自动喷油线作业指导书
- 格式:xls
- 大小:6.32 MB
- 文档页数:1
喷油作业指导书一、背景介绍喷油作业是一种常见的工业操作过程,用于将液体或气体喷射到目标物体上。
喷油可以用于绘画、清洁、农业喷洒、汽车维修等多个领域。
为了确保作业过程的安全和高效,喷油操作需要严格遵守相关的操作指导和安全规范。
二、操作前准备1. 确认操作区域是否具备良好的通风条件,以确保喷油过程中的气体和蒸气能够迅速散去,避免对人体造成伤害。
2. 检查喷油设备的工作状态,并确保其正常运转。
3. 穿戴适当的个人防护装备,包括防护眼镜、手套、防护服等,以防止意外溅射或接触危险物质。
三、喷油操作步骤1. 准备工作a. 将喷油设备和喷嘴进行清洁和维护,确保其正常工作。
b. 检查喷油剂的种类和使用方法,根据需要选择合适的喷嘴和喷油压力。
c. 准备好所需的油漆、清洁剂或农药等物质,并按照说明进行稀释或混合。
2. 喷油设备设置a. 将喷嘴安装在喷油设备上,并确保连接稳固。
b. 根据需要调整喷油设备的喷油压力和喷射角度。
3. 操作步骤a. 保持适当的操作距离,避免喷油剂直接接触皮肤或眼睛。
b. 均匀地移动喷油设备,确保喷油剂可以均匀分布在目标物体上。
c. 如果需要连续喷射,注意控制喷油的节奏和速度,避免过度喷射或漏喷。
d. 在喷油作业过程中,注意观察喷油设备和喷油剂的工作状态,及时调整和修复设备故障。
四、安全注意事项1. 喷油过程中避免吸入或接触喷油剂的毒性物质,如有需要,应佩戴呼吸器具。
2. 避免在密闭空间进行喷油作业,以免积累有害气体。
3. 进行喷油作业时,周围不应有易燃物品,以防火灾事故。
4. 喷油操作结束后,及时清洗喷油设备、喷嘴和相关工具,避免喷油剂残留引发意外。
5. 请勿将喷油设备和喷嘴交给未经培训或未授权的人员使用。
五、维护保养1. 定期检查喷油设备和喷嘴的工作状况,如有问题及时修理或更换。
2. 喷油设备使用后,彻底清洗并进行保养,以延长使用寿命。
3. 严格按照使用说明和相关规定进行维护保养,不得私自改装或维修喷油设备。
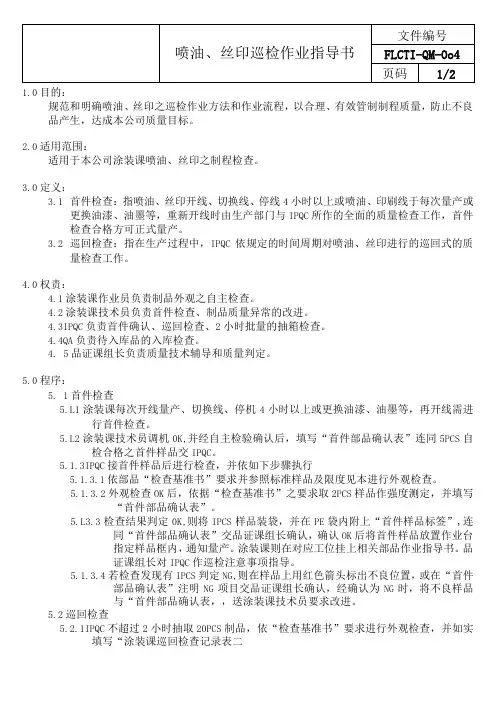
1.0目的:规范和明确喷油、丝印之巡检作业方法和作业流程,以合理、有效管制制程质量,防止不良品产生,达成本公司质量目标。
