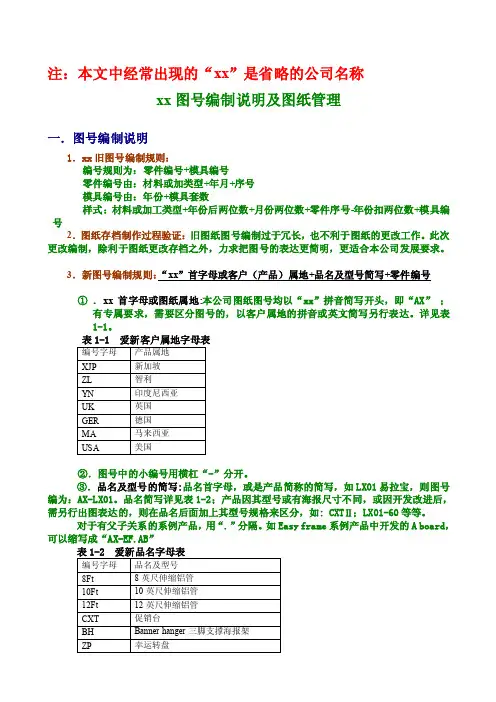
3.新图号编制规则:“xx”首字母或客户(产品)属地+品名及型号简写+零件编号①.xx首字母或图纸属地:本公司图纸图号均以“xx”拼音简写开头,即“AX”;有专属要求,需要区分图号的,以客户属地的拼音或英文简写另行表达。
详见表1-1。
②.图号中的小编号用横杠“-”分开。
③.品名及型号的简写:品名首字母,或是产品简称的简写,如LX01易拉宝,则图号编为:AX-LX01。
品名简写详见表1-2;产品因其型号或有海报尺寸不同,或因开发改进后,需另行出图表达的,则在品名后面加上其型号规格来区分,如: CXTⅡ;LX01-60等等。
对于有父子关系的系例产品,用“.”分隔。
如Easy frame系例产品中开发的A board,可以缩写成“AX-EF.AB”组成如:AL001.1,基中“AL”是铝材aluminum的前两字母大写;“001”是这种零件的序号,“.1”表示它是零件001的子序号(多出现在二次加工中区分零件图纸的不同)。
详见表1-3 零件编号字母表。
⑤. 装配图图号表达时,图号直接用其拼音简写结尾来表示该套产品总成图,即:“ZPT”;子装配图则在其后加上序号ZPTXXX。
二.公司图纸管理要求及注意事项1.非相关岗位工作人员未经上级批示或相关负责人许可,不可擅自调用、更改公司存档图纸。
2.用于存档及生产流通的图纸必须要有设计人员盖章,或是签名以及上级审核批准。
如无:视为无效图纸。

三维和总装配图的绘制技巧与处理流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!三维和总装配图的绘制技巧与处理流程引言在工程设计领域,三维和总装配图是至关重要的工具,它们为设计师提供了将设计概念转化为实际产品的能力。
工程图图号编制方法
(供参考)
工程图图号由一组或多组符号、数字或符号和数字共同混合组成。
第一组为机床型号,第二组为部件代号,第三组为零件代号。
组与组之间用“—”隔开。
图号示意: XXXXXX—X—X
如:CK6136 表示CK6136数控车床
CK6136—4 尾座表示CK6136数控车床的部件—尾座
CK6136—4—7 手轮表示CK6136数控车床尾座的零件—手轮
更小零件的图号:
当某零件由两个以上更小的零件组成(或焊接、铆接成)一体独立使用时,其中的更小零件需加工,也必须出工程图,这时可在该零件代号后加更小零件的代号来表示,他们之间用小数点隔开。
如:CK6136—4—7.2 把手表示CK6136数控车床尾座手轮的组成零件—把手
车床编号:
机床型号编制:
符号原则按国家标准,如“C”表示车床,其它部分可以自主编号或参考其它厂家型号,以便通用。
部件代号统一如下:
1床身部分(包括底座)
2主轴箱部分
3马鞍(大、中、小拖板)部分
4尾座部分
5传动系统部分
6润滑部分
7冷却部分
8防护罩部分
D 电器部分(包括照明等)
K 控制部分
如果某项部件空缺则该项代号空缺,如有的车床没有尾座,则尾座代号“4”空缺不用。
2013-9-27。
第十三讲——画装配图知识点9:零部件序号为了便于读图、装配和图样管理,在装配图中必须对机器(部件) 所有的零件(组件和部件)编排序号(代号),并将其填写在明细栏中。
对于比较复杂的机器,由于零件很多,通常可划分为若干个部件,总装图只对部件和少量不属于某个部件的零件进行编号,而相应的部装图再对零件进行编号。
编排零(部)件序号时应遵循以下规定:1.装配图中的每一种零(部)件都必须编写一个序号,也就是说,相同的零(部)件只能编一个序号。
2.(1)零部件的序号用指引线(细实线)进行标注,指引线的末端为圆点,画到所指零部件的可见轮廓内,指引线的另一端为一水平线或圆(均为细实线),零部件的序号注写在水平线上或圆内,其字高应比尺寸数字大一号或两号。
2.(2)在指引线的另一端也可不画水平线或圆而直接注写序号,但序号的字高应比尺寸数字大两号。
2.(3)对于厚度较薄、不宜在可见轮廓内画圆点的零件,可在指引线的末端画出箭头,并将箭头画到所指零件的轮廓线。
2.(4)零部件序号的指引线不能相交,当指引线通过有剖面线的区域时,不应与剖面线平行。
为了避免指引线相交或与剖面线平行,允许将指引线画成转折一次的折线。
顺次排列整齐,并尽可能均匀分布。
顺次排列整齐,并尽可能均匀分布。
4.对于一组紧固件或装配关系清楚的零件组,可采用公共指引线、序号的书写形式,螺钉、螺柱连接的指引线要从其装入端引出,而螺栓连接的指引线则要从装有螺母的一端引出。
5.装配图中的标准化组件或标准部件(如轴承、油杯、电机等)只编写一个序号,如滑动轴承装配图中的油杯(8号)。
知识点9:零部件序号。