2.0适用范围:适用于本公司涂装课喷油、丝印之制程检查。
3.0定义:3.1首件检查:指喷油、丝印开线、切换线、停线4小时以上或喷油、印刷线于每次量产或更换油漆、油墨等,重新开线时由生产部门与IPQC所作的全面的质量检查工作,首件检查合格方可正式量产。
3.2巡回检查:指在生产过程中,IPQC依规定的时间周期对喷油、丝印进行的巡回式的质量检查工作。
4.0权责:4.1涂装课作业员负责制品外观之自主检查。
4.2涂装课技术员负责首件检查、制品质量异常的改进。
4.3IPQC负责首件确认、巡回检查、2小时批量的抽箱检查。
4.4QA负责待入库品的入库检查。
4.5品证课组长负责质量技术辅导和质量判定。
5.0程序:5.1首件检查5.L1涂装课每次开线量产、切换线、停机4小时以上或更换油漆、油墨等,再开线需进行首件检查。
5.L2涂装课技术员调机0K,并经自主检验确认后,填写“首件部品确认表”连同5PCS自检合格之首件样品交IPQC。
5.1.3IPQC接首件样品后进行检查,并依如下步骤执行5.1.3.1依部品“检查基准书”要求并参照标准样品及限度见本进行外观检查。
5.1.3.2外观检查OK后,依据“检查基准书”之要求取2PCS样品作强度测定,并填写“首件部品确认表”。
5.L3.3检查结果判定0K,则将IPCS样品装袋,并在PE袋内附上“首件样品标签”,连同“首件部品确认表”交品证课组长确认,确认OK后将首件样品放置作业台指定样品框内,通知量产。
涂装课则在对应工位挂上相关部品作业指导书。
品证课组长对IPQC作巡检注意事项指导。
5.1.3.4若检查发现有IPCS判定NG,则在样品上用红色箭头标出不良位置,或在“首件部品确认表”注明NG项目交品证课组长确认,经确认为NG时,将不良样品与“首件部品确认表,,送涂装课技术员要求改进。
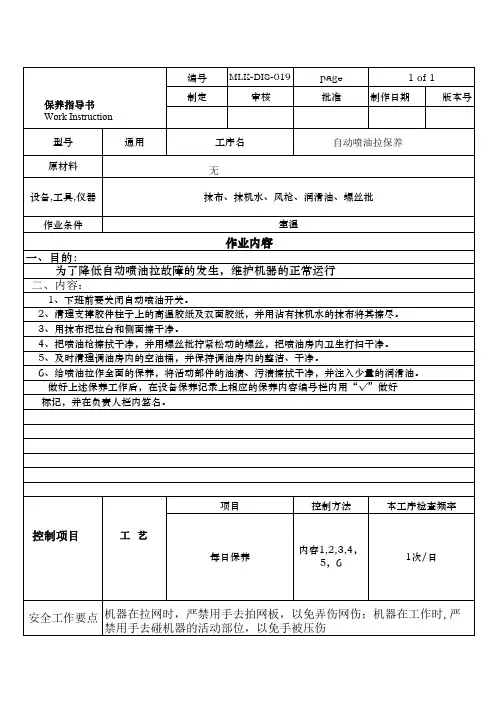
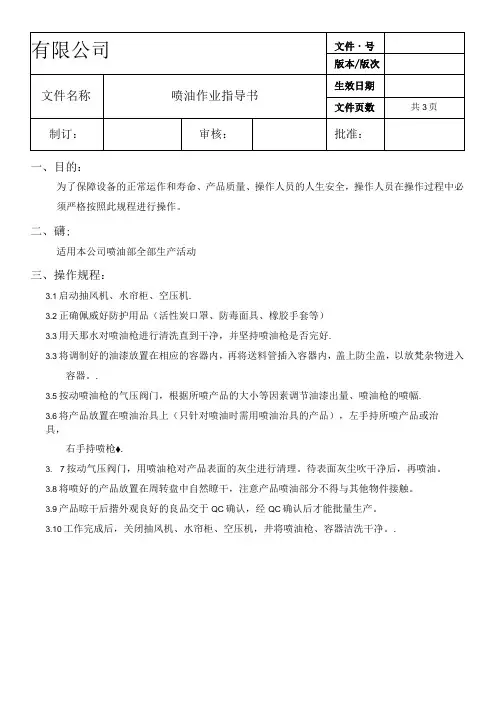
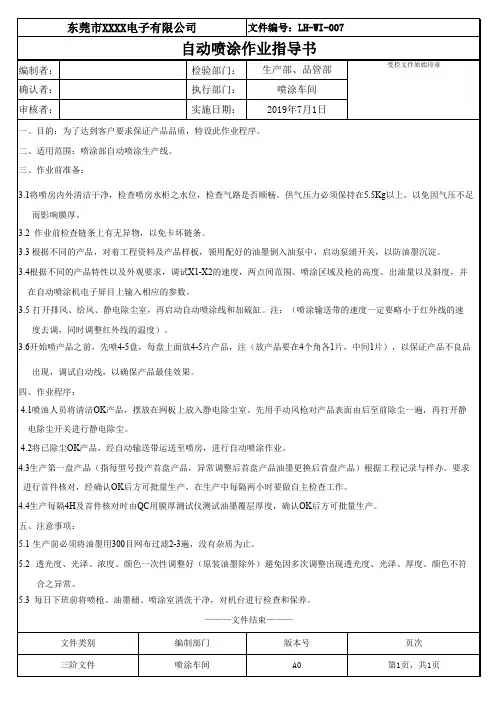
一、目的:
为了保障设备的正常运作和寿命、产品质量、操作人员的人生安全,操作人员在操作过程中必须严格按照此规程进行操作。
二、礴;
适用本公司喷油部全部生产活动
三、操作规程:
3.1启动抽风机、水帘柜、空压机.
3.2正确佩威好防护用品(活性炭口罩、防毒面具、橡胶手套等)
3.3用天那水对喷油枪进行清洗直到干净,并坚持喷油枪是否完好.
3.3将调制好的油漆放置在相应的容器内,再将送料管插入容器内,盖上防尘盖,以放梵杂物进入
容器。
.
3.5按动喷油枪的气压阀门,根据所喷产品的大小等因素调节油漆出量、喷油枪的喷幅.
3.6将产品放置在喷油治具上(只针对喷油时需用喷油治具的产品),左手持所喷产品或治
具,
右手持喷枪♦.
3. 7按动气压阀门,用喷油枪对产品表面的灰尘进行清理。
待表面灰尘吹干净后,再喷油。
3.8将喷好的产品放置在周转盘中自然瞭干,注意产品喷油部分不得与其他物件接触。
3.9产品晾干后揩外观良好的良品交于QC确认,经QC确认后才能批量生产。
3.10工作完成后,关闭抽风机、水帘柜、空压机,井将喷油枪、容器洁洗干净。
.。
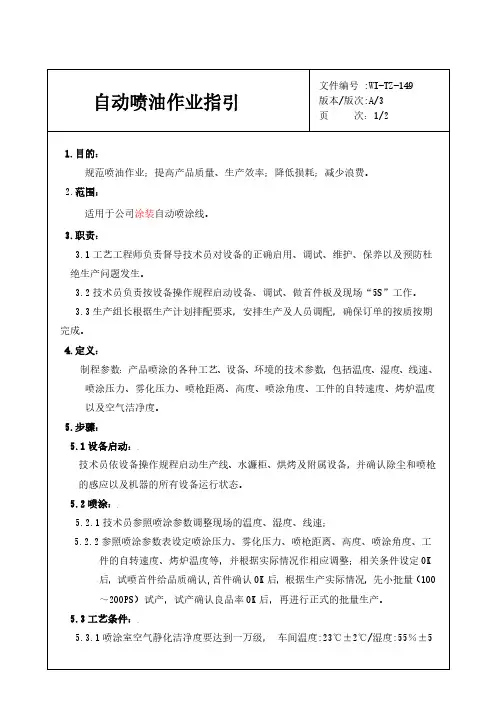
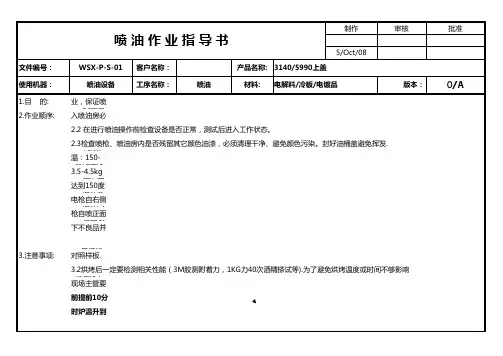
自动喷油作业指引文件编号 :WI-TZ-149 版本/版次:A/3
页次:1/2
1.目的:
规范喷油作业;提高产品质量、生产效率;降低损耗;减少浪费。
2.范围:
适用于公司涂装自动喷涂线。
3.职责:
3.1工艺工程师负责督导技术员对设备的正确启用、调试、维护、保养以及预防杜
绝生产问题发生。
3.2技术员负责按设备操作规程启动设备、调试、做首件板及现场“5S”工作。
3.3生产组长根据生产计划排配要求,安排生产及人员调配,确保订单的按质按期完成。
4.定义:
制程参数:产品喷涂的各种工艺、设备、环境的技术参数,包括温度、湿度、线速、喷涂压力、雾化压力、喷枪距离、高度、喷涂角度、工件的自转速度、烤炉温度以及空气洁净度。
5.步骤:
5.1设备启动:
技术员依设备操作规程启动生产线、水濂柜、烘烤及附属设备,并确认除尘和喷枪的感应以及机器的所有设备运行状态。
5.2喷涂:
5.2.1技术员参照喷涂参数调整现场的温度、湿度、线速;
5.2.2参照喷涂参数表设定喷涂压力、雾化压力、喷枪距离、高度、喷涂角度、工
件的自转速度、烤炉温度等,并根据实际情况作相应调整;相关条件设定OK
后,试喷首件给品质确认,首件确认OK后,根据生产实际情况,先小批量(100
~200PS)试产,试产确认良品率OK后,再进行正式的批量生产。
5.3工艺条件:
5.3.1喷涂室空气静化洁净度要达到一万级,车间温度:23℃±2℃/湿度:55%±5。

引言概述:
喷油作业是一种广泛应用于工业领域的重要工艺,通过将液体或气体以高压喷射的方式施加在特定的目标物上,以达到清洁、涂装、冷却等多种目的。
本文将从喷油作业的定义、原理、注意事项、操作流程和安全措施五个方面进行详细阐述。
1.喷油作业的定义
1.1喷油作业的概念及背景
1.2喷油作业的应用领域
1.3喷油作业的相关设备和材料
2.喷油作业的原理
2.1喷油作业的基本原理和工作方式
2.2喷油作业的关键参数和标准
2.3喷油作业的流体动力学理论
3.喷油作业的注意事项
3.1喷油作业前的准备工作
3.2喷油作业中的操作要点
3.3喷油作业后的清洁及维护
4.喷油作业的操作流程
4.1喷油作业的前期准备和安全检查
4.2喷油作业的操作步骤和技巧
4.3喷油作业过程中的监控和调整
5.喷油作业的安全措施
5.1喷油作业中的安全防护措施
5.2喷油作业的安全操作规范
5.3喷油作业事故处理和紧急救援
总结:
喷油作业作为一种重要的工艺,在工业生产中起到了至关重要的作用。
通过本文对喷油作业的定义、原理、注意事项、操作流程和安全措施的详细阐述,读者可以对喷油作业有更加深入的了解,并能够在实际操作中有效地运用这些知识,提高工作效率、保证工作安全。
在未来的工作中,我们应该更加注重喷油作业技术的研发和创新,进一步提高其应用范围和效果,促进工业的发展和进步。
自动喷涂线作业指导书1.目的通过对自动喷涂线作业流程的规范,提高标准化作业程度,有效的保证产品质量,提高劳动生产效率,满足客户需求,保证现场环境。
2.适用范围本文件适用于自动喷涂线生产作业过程。
3.职责3.1自动喷涂线各作业员工负责本作业文件的执行。
3.2油漆车间主任/工段长/品管员负责本作业文件的监督执行。
4.作业流程4.1产前准备4.1.1上班前,应先把设备周围的卫生打扫干净,用拖把拖地,做好油房清洁,根据尾货信息反馈栏,主动清理返修尾货,做好开工前的准备。
4.1.2根据生产任务单,领取已标识合格的油磨产品吹干净板面灰尘,用600#砂纸再清磨检查,并清点数量,摆放整齐,擦干净需要的货架。
主剂固化剂稀释剂白色亮光油漆10.60.6白色哑光油漆10.50.4-0.454.1.4机器通电4.1.5把清洁小车内天那水加至3/4外,并打开开关,便于天那水进入槽内,检查滚筒是否与天那水接触,如果滚筒上没有天那水,则加大流量(或加大气压)。
4.2喷房启动4.2.1按F1键进入系统。
4.2.2按2键启动辅助电源(检查K6传输键和K7通风键应处在被选状态)。
4.2.3启动联锁按钮,使喷房与干燥房联动。
4.2.4启动干燥房,按自动键(AUTO)、再按启动键(START),消除报警即可。
4.2.4.1调节干燥房温度,应保持在35。
匚--50。
C之间。
4.2.5打开扫尘机、传送吸尘开关,将高度调整到小于加工板件Imm厚度,再打开除尘管。
4.2.6将油泵出油管打开,关闭循环系统,打开油量气压开关,将管内天那水全部排除。
4.2.7将进油管放入调配好的油漆桶内,让油漆在管内循环,将出油管放入油桶内,没有气泡则可,然后将出油管关闭,打开循环系统。
4.2.8试枪:4.2.8.1检查喷枪气压是否正常(目前使用1#、2#、5#、6#喷枪,正常调在2kgP)。
4.2.8.2按F6切换到手动状态,然后按K1O键使往复机构归零,再按F6切换到自动状态。
/设备名称:制定:批准:8:批量生产。
大批量生产,并填写特殊过程控制表。
3: 换油。
控制电箱手动界面开启后排4个喷枪,将后排喷枪中滞留的水或其他油漆排尽(喷枪喷出来是新更换的油)。
手柄手动模式下在“输入/输出界面”翻至“0G#003”页,选择“OUT#0017-0021”后面圆圈,点击“选择”按钮,圆圈变成黑色,将机械手中5个喷枪中水排尽。
机械手装枪顺序默认为从左往右依次是17 18 19 20号小枪、21号大枪。
换油过程中关闭喷枪雾化气压,避免过程中油雾污染设备。
4: 参数设置。
参照技术文件要求设置传输带速度、气压、油量大小、油雾大小、靠档位置。
5: 喷枪调整。
根据产品调整喷枪位置,17-20号枪同时覆盖4条槽,后排4个枪喷通槽。
根据产品造型需求,在控制电箱手动界面选择打开需要的喷枪。
6:选择程序。
手动模式下在程序界面选择加工的程序,移动至前三行。
开启烘干隧道。
在控制电箱调节到自动模式,手柄打到自动模式并接通伺服。
启动程序9:洗机。
下班前参照第三步操作,用水将喷枪中油漆排尽。
加工范围: 长≤2200,宽≤900,高≤70目的: 使作业工序标准化,提升机械手工作效率,减少设备故障发生。
作业内容:1: 准备工作。
根据订单需求更换压力罐中油漆。
2: 启动机器。
打开机器总电源及两个抽风机电源。
开启热风隧道加热。
7:试机。
先喷一件试机板,检查喷油位置是否正确,油量是否合适。
无异常后再喷首件,首件烘干后检查合格才能批量生产。
标 准 作 业 指 导 书SOP-042版次:A/12022/4/16页数:1/1工序名称:自动喷涂线设备编号:B-025手动档自动档点击选择程序手动开枪伺服已接通程序已启动程序第0003行点击翻页。
010*********操作注意事项:审核(日期)批准(日期)发文部门图八操作步骤
开机:检查设备插座已经上电,开启抽风机。
按下控
制柜左下方的“启动”按钮(图二),设备启动。
盘的右侧边沿不得超过转动台侧边传感器的位置(图
四)。
将装满铁芯的托盘置于转动台上,使长方形托盘的长
边沿着转动态运动的方向(图三);放置托盘时,托
喷油枪头自动均匀实现喷油(图八)。
喷油结束后,转动台自动重启转动,托盘从转动台远
图一图二图三待托盘整体进入喷油室后,转动台停止转动(图七)
风机以及插座电源。
清理打扫转动台面。
检查油桶剩
余油量。
离控制柜一端移出(图九)。
将喷好油的托盘送往包装工序。
重取一待喷油托盘重
图四图五图六关机:按下控制柜下方中间的“停止”按钮,关闭抽
MEITAI 自动喷油作业指导书
图九复上述工作循环。
设计(日期)
1,操作工人需佩带指套或者手套进行操作;
2,喷油前务必开启抽风机;
3,托盘内产品需摆放整齐,不得有零件散乱放于托盘内;
4,定时检查喷油枪头堵塞与否,油桶剩余油量。
(周期为每喷油10次检查一次)
图七。